
开缝衬套成形过程声发射在线监测系统设计
2013-09-26 12:34邱佳斌黎向锋左敦稳康晓军龚靖平
精密成形工程 2013年5期
邱佳斌,黎向锋,左敦稳,康晓军,龚靖平
(南京航空航天大学机电学院,南京 210016)
为提高飞机紧固件的抗疲劳寿命,目前国际飞机制造、维修中广泛采用开缝衬套冷挤压强化工艺技术[1-3]。在飞机起落架等关键结构紧固孔的开缝衬套冷挤压强化工艺中,主要采用以特种不锈钢(如0Cr15Ni7Mo2Al)为材料的开缝衬套。其制备工艺过程主要包括:剪切、线切割、去毛刺、滚弯、翻边(根据衬套使用要求来确定有无翻边)、校形和验收,而滚弯是其制备的核心工艺。该特种不锈钢材料因具有较高的比强度和硬度,传统的滚弯加工技术不能满足开缝衬套的制备要求。双轴柔性滚弯技术有效地解决了高比强度材料的加工难题,且能够达到比较高的成形精度,在开缝衬套的制备应用中取得了良好的效果[4-5]。
在制备开缝衬套的双轴柔性滚弯成形过程中,难免会出现衬套直径、圆度及其表面硬度等不符合要求的加工缺陷。为此,对其进行在线监测是减少这些加工缺陷的有效方法。目前国内外针对开缝衬套双轴柔性滚弯成形过程在线监测技术的研究还鲜见报道,因而开展开缝衬套双轴柔性滚弯成形过程在线监测技术的研究很有必要。国内外研究学者利用声发射技术和虚拟仪器技术实现了对金属材料塑性变形过程的在线监测[6-8],为特种不锈钢材料滚弯成形过程的在线监测技术研究提供了理论依据。鉴于此,文中将主要设计一套采用声发射检测法和虚拟仪器的开缝衬套的双轴柔性滚弯成形过程在线监测系统,实现双轴柔性滚弯过程声发射信号的采集、显示、分析及存储。
1 声发射信号的获得
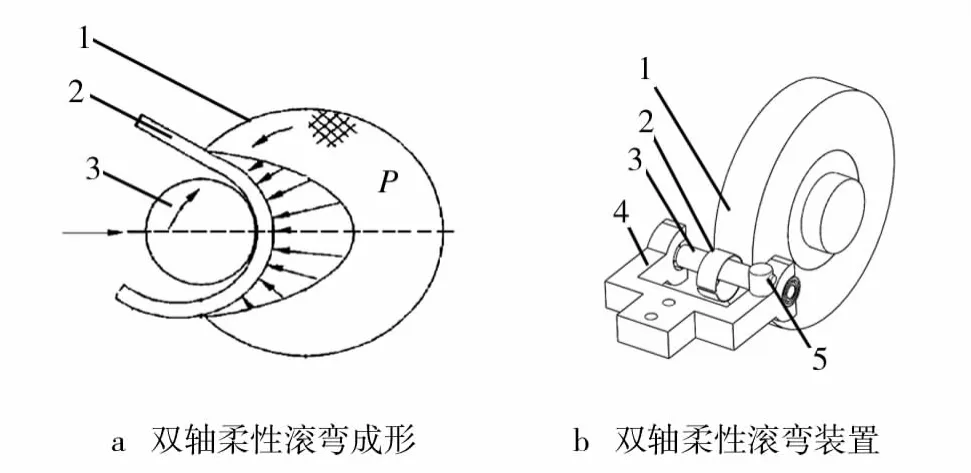
图1 双轴柔性滚弯成形过程及装置示意Fig.1 Sketch of the process and device of two-axle roll-bending
在开缝衬套的双轴柔性滚弯成形过程(如图1a所示)中,刚性轴相对橡胶轮有一定的进给量,在主动橡胶轮带动下,预先裁剪好的特种不锈钢带材由于摩擦力的作用从橡胶轮与刚性轴之间经过,并受到来自橡胶轮的分布载荷P的作用,产生塑性变形,最终滚弯成形[9]。在此过程中,特种不锈钢材料局部发生大量塑性变形,材料塑性变形区内部形成剧烈的位错运动,塑性变形区产生大量的声发射信号,在介质中以弹性波的形式向周围传播。利用声发射传感器可实时获得由声发射源处发出的声发射信号,并将声发射信号转换成电压信号输出。该系统在双轴柔性滚弯装置(如图1b所示)的夹具上安装声发射传感器,在双轴柔性滚弯过程中,实时监测特种不锈钢带材塑性变形区发出的声发射信号。
2 系统的总体结构
开缝衬套的双轴柔性滚弯成形过程在线监测系统主要由硬件和软件这两个部分构成,其总体结构如图2所示。硬件部分主要包括声发射传感器、前置放大器、数据采集卡、计算机和屏蔽同轴电缆等,其主要作用是将声发射信号转换成电压信号输入到计算机中。软件部分主要包括基于LabVIEW2012开发的数据采集和显示模块、数据处理分析模块和TDMS数据存储模块,其主要作用是对采集卡输入的电压信号进行实时显示,对其进行预处理以及频谱分析,并存储原始信号。
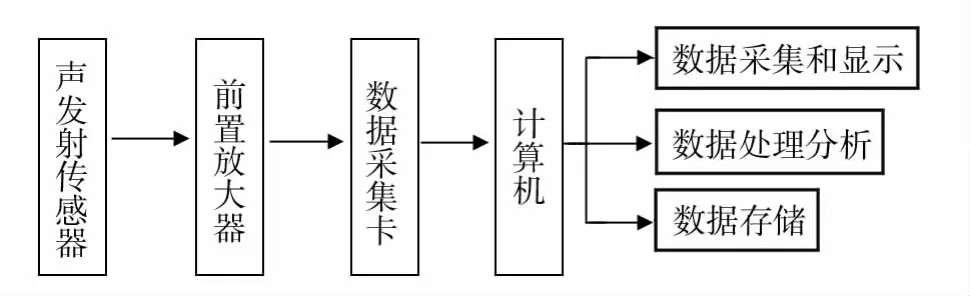
图2 系统总体结构Fig.2 Overall structure of the system
2.1 系统硬件方案
2.1.1 声发射传感器
