
高灵敏度容栅式电子塞规
2013-09-27 01:30惠兆文赵忠兴唐大春刘清义
制造技术与机床 2013年7期
惠兆文 赵忠兴 唐大春 刘清义
(①中国第一汽车集团有限公司教育培训中心,吉林长春 142720;②长春市春求科技开发有限公司,吉林长春 130000;③一汽大众汽车有限公司,吉林长春 130011)
1 背景技术
机械加工生产线(如大批量汽车零件生产线)上广泛使用卡规、塞规等专用量具,在测量内径、键槽等包容尺寸时,一直大量使用电子塞规。通常电子塞规有容栅式和电感式两种。容栅式电子塞规测量精度为6 μm,有些情况下已经不能满足需求;电感式电子塞规的精度为2 μm,精度稍高,缺点是功能单一,装配调试难度大,对环境的要求较高。
为了克服上述两种电子塞规的不足,笔者开发了一种高分辨率容栅式电子塞规,通过弹性杠杆变形元件的放大作用,使容栅电子传感器的分辨率提高了10倍,因而大大提高了它的测量精度。
2 结构与原理
2.1 结构
如图1所示为高精度容栅式电子塞规的主视图和侧视图:弹性杠杆变形元件的下端装有2个球面定心测头。变形元件用定位销轴和锁紧螺母与本体相联。又通过螺钉将左、右托架固定于弹性杠杆变形元件的上部。左右托架之间装有容栅式电子传感器。弹性杠杆变形元件有一狭长的间隙,其中部装有弹性限位螺钉和螺母,起保护变形元件的作用。
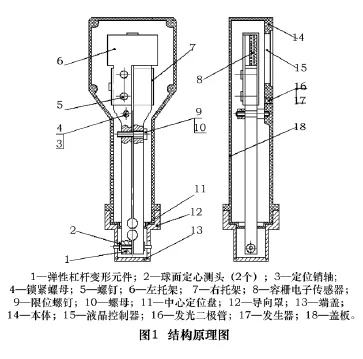
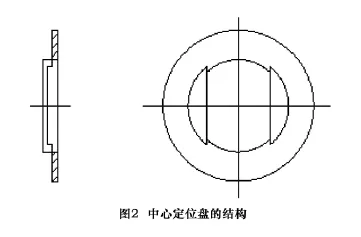
测头中心定位盘位于本体下方,其结构(如图2所示)是一个台阶形圆片,中心有一通槽,通槽中心与外圆中心对称重合,弹性杠杆变形元件与其滑动配合确保两侧头测量的尺寸是直径尺寸。导向罩呈台阶形正好与中心定位盘相配合,其下端用端盖封闭。
本体一侧装有液晶控制器、发光二极管和发声器,另一侧装有盖板,用于内部元件的拆装和调整。
塞规电子部分采用分体设计,容栅电子传感器主副栅是扇形结构。液晶控制器具有控制英制和公制尺寸转换、相对和绝对尺寸测量、任意位置清零、正负值显示、数据保持(包括最大值和最小值保持及极限尺寸判断)、电池耗尽报警等诸多功能。
2.2 原理
将电子塞规插入被测工件孔中慢慢移动并转动即可测得直径尺寸。原理如下:
由图1和图3可以看到:球心点的位置在对称中心面A-A上,被测工件直径变化时,测头测量点的位置相应变化,弹性杠杆变形元件以A-A为变形中心面,以B-B为法平面将工件直径变化量按1∶10的比例(这个比例可根据需要来设计)传到另一端容栅电子传感器上,并通过发光二极管将尺寸显示出来,发声器会发出提示音。
本塞规影响测量误差的因素除了量具本身的制造误差以外,主要是用测头的直线位移代替弧长变量引起的误差:若杠杆比例为1∶10,测量孔径公差为0.2 mm(即每个测头位移量为0.1 mm),球心点到B-B面的距离为15 mm,则位移所对应的弧长计算如下:
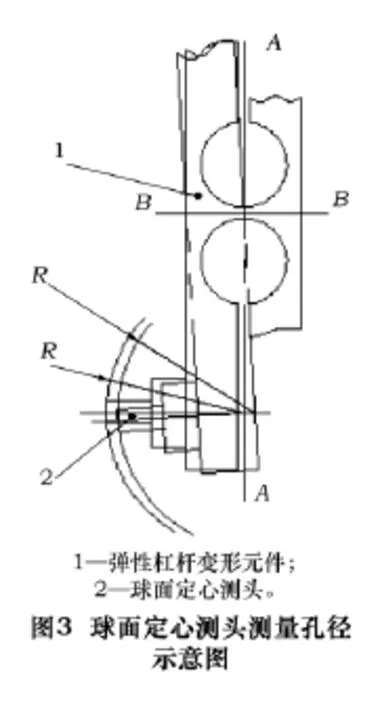
sinα=0.1/15(ɑ 为对称中心面 A-A 的摆角)
α=0.381 974 692°
所对应弧长 L=α×π×2×15/360=0.100 000 74 mm
误差值为 δ=L-0.1=0.000 000 74 mm
可见这里用位移变动量代替圆弧变动量所造成的误差可以忽略不计。经省级计量院鉴定本卡规综合测量误差稳定在±0.000 1 mm。
3 结语
机械加工过程中精度与效率都很重要。本塞规用简单的杠杆原理将工件误差放大10倍以上进行测量,不仅大大提高了量具的分辨率,而且测量精度高、操作方便快捷、不需要太高的环境条件,特别适合在线检测。在生产过程中获得了很高的评价,本结构已经获得国家专利(专利号:01207196X)。
[1]杨庆华,赵世平,赵背生,等.采用光纤传感器的电子塞规的设计[J].中国测试技术,2005(4).
[2]施融和,时艳.电子塞规及其应用[J].工具技术,1992,26(7).
[3]胡泓,胥尚昆.高精度电子塞规仪的设计与测试[J].机械,1995(6).
[4]杨秀华,赵世平,廖俊必.光纤式位移传感器塞规的设计[J].工具技术,2004,38(4).
猜你喜欢
中国特种设备安全(2022年1期)2022-04-26
军事文摘(2021年18期)2021-12-02
军事文摘·科学少年(2021年9期)2021-10-13
人大建设(2020年3期)2020-07-27
家庭影院技术(2020年2期)2020-03-25
模具制造(2019年4期)2019-06-24
中学生数理化·八年级物理人教版(2018年6期)2018-06-26
中国核电(2017年2期)2017-08-11
浙江大学学报(工学版)(2016年2期)2016-06-05
中国卫生(2015年8期)2015-11-12
