
氧化锆陶瓷侧铣切削力实验研究*
2013-09-27 01:30薛建勋孙全平吴海兵陈前亮
制造技术与机床 2013年7期
薛建勋 孙全平 吴海兵 陈前亮
(①南京航空航天大学机电学院,江苏南京 210016)
(②淮阴工学院江苏省数字化制造技术实验室,江苏淮安 223003)
氧化锆陶瓷是一种无机非金属材料,具有硬度高、耐高温、耐腐蚀、耐磨损等特性,广泛应用于机械、电子、能源、汽车、航空航天以及生物医学等领域。与金属材料相比,氧化锆陶瓷脆性大、韧性低、导热性差,在进行切削加工时以断裂形式去除,易产生裂纹[1]。
切削力是切削过程中最重要的物理量之一,其变化直接决定着切削热的产生、分布,并影响刀具的磨损状况和使用寿命,进而影响工件被加工表面的加工精度和已加工表面质量[2]。对氧化锆陶瓷的切削力进行研究有助于其切削机理的研究,并对生产实际有重要的指导意义。国内外学者对氧化锆陶瓷的切削力进行了一些研究。文献[3]采用金刚石多齿镀层端铣刀对PSZ部分稳定氧化锆进行了铣削实验。文献[4]采用旋转超声端面铣削的方法对Mg-PSZ进行了加工。
1 实验方案
1.1 铣削力实验系统
实验所用系统如图1所示。
机床:MikronUCP800五坐标加工中心,主轴最高转速20 000 r/min,电动机功率30 kW,最大快移速度30 m/min,工作行程(X/Y/Z)800 mm/650 mm/500 mm,配备海德汉ITNC530数控系统和BLUM激光对刀仪。
刀具:直径10 mm硬质合金涂层刀片。
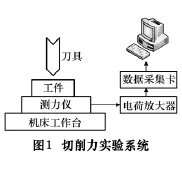
测量装置:Kistler9257B测力仪,采用压电晶体传感器,可以同时测量3个方向的铣削力。切削力的方向定义为:切宽方向为X,进给方向为Y,刀具轴向为 Z。与之配套的放大器为Kistler5070电荷放大器。数据采集采用HR-DAQ模块式高速数据采集器。
工件:秦皇岛爱迪特高技术陶瓷有限公司提供的牙科用氧化锆陶瓷坯材(完全烧结),尺寸51.88 mm×23.80 mm×13.24 mm,其物理力学特性如表1所示。
