
汽车弯臂锻造工艺改进数值模拟及实验研究
2013-09-26 12:34丁祖宏李纪龙乔硕薛克敏
精密成形工程 2013年5期
丁祖宏,李纪龙,乔硕,薛克敏
(1.合肥汽车锻件有限责任公司,合肥 230009;2.合肥工业大学材料科学与工程学院,合肥 230009)
汽车弯臂是汽车零部件中的一个关键连接件,在汽车转向系统中承受复杂的多应力应变作用,其质量的可靠性严重影响着汽车的使用性能[1-2]。随着汽车工业的飞速发展,弯臂的产量逐年增加,改进生产工艺,提高材料利用率和降低成本成为弯臂生产中迫切需要解决的问题[3-4]。转向弯臂传统生产工艺为锤上模锻工艺,质量和尺寸精度都难以保证。国外在20世纪50年代末开始采用辊锻工艺进行制坯,在热模锻压力机上进行弯曲和终锻成形,这种方法使生产效率得到大幅提升[5]。国内对汽车弯臂成形工艺研究起步较晚,湖北谷城车桥股份有限公司发明了“汽车前轴成形辊锻工艺专利”,属国内首创[6]。1999年吉林工业大学针对轻轿车复杂弯轴类锻件分析了现有生产工艺的诸多问题及该类锻件自身的技术特点,提出了辊锻-摩擦压力机模锻复合工艺方案[7]。吉林大学的邓春萍等[8]研究了汽车转向节锻件生产过程中存在的错模现象,对模具结构进行了合理的设计。有限元技术的飞速发展极大地缩短了新产品的开发时间,可以在模具的虚拟制造阶段预测金属流动趋势,检验模具设计的合理性,减少模具费用,提高整体经济效益[9-10]。北京机电研究所的蒋鹏等[11]利用Deform软件对前轴锻造成形过程进行了有限元模拟。河南科技大学唐六丁和张学宾[12]运用MSC.Superform对连杆热锻成形过程进行有限元模拟,得到热锻模具关键部位的温度场、等效应力场和等效应变场在时间和空间上的分布规律,并通过理论解析法预测热锻模具寿命。文中以合肥汽车锻件有限责任公司生产的HF6700汽车转向弯臂为研究对象,对其原有的辊锻工艺进行改进,通过修改辊锻制坯工艺,合理分配金属,减少飞边尺寸,提高材料利用率,增加经济效益。
1 汽车弯臂结构分析
汽车弯臂锻件属于弯曲轴类件,外形较复杂,其特点是轴线空间分布为曲线形,多向弯曲,沿长度方向截面差与落差变化较大。其零件如图1所示。

图1 弯臂零件Fig.1 The curved arm
弯臂件结构复杂,其现有成形工艺为:下料加热—三道次辊锻制坯—弯曲—模锻成形—切边—校正—热处理。在实际生产过程中,终锻后飞边较大,造成较大的材料浪费,因此有必要对其坯料形状进行改进设计,控制金属流动,以期达到减小飞边,提高材料利用率的目的。工艺流程如图2所示。
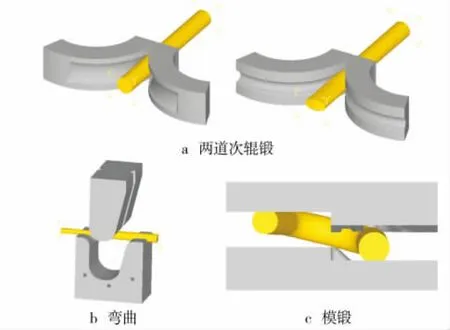