特种不锈钢带材在柔性滚弯成形过程中局部发生大幅塑性变形,产生大量的声发射信号,其频率分布范围处于50~700 kHz频段。此外,传播介质对声发射信号的吸收系数随着信号频率平方的增大而增大,即频率越高,吸收系数越大,声发射信号在传播介质中的衰减越厉害,因此该系统选用的声发射传感器为SR800型宽带声发射传感器,其频带宽度为50~800 kHz,完全符合双轴柔性滚弯声发射信号频段的技术要求,且又具有较高的灵敏度。选择宽带声发射传感器能够获得更为丰富的声发射信号。
2.1.2 声发射前置放大器
鉴于SR800型声发射传感器输出信号具有低幅值、高频率和宽频带的特点,应选择与其匹配的宽带高增益前置放大器。该系统选用的声发射前置放大器为PAI型,其带宽为10 kHz~2 MHz,增益为40 dB,与SR800型声发射传感器通过屏蔽同轴电缆以及BNC接口实现紧密配合连接,对SR800型声发射传感器输出的微弱电信号进行放大,以减少信号在传输过程中的衰减。该前置放大器输出是电压与信号共线,故还应选择与PAI型前置放大器匹配的PPS2k型供电信号分离器。
2.1.3 数据采集卡
该在线监测系统数据采集功能主要通过研华公司的PCI-1714UL型数据采集卡实现。PCI-1714UL型数据采集卡是一款基于32位PCI总线构架的高性能数据采集卡,到主机内存数据传输具有连续、高速和流式数据的特点,可实现4通道同步10 MHz/s模拟量采集。每通道具有8 kbit的板载FIFO(快速输入输出存储区),为高速采集时提供数据缓存,确保数据的高速传输以及数据完整性。该卡支持32位PCI总线控制DMA数据传送模式,大大提高了数据采集卡与计算机内存之间的数据传输速度。
2.1.4 DMA 数据传输模式
DMA(Direct Memory Access,直接内存存取)是一种高效的数据传输方式。DMA传输时,DMA控制器直接获得总线控制权,整个传输过程由DMA控制器控制,使系统在对总线控制器进行必要的初始化后可只进行数据的分析和存储,无需在数据采集卡和计算机内存之间的数据传输上浪费大量的CPU资源,从而大大提高了数据实时采集、分析和存储的速度。
经前置放大器放大后输出的电压信号到达PCI-1714UL数据采集卡后,该卡前端的衰减放大电路对信号进行第2次调理,调理后的信号进入数据采集卡每个通道的模数转换器进行高速转换。转换后的数据暂存在数据采集卡的8 k板载FIFO中,当FIFO半满或全满时,向DMA控制器发送DMA请求,CPU响应DMA请求后,DMA控制器取得总线控制权,使用直接内存存取方式将数据通过PCI总线从板载FIFO输出到内部缓冲区中。32位33 M的PCI总线能达到132 Mb/s的传输带宽,保证了10 MHz/s速率下的4通道同步采样的实现,足以满足对开缝衬套双轴滚弯成形过程声发射信号高速采集的技术要求。
2.2 系统软件方案
该在线监测系统以美国NI公司(National Inrtruments)的LabVIEW2012作为开发平台,在其图形编程语言(G语言)开发环境下开发而成,分为系统操作界面和后台程序2部分。
系统操作界面如图3所示,主要包括采集参数设置、系统运行的开始和结束控制、设备及通道设定、数据的时频域实时显示以及数据存储模式设置等部分。后台程序是在线监测系统的核心,承担着系统运行时的绝大部分工作。
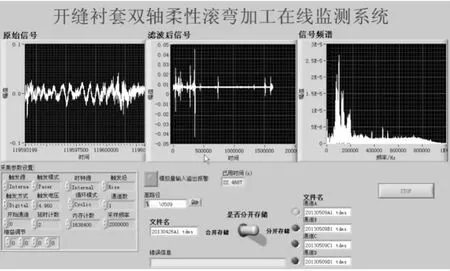
