
2种冷摆辗机工作台液压系统的分析对比
2013-09-26 12:34李思奇冯文成姚万贵
精密成形工程 2013年5期
李思奇,冯文成,姚万贵
(北京机电研究所,北京 100083)
冷摆动辗压是一种先进的连续局部成形的塑性加工工艺,具有加工变形力小、加工精度高、零件力学性能好等特点,在复杂盘类件和异形件的生产中具有很大的应用前景[1-3]。
冷摆辗工艺需要使用冷摆辗机来完成。目前只有波兰、瑞士、日本等能够生产满足正常使用的冷摆辗机,其中以瑞士Schmid公司生产的T系列冷摆辗机应用最为广泛[4-5]。我国从20世纪80年代开始试制冷摆辗机,至今未成功制造出可以实际生产的设备。进口冷摆辗设备售价过高,而国内没有可以替代的国产机型,这种现状大大制约了我国冷摆辗工艺的推广使用和技术发展[6-7]。鉴于这种情况,北京机电研究所着手研究国外冷摆辗机的性能特点并进行分析对比,为进一步开发国产冷摆辗机做准备。
冷摆辗机工作台液压系统的作用是为设备提供进给运动和进给力,是冷摆辗机的重要组成部分。由于现代锻压设备不仅要满足速度、压力等要求,更要在机电液一体化、数控智能化、系统集成化等方面满足现代工业的生产需要[8-10],因此在冷摆辗机的开发中,其液压系统的设计显得非常重要。文中选择了在国内应用较多的波兰PXW2000型和瑞士T200型冷摆辗机液压系统,简要分析了二者的工作原理,并在液压阀、泵的选择以及工作台上升阶段流量补充方式等方面对2种系统进行对比。
1 波兰PXW200型冷摆辗机液压系统分析
冷摆辗机工作过程中,要求在摆头未接触到工件之前,工作台带着工件快速上升,到达指定位置后变为慢速上升并提供摆辗过程所需要的变形力,上下模具接触后还需要一段时间的保压。保压过程结束后,工作台快速下降,到达指定位置后改为慢速下降并停止。
1.1 工作台液压系统概述
PXW200型冷摆辗机工作台液压系统原理如图1所示,可以看出,系统由变量柱塞泵1输出高压油液,保证在摆辗过程中能够提供足够大的变形力,由变量叶片泵12输出足够大流量保证工作台的回程速度。电磁溢流阀2和14的作用是在不需泵工作的阶段卸荷,节省能源并减小液压油温升。单向节流阀10用作工作台向下运动时的液阻,起到对液压缸基座末端的缓冲作用,保护活塞和下缸。蓄能器15的作用是使控制油路的压力稳定,保证充液阀7的工作可靠性[11]。

图1 PXW200型冷摆辗机工作台液压系统原理Fig.1 Schematic diagram lower table hydraulic system of PXW200 cold orbital forming machine
1.2 工作台液压系统工作循环简介
工作循环开始时,泵12卸荷,泵1输出油液经单向阀3、换向阀6、单向节流阀10至工作台A腔,使工作台上升,同时由于B腔出现负压,油箱中油液经液控单向阀7进入B腔,工作台实现快速上升。当工作台上升到一定高度时,阀5a端得电,泵1输出油液经换向阀5,6至工作台缸A腔和B腔。由于B腔压力升高,因此充液阀7不再打开,工作台实现慢速上升和保压。在设定的保压时间结束后,泵1卸荷,泵12输出油液经单向阀13送至工作台缸C腔。同时,由于换向阀4和换向阀6b端通电,B腔油液经充液阀7回油箱,A腔油液经换向阀6回油箱,工作台实现快速下行。下降到一定高度后,换向阀4回中位,A,B腔油液同时经换向阀6回油箱,此时由于换向阀6通径较小,起到节流作用,工作台实现慢速下行。到达指定位置后,泵1、泵12同时卸荷,各阀回中位,工作循环结束。PXW200型冷摆辗机工作台液压系统时序见表1。

表1 PXW200型冷摆辗机工作台液压系统时序Table1 Sequential chart of lower table hydraulic system of PXW200 cold orbital forming machine