图2 各工步有限元模型Fig.2 FE model of each process
该工艺过程中将原有的两道次辊锻制坯工艺改成三道次辊锻,使得金属的分布更加合理,终成形飞边较小,提高材料利用率,不仅降低成本,还提高了模具的寿命。
2 弯臂成形数值模拟
2.1 原有工艺数值模拟研究
原生产工艺为:下料—中频加热—两道次辊锻制坯—弯曲—模锻成形。分别对辊锻制坯、弯曲、模锻成形工艺进行了数值模拟研究,利用Deform-3D有限元软件对弯臂成形过程进行数值模拟。弯臂的材料为40Cr,软件中对应的牌号为AISI-5140,采用刚塑性有限元模型,坯料视为塑性体,模具视为刚性体。根据实际生产经验,模具初始温度设置为300℃,坯料初始温度为1100℃,初始坯料为φ50 mm×454 mm的圆柱棒料。建立的有限元模型如图2所示。
模拟结果如图3所示,可以看出,最终成形的零件充填饱满,多余的金属向飞边槽流动。型腔充满和模具打靠过程中,在大头端和弯臂的过渡锥体部分形成大量飞边,造成大量的材料浪费,因此需要对原有工艺进行改进,改变金属的分布,提高材料利用率。
2.2 改进后工艺数值模拟研究
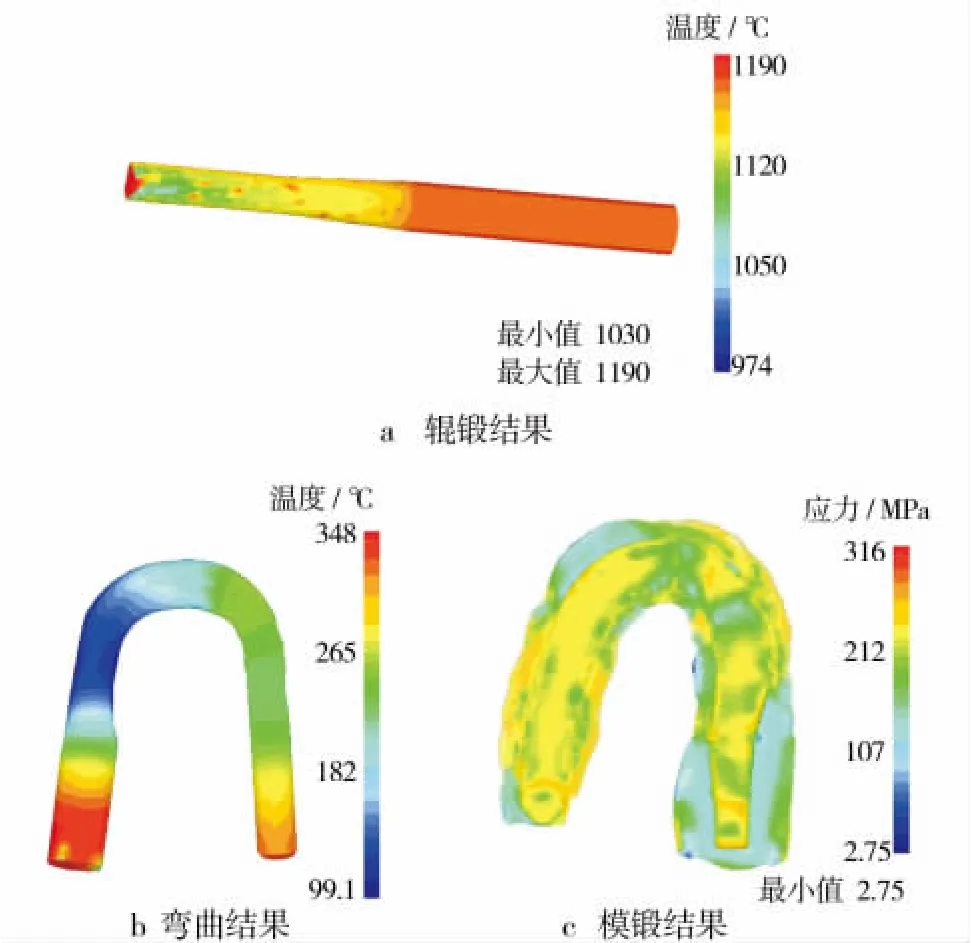
图3 模拟结果Fig.3 Simulation results
在原有工艺的基础上,利用计算机数值模拟技术与实验相结合的方法对辊锻工艺进行改进,初始管坯为φ50 mm×430 mm,将棒料小头端φ35 mm×160 mm改为 φ35 mm×40 mm和 φ30 mm×130 mm,过渡椎体部分长度由14 mm调整为130 mm,大头端φ50 mm×265 mm不变,确保总长度为565 mm,辊锻制坯后坯料形状如图4所示。在UG软件中利用布尔运算和扇形模块求和及求差运算得到的三道次辊锻模具造型如图5所示,辊锻模直径、温度等其他条件与改进前完全相同。

图4 改进后的坯料形状Fig.4 Improved billet
改进后的工艺辊锻成形后的坯料温度场分布如图6所示。可以看到,由于锻件与模具接触部分温度扩散较多,温度较低。锻造结束时飞边桥部金属产生大变形,短时间内变形功转化为热能,温度扩散较温度补偿速率低,导致温度不但没有降低,反而略微上升。当金属流入仓部后仅存在接触温度损失,温度将下降。从图6中还可以看出,经过三道次辊锻以后小头部分温度较低,最低温度为1060℃,可以继续进行弯曲和模锻。改进后的模锻效果如图7所示,可以看到,锻件整体均产生应变且分布较均匀。坯料在经过整个工艺过程后金属材料发生了充分的变形,对改善锻件内部组织有重要意义。