图3 在线监测系统界面Fig.3 Interface of the on-line monitoring system
在该系统中,后台程序采用生产者-消费者模型,以队列作为主程序与子程序之间的通讯方式,主要包括数据的采集与显示、处理分析以及高速存储等3个模块。
2.2.1 数据采集与显示模块
研华公司PCI-1714UL数据采集卡配套的Lab-VIEW驱动程序为软件开发者提供了功能丰富的LabVIEWDAQ vi库,子vi的使用大大提高了Lab-VIEW环境下编程的效率,并且可以很方便地实现信号的实时显示、分析和存储等功能。该系统在数据采集和显示部分使用到的子vi主要有:SelectDevicePop,DeviceOpen,EnableEvent,AllocDSPBuf,MultiChannelDM-AExSetup, WaitFastAIOEvent, Buffer-ChangeHandler,Split1DArray,FAIStop,FreeINTBuf和DeviceClose。系统程序流程如图4所示。
2.2.2 数据处理分析模块

图4 在线监测系统数据采集显示模块流程Fig.4 Flow chart of the acquisition and display module of the on-line monitoring system
在开缝衬套双轴柔性滚弯成形过程中,由于机床的振动,仪器的电磁干扰以及传输过程的信号衰减等因素的影响,使所测得的声发射信号中不可避免地夹杂各种干扰噪声。为获得更为准确的在线监测结果,在对采集到的数据进行分析前,必须尽量减少信号中噪声的成分,提高信号的信噪比。系统采用带通巴特沃斯(Butterworth)滤波器对采集到的信号进行数字滤波处理,以得到与声发射传感器频宽一致的信号数据。
由于目前还没有直接从开缝衬套双轴柔性滚弯成形过程的声源处测得声发射信号的技术,声发射信号在传播过程中不可避免地存在衰减,声发射传感器所测得的声发射信号非常微弱,在夹杂噪声的情况下,最终到达采集系统的声发射信号在时域上的幅值特征非常模糊,难以与噪声区分。另外,特种不锈钢开缝衬套材料在不同受力以及变形条件下,其声发射信号的频谱特征有着明显的差异,因而对经过带通滤波后的声发射信号进行频谱分析可对特种不锈钢的成形状态进行初步推断,从而达到对开缝衬套柔性滚弯成形过程在线监测的目的。为合理利用计算机CPU资源,系统的数据处理分析模块(如图5所示)设计了单通道滤波与频谱分析功能,可实时选择所要进行处理分析的通道。
2.2.3 TDMS 数据存储模块
由于特种不锈钢材料在发生塑性变形过程中产生的声发射信号频带在50~700 kHz,在满足香农(Shannon)采样定理的前提下,为尽量保证采集的声发射信号不失真,采用2 MHz的采样频率,因而系统工作时每个采样通道会产生海量的采样数据。为了实现数据的高速存储和系统管理,采用TDMS(Technical Data Management Streaming,技术数据管理流)文件格式保存数据。
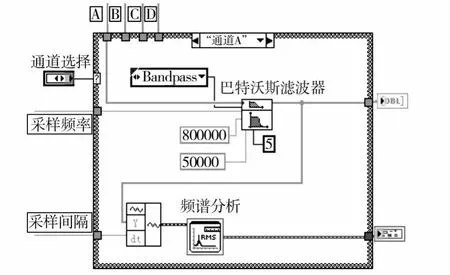
图5 数据处理分析模块Fig.5 Data analysis module
TDMS是一种适用于高速测试测量的二进制数据存储文件类型,支持数据流高速写入模式,具有存储速度快和占磁盘空间小等优点,由文件、组和通道等3个层次结构组成。基于TDMS层次结构的存储方式会将所有测试数据都保存在单个TDMS文件内,使得TDMS文件过于庞大,极大地降低了后续在Matlab环境下进行数据读取和分析处理的效率。为了提高后续TDMS文件的读取和处理速度,该系统每次测量时都为每个通道生成一个TDMS测量文件,TDMS数据存储模块如图6所示。