2 瑞士T200型冷摆辗机液压系统分析
2.1 工作台液压系统概述
T200型冷摆辗机工作台液压系统原理如图2所示,在此系统中,变量柱塞泵1为系统提供高压油液,双联齿轮泵7为工作台提供足够的流量并控制油路的油液。系统通过换向阀3,12和二通插装阀3A,12A,12B来控制油液的方向。方向阀13用来给控制油路卸荷,压力关断阀8用来保护蓄能器,蓄能器9的作用是保证控制油路压力,确保二通插装阀的动作。电磁比例溢流阀用来调整泵1的出口压力,电磁溢流阀14用来给泵7卸荷,溢流阀4用作安全阀,单向阀15的作用是产生背压,使系统运行平稳。

图2 T200型冷摆辗机工作台液压系统原理Fig.2 Schematic diagram of lower table hydraulic system of T200 cold orbital forming machine
2.2 工作台液压系统工作循环简介
工作循环开始时,泵1输出油液经二通插装阀3A至工作台缸下腔,泵7输出油液经二通插装阀12A至工作台缸下腔,同时,工作台缸上腔油液经12A至下腔,工作台实现快速上升,此时比例溢流阀2溢流压力为3 MPa。当工作台上升到一定高度时,阀12回中位,泵7卸荷,上腔油液经电磁溢流阀14回油箱,工作台实现慢速上升,此时比例溢流阀2溢流压力为32 MPa。保压时间结束后,泵1卸荷,泵7输出油液至工作台缸上腔,由于阀12b通电,下腔油液经二通插装阀12B回油箱,工作台实现快速下行。下降到一定高度后,阀12回中位,阀5通电,下腔油液经换向阀5回油箱,此时由于换向阀5通径较小,起节流作用,工作台实现慢速下行。T200型冷摆辗机工作台液压系统时序见表2。
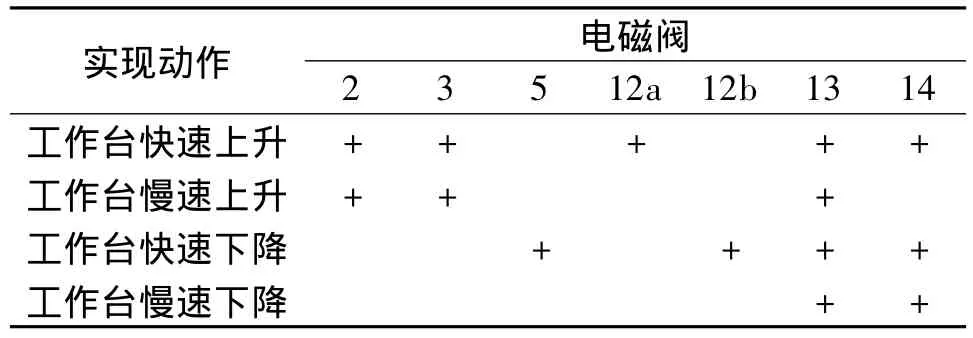
表2 T200型冷摆辗机工作台液压系统时序Table2 Sequential chart of lower table hydraulic system of T200 cold orbital forming machine
3 2种冷摆辗机工作台液压系统的比较
虽然2种冷摆辗机工作台所完成的基本动作是一致的,但二者结构有很大不同。波兰PXW200型冷摆辗机设计年代较早,结构简单,成本低廉,其控制系统也相对简单,不易实现全自动化无人生产,系统升级空间有限。瑞士T系列冷摆辗机是在波兰PXW系列冷摆辗机的基础上,对其液压系统进行了改进,改进后不仅更易于控制和实现全自动化无人生产,还具有生产监控和自动诊断功能,大大提高了设备连续运行的能力。T系列冷摆辗机工作台液压系统结构复杂,成本较高,技术难度大,不适合我国当前国情。以下从3方面对比这2种冷摆辗机工作台液压系统。
3.1 液压控制阀选用的对比
液压控制阀的作用是控制液压油的流向、压力和流量,进而控制整个液压系统的工作,因此,液压控制阀的选择影响着整个液压系统的性能[12]。PXW200型冷摆辗机液压系统使用传统的滑阀式液动电磁换向阀直接控制油液流向,使用普通先导溢流阀控制系统压力。T200型的液压系统则使用电磁阀做为先导阀控制二通插装阀,以此实现油路控制,使用比例溢流阀控制系统压力。
在方向控制阀的使用上,传统的滑阀由于其结构所限,可以集成化的换向阀的通流能力只有200 L/min,而且由于其阀芯尺寸大,行程大,导致响应慢,换向时间长,因此不适合用于大流量系统[5]。目前冷摆辗机的公称压力已达到10000 kN,其工作台所需要的流量已远超过滑阀的最大通流能力,因此用滑阀直接控制油液流向的液压系统结构是不能满足更大吨位冷摆辗机的系统要求的。相比之下,二通插装阀使用小通径电磁阀做先导阀,控制座阀开合的结构,其通流能力大大增强,而且密封性好、内阻小,特别适合高压大流量液压系统[13-15],近些年来在锻压机械上也已得到广泛使用[16]。另外,二通插装阀与传统滑阀相比响应速度快,结构简单,工作可靠,集成化程度高[17],可大大减少漏油、振动、噪声等故障,不仅使系统便于控制,同时提高了系统寿命。