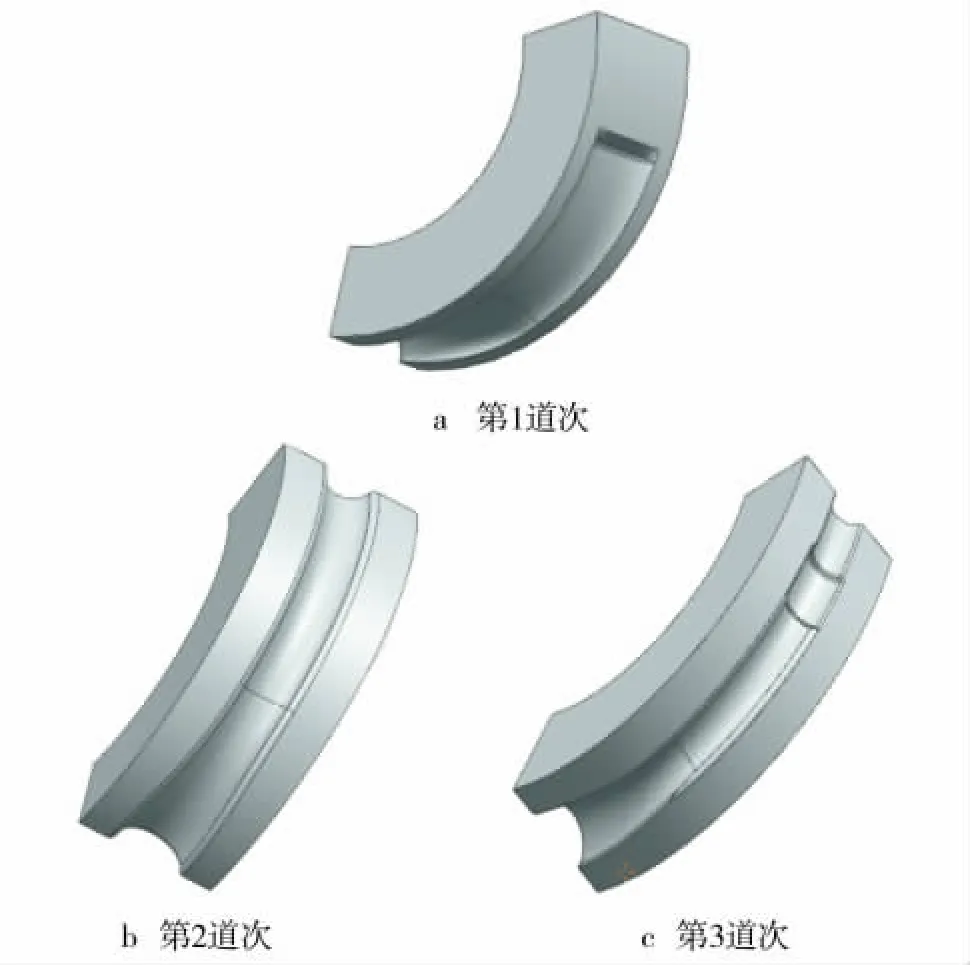
图5 各道次的辊锻模具Fig.5 The roll forging dies of different steps

图6 改进后辊锻制坯温度场分布Fig.6 Distribution of the temperature of improved roll forging blanking

图7 改进后零件应力分布Fig.7 Distribution of improved part
比较图3c和图7可以看出,改进后终成形零件的飞边比改进前小很多,验证了改进工艺的可行性。
3 实验研究
3.1 实验准备
该实验是在合肥汽车锻件有限责任公司完成的,初始棒料的材料为40Cr,尺寸为φ50 mm×430 mm,中频加热到1150℃,模具材料为H13钢,预热温度为200℃。辊锻是在φ400 mm的辊锻机上完成的,弯曲在6300 kN摩擦压力机上完成,终成形模锻在10000 kN摩擦压力机上完成。设备如图8所示。

图8 工厂现有设备Fig.8 Existing plant equipments
3.2 实验结果
分别对改进前后的工艺进行物理实验,得到的结果如图9所示。
从图9中可以看出,改进后的工艺最终成形件飞边较少,与模拟结果相近,验证了该改进方案的优越性。

图9 实验结果对比Fig.9 Comparison of experimental results
4 结语
文中对HF6700汽车弯臂锻造成形工艺进行了分析,提出了成形方案,并对工艺方案进行了数值模拟分析和实验研究,得到如下结论。
1)对原有的两道次辊锻制坯、弯曲、模锻成形进行了数值模拟研究。研究结果表明,原有工艺模锻成形后大头端部和弯臂的过渡锥体部分存在较大飞边,造成了大量的材料浪费。
2)对辊锻工艺进行优化,将辊锻工艺由两道次改成三道次,在保持体积不变的原则下减少大头端部和过渡锥体部分的体积。模拟结果显示,采用改进后的坯料终锻成形后飞边减小且分布均匀,提高了材料的利用率。
3)利用合肥汽车锻件有限责任公司现有的设备进行了对比实验,实验结果表明,采用改进后的辊锻制坯工艺,模锻成形后飞边明显减小且分布均匀,与模拟结果吻合,提高了经济效益。
[1]李春峰.金属塑性成形工艺及模具设计[M].北京:高等教育出版社,2008:4-5.LI Chun-feng.Plastic Forming Technology and Die Designing[M].Beijing:Higher Education Press,2008:4 -5.
