
基于UG的一种平面凸轮磨削方法在机床上的应用
2013-09-27 01:30何徐敏蔡传磊
制造技术与机床 2013年6期
何徐敏 蔡传磊
(杭州杭机股份有限公司,浙江杭州 311305)
该机床主要运用了UG软件的强大仿真功能实现了凸轮曲线的拟合,通过C++汇编语言编译,设计生成了磨削参数设定对话框,作为UG软件的一个插件,机床只需设定磨削参数便可生成机床数控系统能识别的加工语句。下面从凸轮加工的整个过程讲述这种磨削方法的应用。
1 凸轮轮廓曲线参数的采集及拟合
凸轮轮廓曲线参数是通过三坐标采集一组(X,Y,Z)三维坐标数据,采集时必须以凸轮基准孔ΦK圆心为零位,量销子孔ΦL中心连线为起始点开始采集(如图1),采集导出的数据应为(X,Y)的二维坐标形式,修改形成dat文件,通过UG插件导入数据拟合形成凸轮曲线。
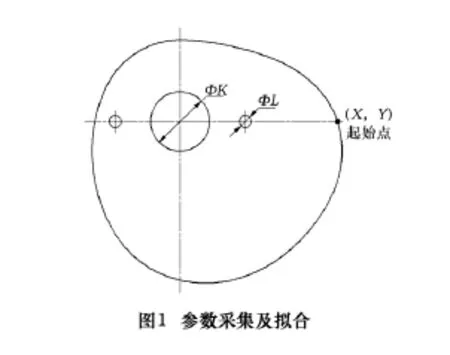
拟合时应根据加工要求选用合适的拟合误差,过大的拟合误差将影响凸轮的加工精度;过小的拟合误差会延长拟合时间,影响加工效率,故拟合曲线是要使用有很强运算能力的计算机或服务器。采集坐标时可选择性地调节点阵的疏密程度,曲率变化较大的曲线段应采集较密的点阵,反之采集较疏的点阵。
2 加工参数设定及程序生成
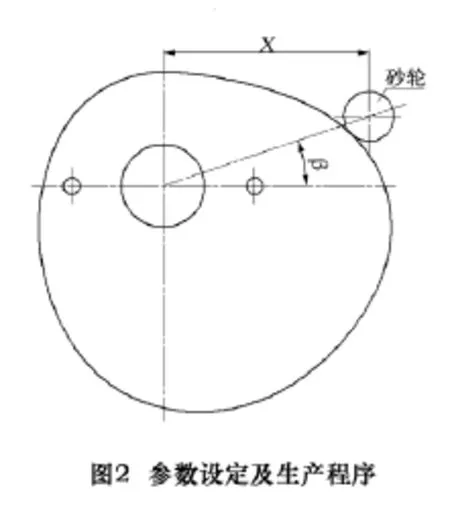
该加工方法的参数设定是通过可视化的对话框来完成,操作简便、直观,可根据磨削要求选择粗磨、半精磨、精磨及抖动磨削,设定完成后选择要加工的已拟合完成的曲线即可生成加工程序,通过运算将以(X,β)的形式输出。这里的X坐标为砂轮轴相对工件坐标系的坐标,β为曲线上各点的极坐标(如图2)。
3 工件的安装及加工
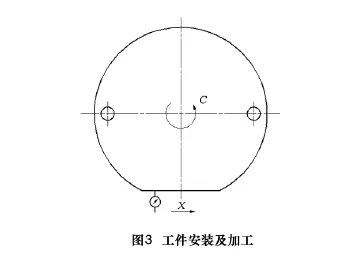
工件采用的是“一面两孔”的安装方式,即以凸轮一个面为定位面,两销子孔为定位孔,校正中间圆孔,销子孔和中间孔的位置精度需在前一道工序中保证,校正误差基本在0.003 mm以内;固定指示器,使测头触及工装前侧基准平面,移动X轴,并旋转工作台,调整指示器读数的最大变化值在0.003 mm以内,即设定该位置为工作台零位,该位置为凸轮加工的起始位置(如图3)。工装及工件的固定采用电永磁吸盘夹紧。
该机床的加工为匀线速加工,机床示意图如图4所示,加工时为横向进给X轴和工作台回转C轴联动,当曲线瞬间曲率变化很大时,对两轴的响应时间有较高的要求,故机床加工前调试对X和C轴的电动机特性参数做了优化,两轴采用的均为西门子电动机,这一做法将很大程度上提高凸轮的加工精度。另外,加工前需检查当曲线有内包络的时候,砂轮半径的选择应小于那段的最小曲率半径,以防止加工时发生干涉。当曲线均为外包络时,砂轮半径应选择尽量大些,以提高加工效率。该机床还增加了抖动磨削功能,用户可在生成程序时选择性增加,抖动磨削可提高工件的表面质量。

4 结语
本文以上所描述的这种新型的平面凸轮的加工方法已完成了在机床产品上的应用,具备了高精度、高效率、低成本的特点。经过应用该机床磨削凸轮轮廓度能达到0.02 mm,远远高于用户采用坐标磨床磨的0.05 mm的结果,加工效率为一天2~3件,同样比起用户原先的1件/天提高了2倍有余;该机床的结构较为紧凑,工作台采用伺服电动机通过蜗轮蜗杆减速器驱动,横向与垂直进给采用伺服电动机经滚珠丝杠驱动,机床较进口坐标磨床有很大的经济性,故该机床在印刷机械行业推广将有很好的经济效益。
猜你喜欢
科学技术创新(2022年24期)2022-08-06
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