图6 TDMS数据存储模块Fig.6 TDMS data storing module
2.3 基于Matlab的TDMS文件的读取
在利用Matlab软件强大的数据分析功能对采集到的声发射信号做进一步的分析之前,需要对TDMS文件中的二进制数据进行解析,并将其读入到系统内。在TDMS文件的读取过程中,借助于NI公司提供的nilibdcc.dll文件,采用基于动态链接库DLL的Matlab读取方法。首先在Matlab中通过loadlibrary函数载入动态链接库文件nilibddc.dll和头文件nilibddc_m.h,其次在对话框函数uigetfile中选取需要在Matlab中读取的TDMS文件,最后通过calllib函数调用DDC_GetDataValues函数就可得到双轴柔性滚弯成形过程的原始采集数据,并将该原始采集数据读入到Matlab环境中,从而最终实现在Matlab中对所测得的声发射信号进行深入分析处理[10]。
3 系统的运行与分析
该系统已经实际应用于开缝衬套双轴柔性滚弯成形过程声发射信号的在线监测。双轴柔性滚弯成形实验在双轴柔性滚弯成形专用机床上进行。实验中特种不锈钢带材送料线速度为83.8 mm/s,刚性轴进给量为4 mm,整个双轴柔性滚弯成形过程持续时间为15 s,包括准备阶段、塑性成形阶段和结束阶段。在双轴柔性滚弯成形过程中,成形过程的声发射信号频谱特征表现较为明显。准备阶段机床正常运行时的声发射信号频谱如图7a所示,可以发现此时的声发射信号频谱幅值相对较小,在频域上分布比较均匀,其中在60 kHz左右频段出现的部分推测为机床噪声;塑性变形阶段的声发射信号频谱如图7b所示,可以看出,在双轴柔性滚弯过程中,特种不锈钢材料发生塑性变形的声发射信号的频谱特征相对明显,处于50~450 kHz频带内,中心频率约为120 Hz。由于高频声发射信号的衰减率比低频声发射信号高,推断实际特种不锈钢塑性变形声发射信号基频大于120 Hz。实际应用表明,在高速采集模式下,在线监测系统能够高效地实现对开缝衬套双轴柔性滚弯成形过程声发射信号的实时采集、显示、滤波、频谱分析和存储。
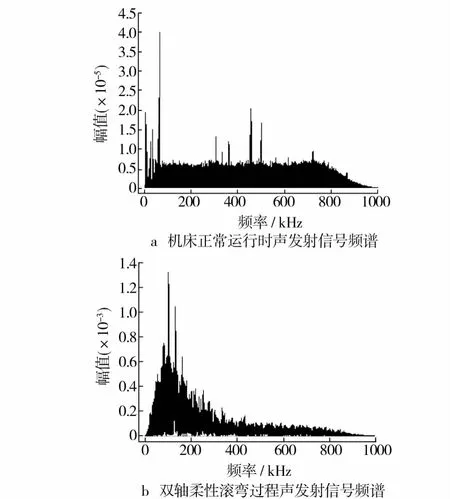
图7 系统测试结果Fig.7 Test results of the system
4 结语
基于虚拟仪器技术和声发射技术,完成了以特种不锈钢为材料的开缝衬套的双轴柔性滚弯成形过程在线监测系统的设计。该在线监测系统不仅能够实时采集特种不锈钢材料加工过程的声发射信号,还具有数据显示、滤波、频谱分析和数据存储的功能,响应效率高,高速采集数据不会丢失,能够为后续的数据处理和分析提供完整的数据,具有开发周期短,成本低,操作方便,可靠性高等优点。通过对双轴柔性滚弯成形过程声发射信号的在线监测,验证了系统的有效性和可靠性。
[1]刘长珍,唐有乾,李立.开缝衬套冷挤压孔工艺[J].航空制造技术,2000(4):46-49.LIU Chang-zhen,TANG You-qian,LI Li.The Process of Cold Worked Hole With Split_Sleeve[J].Aeronautical Manufacturing Technology,2000(4):46 -49.