[2]金明华,陈庆敏,寇淑清,等.复杂弯轴类锻件辊锻——摩擦压力机模锻复合锻造工艺[J].锻压技术,1999,24(4):12 -23.JIN Ming-hua,CHEN Qing-min,KOU Shu-qing,et al.Compound Forging Process of Roll Forging and Forging Press of Complex Curved Shaft[J].Forging and Stamping Technology,1999,24(4):12 -23.
[3]高占民,杨慎华.轻型车左转向节臂锻造工艺分析[J].汽车技术,1999(8):23 -24.GAO Zhan-min,YANG Shen-hua.Forging Process Analysis of Left Knuckle Arm in Light Truck[J].Automoblle Technology,1999(8):23 -24.
[4]吴淑玲,周杰,常桂静,等.6400转向节臂成形分析及有限元模拟[J].模具技术,2004,30(4):10 -11.WU Shu-ling,ZHOU Jie,CHANG Gui-jing,et al.Finite Element Simulation of 6400 Knuckle Arm Forming Process[J].Die and Mould Technology,2004,30(4):10 -11.
[5]胡福荣.前轴精辊成形过程的三维有限元数值模拟[D].北京:机械科学研究院,2003.HU Fu-rong.Three-dimensional Finite Element Numerical Simulation of Roll Forming Process of Front Axle[D].Beijing:Mechanical Engineering Research Institute,2003.
[6]潘艺果.汽车前轴锻件弯曲与整体终锻过程有限元模拟[D].武汉:华中科技大学,2004.PAN Yi-guo.A Thesis Submitted in Partial Fulfillment of the Requirements for the Degree of Master of Engineering[D].Wuhan:Huazhong University of Science and Technology,2004.
[7]孙前江,王高潮,黄映霞,等.曲轴锻造过程的数值模拟[J].锻压技术,2006,31(2):4 -6.SUN Qian-jiang,WANG Gao-chao,HUANG Ying-xia,et al.Numerical Simulation of Crankshaft in Hot Forging Procedure[J].Forging and Stamping Technology,2006,31(2):4-6.
[8]邓春萍,杨慎华,何东野.汽车左转向节臂锻件复合锻造工艺及模具设计[J],锻造,2006(4):42-44.DENG Chun-ping,YANG Shen-hua,HE Dong-ye.Compound Forging Technology and Die Design of Automotive Knuckle Arm Forging Piece[J].Forging,2006(4):42 -44.
[9]唐新民,陈建业,赵九根,等.非调质钢弯臂、直臂的开发应用[J].金属热处理,2001(1):43-45.TANG Xin-min,CHEN Jian-ye,ZHAO Jiu-gen,et al.Development and Application of Non-Quenched and Tempered Steels of Bending and Extending Arms[J].Metal Heat Treatment,2001(1):43 -45.
[10]彭颖红.金属塑性加工仿真技术[M].上海:上海交通大学出版社,1999:45-50.PENG Ying-hong.MetalFormingProcessSimulation Technology[M].Shanghai:Shanghai Jiaotong University Press,1999:45 -50.
[11]蒋鹏,方刚,胡福荣,等.汽车前轴精密辊锻成形过程的数值模拟[J].机械工程学报,2005,41(6):127-131.JIANG Peng,FANG Gang,HU Fu-rong,et al.Numerical Simulation for Precision Roll Forging of Automobile Front Axle[J].Chinese Journal of Mechanical Engineering,2005,41(6):123 -127.
[12]唐六丁,张学宾.连杆热模锻全过程的仿真分析及模具寿命预测[J].河南科技大学学报,2005,23(3):10-12.TANG Liu-ding,ZHANG Xue-bin.Simulation of Total Process for Connecting Rod Thermal Die Forging and Calculating life[J].Journal of Henan University of Science and Technology,2005,23(3):10-12.
猜你喜欢
锻造与冲压(2023年5期)2023-03-29
一重技术(2021年5期)2022-01-18
锻压装备与制造技术(2021年3期)2021-08-13
民用飞机设计与研究(2020年4期)2021-01-21
科学与技术(2019年17期)2019-04-16
科学中国人(2016年15期)2016-08-31
工程塑料应用(2016年1期)2016-07-25
锻压装备与制造技术(2016年3期)2016-06-05
大型铸锻件(2015年1期)2016-01-12
大型铸锻件(2015年1期)2016-01-12