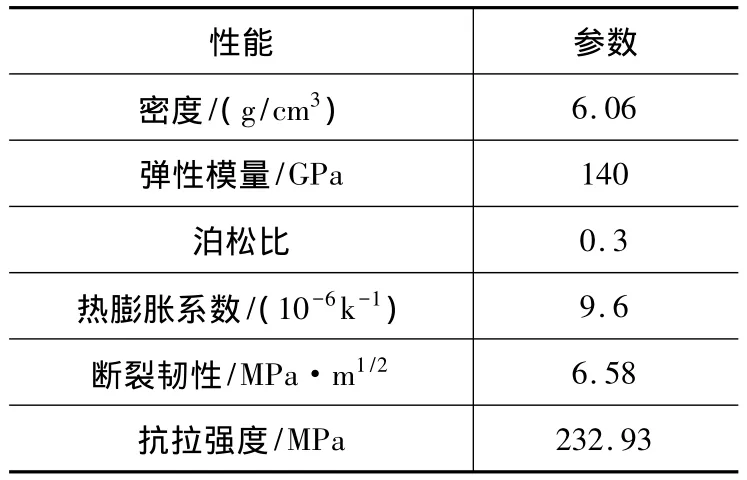
表1 牙科用氧化锆陶瓷物理力学特性[5]
1.2 加工方式及切削参数
加工方式:顺铣,空气冷却。
切削参数:主轴转速2 000~6 000 r/min;进给速度4~30 mm/min;轴向吃刀量固定为10 mm;径向切深0.015~0.4 mm。
2 铣削力信号处理
2.1 时域分析
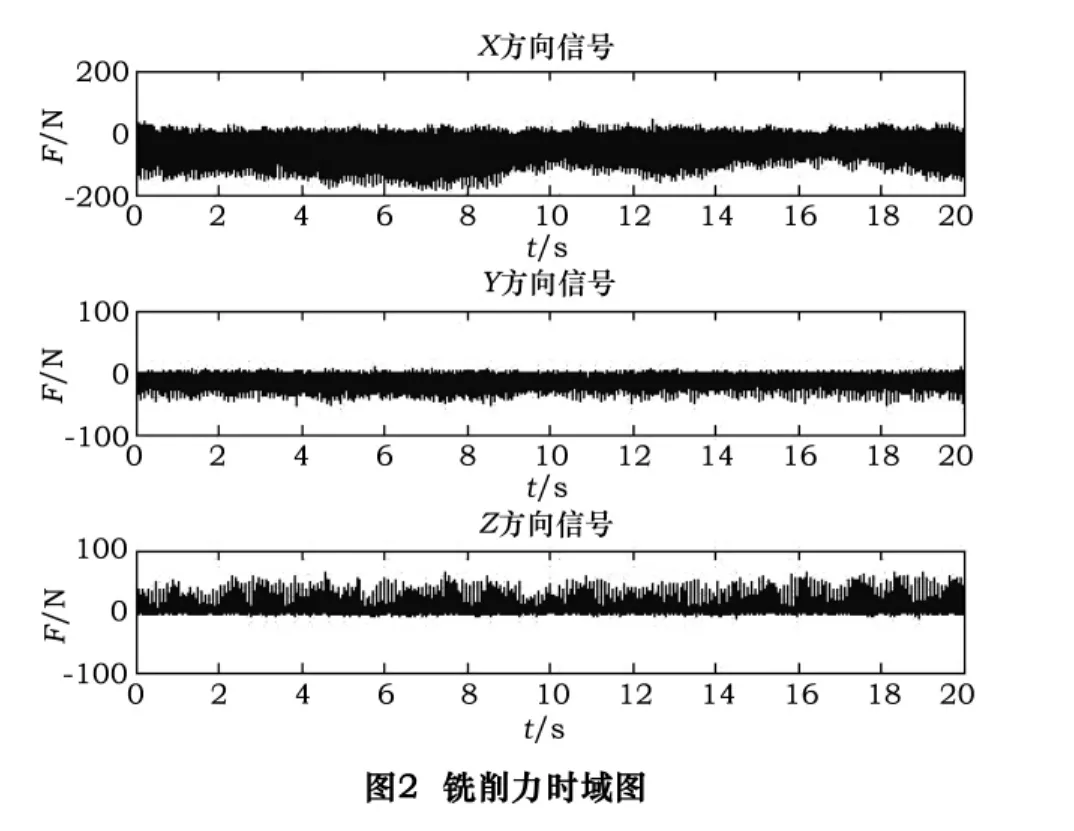
时域信号是指在测量过程中获得的,没有经过处理的原始信号,时域波形直观、易于理解,但时域信号中包含大量的干扰信号[6]。图2是在进给速度12 mm/min、切削宽度0.1 mm、转速2 000 r/min、采样频率1 kHz条件下的时域图。
2.2 频域分析
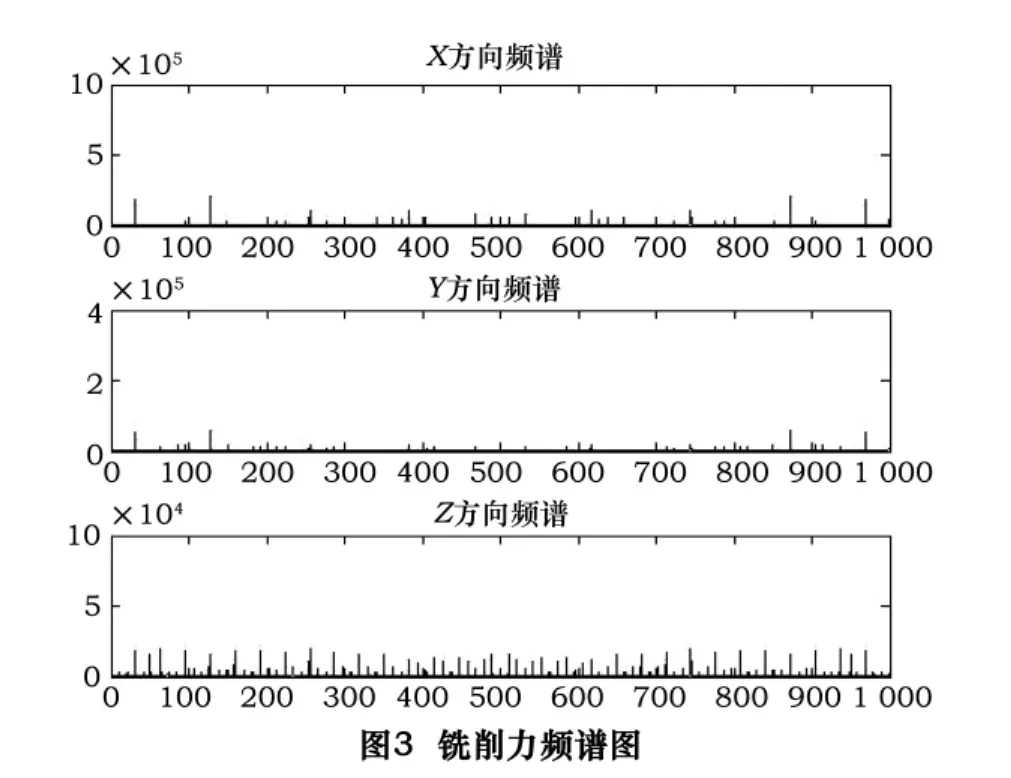
通过傅里叶变换将时域内信号的分析转换为频域内频谱密度的分析是信号分析中的常用方法。图2所示的时域信号经过傅里叶变换如图3所示。
采样频率1 kHz,因此奈奎斯特频率为500 Hz。机床主轴转速2 000 r/min=33.3 r/s,即切削频率理论值为33.3 Hz。实验所采用的铣刀有4个切削刃。从图3中可以分析出:X、Y方向的切削力信号能量主要分布在以33.3 Hz为基频的若干次谐波处,这是由刀刃依次切削产生的信号;Z方向的主要频率既包括切削力信号,也包括了机床振动产生的信号。
2.3 小波包分析
小波分析是一种广泛应用的信号时频分析方法,具有多分辨率的特点,但是小波分析法在分析过程中只保留了低频部分的信号。而实验中的铣削力信号既包括低频成分,又包括高频成分,采用小波分析法显然是不合理的。
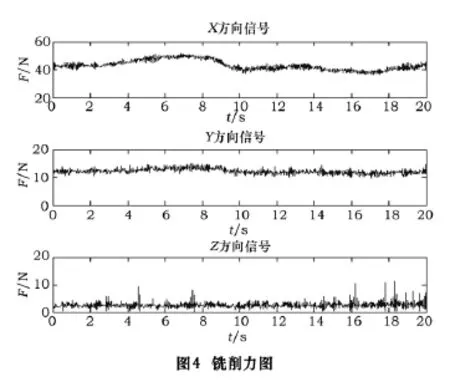