在压力控制阀的使用上,相比传统的先导式溢流阀,比例溢流阀能够实现对系统压力的连续控制,使系统更加集成化,并减小由于油液方向突然变化对系统的冲击,使系统运行更加平稳。
由于二通插装阀和比例溢流阀的优势明显,应用技术难度不大,成本适中,因此北京机电研究所设计的冷摆辗机工作台液压系统的液压控制阀选用了二通插装阀和比例溢流阀。
3.2 液压泵选用对比
液压泵是液压系统中的核心元件,它将电动机的机械能转换为液压能,为系统提供压力和流量。冷摆辗过程中的变形能量是由系统的高压泵,即PXW200系统中的变量柱塞泵1和T200系统中的变量柱塞泵1提供的。
某著名液压元件厂商生产的变量柱塞泵不同控制方式的压力与流量关系示意如图3所示。PXW200的液压系统使用的变量柱塞泵是恒压控制方式,其压力与流量关系如图3a所示,在系统压力未达到调定压力之前,泵向系统提供最大流量;当系统压力达到调定值时,保持泵的输出油液压力不变[18]。T200液压系统则使用恒功率控制方式,通过功率限制器使泵的输出功率保持近似恒定,随着负载压力的升高,输出油液流量减小。另外,该种控制方式还可调整输出压力和流量的极限值,以满足不同系统的需要,其压力与流量关系如图3b所示。2种控制方式的变量柱塞泵都适用于大流量下快进,而要求在很小流量下保压的调压系统[19]。恒功率控制变量泵的优点是可以很容易地复合进压力、流量控制等功能,还能通过附加阀控制系统进行控制,以此得到多种压力-流量的输出,满足不同工艺的需求,但是这种控制方式结构复杂造价较高。相比之下,由于恒压控制变量泵的生产应用较广,其成本较低,PXW200冷摆辗机系统中所使用的恒压控制泵的成本已基本接近同等压力排量的定量泵[20]。由此,北京机电研究所研制的冷摆辗机选用恒压控制变量柱塞泵作为系统的高压泵,既可满足使用要求,又能降低研制成本。
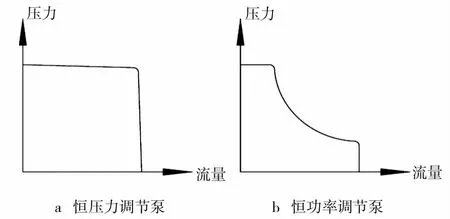
图3 压力与流量的关系Fig.3 Pressure-flow schematic diagram
3.3 快速上升阶段流量补充方式的对比
在工作台快速上升阶段,由于所需流量较大,出于控制成本考虑,上述2种变量柱塞泵所能输出的最大流量均不能满足要求,为此,二者选择了不同的方式解决流量不足的问题。
PXW200液压系统使用充液阀直接将油箱中油液补足至B腔,而T200液压系统则使用附加低压叶片泵和差动连接增速的方式补充柱塞泵流量的不足。前者结构简单实用,成本低,后者则充分利用了系统流量[21],减小了油箱容积,使系统紧凑。在冷摆辗机实际使用中,油温过高的问题一直存在,使用差动连接会进一步增大系统发热量,需采用强制风冷散热方式,成本较高。综合2种流量补充方法,北京机电研究所设计的冷摆辗机使用附加低压大流量泵增大流量的方式补充不足流量,但不使用差动连接,以免系统过热引起泄漏增加、密封老化等问题。
4 结语
PWX200型冷摆辗机液压系统结构简单、成本低廉,系统故障率高,液压阀需经常维护,不易实现生产全过程的自动化,且换向阀的通流能力差,系统不适用于更大吨位的设备。T200型冷摆辗机液压系统集成度高,抗污染能力强,容易实现连线自动化生产,但成本高昂,技术难度较大。由于采用差动连接补充流量,因此系统温升较大,发热严重。
[1]伍太宾.国内外摆动辗压技术的研究和发展[J].精密成形工程,2009,1(3):1 -6.WU Tai-bin.Research and Development of the Rotary Forging Technology at Home and Abroad[J].Journal of Netshape Forming Engineering,2009,1(3):1 -6.