[2]张建超.开缝衬套挤压技术在飞机维修中的应用[J].民用飞机设计与研究,2008(3):43-49.ZHANG Jian-chao.Split Sleeve Cold Expansion Technology in the Application of Aircraft Maintenance[J].Civil Aircarft Design and Research,2008(3):43 -49.
[3]薛巍.带开缝衬套的冷扩孔挤压工艺[J].中国高新技术企业,2011(34):85-88.XUE Wei.Split Sleeve Cold Expansion Process[J].Technology Enterprises,2011(34):85 -88.
[4]左敦稳,王珉,刘奎,等.双轴柔性滚弯技术的实验研究[J].南京航空航天大学学报,1998(5):6-11.ZUO Dun-wen,WANG Min,LIU Kui,et al.Experimental Study on Two-Axle Bending Technique[J].Journal of Nanjing University of Aeronautics And Astronautics,1998(5):6-11.
[5]鲁世红,于长生,恽君璧.柔性滚弯技术在国外的应用进展[J].新技术新工艺,2006(3):31-34.LU Shi-hong,YU Chang-sheng,YUN Jun-bi.Foreign Application Progress of Roll Bending with the Elastic Medium[J].New Technology and New Process,2006(3):31-34.
[6]KIM Y P,FREGONESE M,MAZILLE H,et al.Ability of Acoustic Emission Technique for Detection and Monitoring of Crevice Corrosion on 304L Austenitic Stainless Steel[J].NDT & E International,2003,36(8):553 -562.
[7]XU J,HAN E,WU X.Acoustic Emission Response of 304 Stainless Steel during Constant Load Test in High Temperature Aqueous Environment[J].Corrosion Science,2012,63:91 -99.
[8]龚斌,金文,李兆南,等.基于小波变换的金属材料声发射特性研究[J].石油化工高等学校学报,2008(1):87-91.GONG Bin,JIN Wen,LI Zhao-nan,et al.Research on A-coustic Emission Characteristics of Metal Material Based on Wavelet Transform[J].Journal Of Petrochemical Universities,2008(1):87 -91.
[9]闫静,左敦稳,王珉.塑性精确理论在双轴柔性滚弯技术中的应用[J].中国机械工程,2005(12):1124-1127.YAN Jing,ZUO Dun-wen,WANG Min.Application of the Plastic Precision Theory in Two-axle Bending with Elastic Rollers[J].China Mechanical Engineering,2005(12):1124-1127.
[10]陈宏希.TDMS文件及其Matlab读取方法[J].兰州石化职业技术学院学报,2010(4):28-33.CHEN Hong-xi.TDMS File and the Methods of Reading it into Matlab[J].Journal of Lanzhou Petrochemical College of Technology,2010(4):28 -33.
[11]马凡华,齐政亮,赵建彪,等.基于LabVIEW的燃气发动机排放数据采集系统设计[J].汽车科技,2012(6):73-76.MA Fan-hua,QI Zheng-liang,ZHAO Jian-biao,et al.Design of Data Acquisition System for Gas Engine Emissions Based on LabVIEW[J].Auto Mobile Science And Technology,2012(6):73-76.
猜你喜欢
电子元件与材料(2023年1期)2023-03-07
航天返回与遥感(2022年3期)2022-07-07
中国测试(2022年2期)2022-03-19
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年8期)2017-11-27
北京航空航天大学学报(2017年1期)2017-11-24
凿岩机械气动工具(2017年3期)2017-11-22
网络安全与数据管理(2016年4期)2017-01-10
照明工程学报(2016年3期)2016-06-01
工业设计(2016年7期)2016-05-04