小波包分析是类似于小波分析的一种时频分析方法,与小波分析相比,它将频带进行多层次划分,对多分辨分析没有细分的高频部分进一步分解,既具有多分辨分析的特点,又能够根据分析信号的特征,自适应地选择相应的频带,使之与信号频谱相匹配,从而提高时频分辨率[7]。应用db4小波和Shannon熵准则对上述信号进行5层小波包分解并去噪,结果如图4所示。
3 实验结果分析
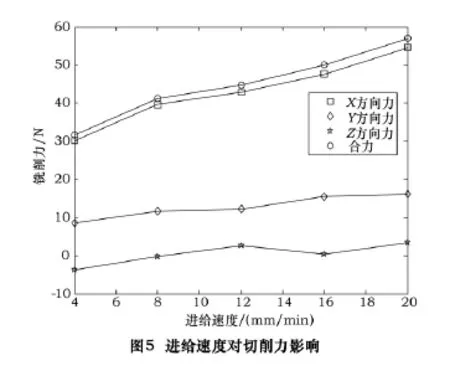
图5为切削力随进给速度的变化情况,转速2 000 r/min,切削宽度0.1 mm。
切削力随切削宽度的变化情况如图6所示,转速2 000 r/min,进给速度 10 mm/min。
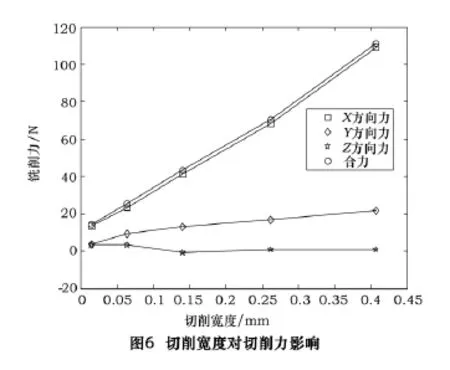
从图5、图6可以分析出:X方向力明显大于Y方向和Z方向的力,并且随着进给速度和切削宽度的增加而显著增大;Y方向力随进给速度和切削宽度的变化不大;Z方向力可以近似为零,这是因为切削用量较小,刀具磨损、机床振动可忽略不计;由于进给速度和切削宽度的增加,材料去除率提高,切削合力随着进给速度的增加不成比例增大,而与切削宽度的增加近似成正比例增大。
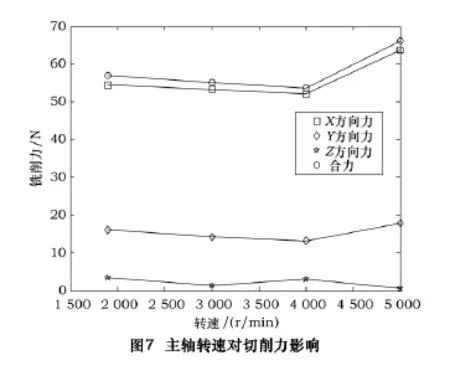
图7为切削力随主轴转速的变化情况,切削宽度0.1 mm,进给速度10 mm/min。从图7可以看出:在主轴转速低于4 000 r/min时,切削力随着转速的提高略有减小。这主要是因为随着主轴转速的提高,切削温度升高使工件材料软化,从而减小切削力。又因为氧化锆是耐高温材料,软化程度有限,所以切削力减小幅度不大。当转速超过临界转速后,刀具磨损增大,系统振动随之增大,切削力也明显增大。实验中转速达到6 000 r/min时,实验现场观测到机床明显振动,并且刀具发红,已经无法正常加工。
4 结语
使用硬质合金刀具在给定的切削参数条件下,对氧化锆陶瓷进行了侧铣实验,实验研究表明:
(1)采用小波包分析氧化锆陶瓷铣削力信号是合理的,能够提高时频分辨率。
(2)使用硬质合金刀具在切削用量较小的情况下可以对氧化锆陶瓷进行加工。