[2]姚万贵,冯文成,杨青生.摆动辗压在兵器行业的应用[J].锻压技术,2010,35(5):1 -6.YAO Wan-gui,FENG Wen-cheng,YANG Qing-sheng.Application of Orbital Forming in Weapon Industry[J].Forging & Stamping Technology,2010,35(5):1 -6.
[3]左旭东,游国强,谭霞.摆动辗压工艺及其应用[J].热加工工艺,2013(1):117-120.ZUO Xu-dong,YOU Guo-qiang,TAN Xia.Process and Application of Rotary Forging[J].Hot Working Technology,2013(1):117 -120.
[4]吴叶斌,黎建平.摆辗机的应用概况及其发展趋势[J].精密成形工程,2010,2(1):38 -41.WU Ye-bin,LI Jian-ping.The Application and Developing Tendency of Rotary Forging Machine[J].Journal of Netshape Forming Engineering,2010,2(1):38 -41.
[5]胡亚民,李春天,周全义.摆动辗压机的现状及其发展[J].精密成形工程,2009,1(2):7 -11.HU Ya -min,LI Chun-tian,ZHOU Quan-yi.Status Quo and Development for the Orbital Forming Press[J].Journal of Netshape Forming Engineering,2009,1(2):7 -11.
[6]胡亚民,姚万贵,冯文成.我国摆动辗压技术现状及展望(一)[J].锻压装备与制造技术,2011(1):9 -13.HU Ya-min,YAO Wan-gui,FENG Wen-cheng.The Status and Prospect of Orbital Forming Process in China(I)[J].China Metalforming Equipment& Manufacturing Technology,2011(1):9 -13.
[7]胡亚民,姚万贵,冯文成.我国摆动辗压技术现状及展望(二)[J].锻压装备与制造技术,2011(2):11 -16.HU Ya-min,YAO Wan-gui,FENG Wen-cheng.The Status and Prospect of Orbital Forming Process in China(II)[J].China Metalforming Equipment& Manufacturing Technology,2011(2):11 -16.
[8]张利平,刘青社.现代液压机研发中的液压系统设计[J].锻压机械,2002(6):7 -8.ZHANG Li-ping,LIU Qing-she.Design of Hydraulic System in Research and Development of Modern Hydraulic Press[J].Metalforming Machinery,2002(6):7 - 8.
[9]刘社英,张宏.浅谈我国锻造液压机的发展过程和发展趋势[J].液压气动与密封,2010(9):1-4.LIU She-ying,ZHANG Hong.Discussion on the Development Process of Forging Hydraulic Press and Trends[J].Hydraulics Pneumatics & Seals,2010(9):1 -4.
[10]郑文达,权晓惠,李俊辉.锻造液压机的现状及其展望[J].重型机械,2012(3):2 -10.ZHENG Wen-da,QUAN Xiao-hui,LI Jun-hui.Development History and Trend of Forging Hydraulic Press[J].Heavy Machinery,2012(3):2 -10.
[11]赵钢.液压系统中蓄能器的选用[J].液压与气动,2010(1):64-65.ZHAO Gang.Application of Accumulators in Hydraulic Systems[J].Chinese Hydraulics & Pneumatics,2010(1):64-65.
[12]蒋志勤,赵玮霖,詹捷.液压控制阀的故障元件诊断分析与处理[J].重庆工学院学报(自然科学版),2007(6):37-39.JIANG Zhi-qin,ZHAO Wei-lin,ZHAN Jie.Fault Diagnosis Analysis and Treatment of Faulty Components in Hydraulic Control Valve[J].Journal of Chongqing University of Technology(Natural Science),2007(6):37 -39.
[13]王安麟,施中秋,胡育钦,等.插装阀组集成控制液压系统瞬时失效机理解析[J].同济大学学报(自然科学版),2011(7):1056 -1061.WANG An-lin,SHI Zhong-qiu,HU Yu - qin,et al.Analysis of Instantaneous Failure for Cartridge Valves in Integrated Control Hydraulic System[J].Journal of Tongji U-niversity(Natural Science),2011(7):1056 -1061.
[14]刘宏献,韩玉坤,王立新,等.比例插装阀在锻造液压机中的应用分析[J].锻压技术,2009,34(6):107-108.LIU Hong-xian,HAN Yu-kun,WANG Li-xin,et al.Application of Proportional Cartridge Valve in Forging-press Machine[J].Forging & Stamping Technology,2009,34(6):107-108.
[15]石全.二通插装阀方向控制回路分析[J].液压气动与密封,2009(4):54-56.SHI Quan.Analysis of the Directional Control Loop Based on Cartridge Valve[J].Hydraulics Pneumatics & Seals,2009(4):54-56.
[16]俞新陆.液压机的设计与应用[M].北京:机械工业出版社,2006.YU Xin-lu.Design and Application of Hydraulic Press[M].Beijing:China Machine Press,2006.
[17]张萌,张军花,孟凡贺,等.二通插装阀组成方向阀的一般原则及仿真分析[J].流体传动与控制,2010(6):36-37.ZHANG Meng,ZHANG Jun-hua,MENG Fan-he,et al.The Simulation of Directional Valve based on Cartridge Valve[J].Fluid Power Transmission & Control,2010(6):36 -37.
[18]李磊,吴志明,于兰英.位移-力反馈型斜盘式变量柱塞泵控制特性研究[J].液压与气动,2011(1):17-19.LI Lei,WU Zhi-ming,YU Lan-ying.Control Characteristic Research on Swashplate Variable-displacement Piston Pump with Displacement-force-feedback Principle[J].Chinese Hydraulics& Pneumatics,2011(1):17 -19.
[19]李向辉,张伟,李生斌.浅谈典型设备液压系统的节能设计及应用[J].液压气动与密封,2012(12):40-42.LI Xiang-hui,ZHANG Wei,LI Sheng-bin.Brief Introduction to Saving-energy Design and Application of Typical Equipment Hydraulic System[J].Hydraulics Pneumatics& Seals,2012(12):40 -42.
[20]吴根茂,邱敏秀,王庆丰,等.新编实用电液比例技术[M].杭州:浙江大学出版社,2006.WU Gen-mao,QIU Min-xiu,WANG Qing-feng,et al.NewPractical Electro-hydraulic Proportional Technology[M].Hangzhou:Zhejiang University Press,2006.
[21]李鄂民,王中龙,李怀印.铜板自动包装生产线整形机液压同步控制系统的设计与改进[J].液压与气动,2010(1):75-77.LI E-min,WANG Zhong-long,LI Huai-yin.The Design and Improvement of Synchronized Hydraulic Control System for the Automatic Packaging Line of Copper Plates[J].Chinese Hydraulics& Pneumatics,2010(1):75 -77.
猜你喜欢
农业工程学报(2022年10期)2022-08-22
装备制造技术(2020年3期)2020-12-25
煤气与热力(2020年8期)2020-09-08
减速顶与调速技术(2018年1期)2018-11-13
电子制作(2016年19期)2016-08-24
探测与控制学报(2015年4期)2015-12-15
液压与气动(2015年6期)2015-04-16
筑路机械与施工机械化(2014年2期)2014-03-01
河南科技(2014年23期)2014-02-27
河南科技(2014年16期)2014-02-27