(3)切削力的增大与切削宽度的增加近似成正比例关系。
(4)对氧化锆陶瓷进行铣削加工时,主轴转速不应超过4 000 r/min,否则刀具磨损严重。
[1]于思远.工程陶瓷材料的加工技术及其应用[M].北京:机械工业出版社,2008.
[2]张家梁,李蓓智,庞静珠.刀具磨损过程中的切削力特征研究[J].制造技术与机床,2010(5):111-113.
[3]于思远.工程陶瓷高效率加工新工艺及其加工机理研究报告[R].天津:天津大学机械学院,1996.
[4]Pei Z J,Ferreira P M.An experimental investigation of rotary ultrasonic face milling[J].International Journal of Machine Tools and Manufacture,1999,39(8):1327-1344.
[5]薛建勋,孙全平.氧化锆陶瓷切削加工有限元仿真分析[J].中国陶瓷,2012,48(10):28-29.
[6]石莉,周丽,许立福,等.SiCp/Al复合材料磨削力实验分析[J].制造技术与机床,2011(12):184-187.
[7]杨国安,钟秉林,黄仁,等.机械故障信号小波包分解的时域特征提取方法研究[J].振动与冲击,2001,20(2):25-31.
猜你喜欢
装备制造技术(2020年2期)2020-12-14
军事运筹与系统工程(2019年4期)2019-09-11
制造技术与机床(2019年9期)2019-09-10
中国港湾建设(2017年11期)2017-12-19
佛山陶瓷(2017年7期)2017-09-06
制造技术与机床(2017年4期)2017-06-22
雷达学报(2017年6期)2017-03-26
中华老年口腔医学杂志(2016年4期)2017-01-15
中华老年口腔医学杂志(2016年5期)2016-03-01
制造技术与机床(2015年10期)2015-04-09
