基于ARM的轨枕张拉系统设计
2013-09-25 14:13:22蒙志强谢扩军邓耀辉
电子设计工程 2013年18期
蒙志强,谢扩军,邓耀辉
(电子科技大学 物理电子学院,四川 成都 610054)
预应力张拉是轨枕生产过程中最关键的环节。预应力筋的张拉力大小,将会直接影响到预应力的张拉效果。预应力值的大小必须符合铁道部设计标准,不能过高也不能过低,并且允许误差要在一定的范围内[1]。张拉力过高,轨枕成品在做静载实验时,轨枕出现裂缝的荷载与破坏荷载接近,往往在破坏前没有明显的警告,这是危险的。张拉力过低,轨枕成品做静载实验室时,轨枕将会过早的出现裂纹,不满足生产要求[3]。因此设计一种精度高、稳定性好、抗干扰能力强的张拉仪系统,对我国生产出高质量的轨枕有重要意义,将会更好的推动我国的高速铁路发展。
针对目前轨枕张拉仪在生产过程中存在的一些缺点,本文采用ARM作为微处理器,提高系统的精度、稳定性、抗干扰能力。现场的操作人员通过触摸屏来控制轨枕张拉的过程,并且通过触摸屏来显示张拉值。这样将不会再使用传统张拉仪的键盘、操作按钮。在生产现场由于粉尘较多,键盘、操作按钮在那样的环境下,常常容易失灵、损坏。通过触摸屏技术,将会彻底降低公司在这方面的经济损失,提高公司的生产效率。传统的轨枕预应力张拉系统的生产数据只能通过打印机打印出来或者只能在现场的PC机上读取,不能实现数据远程查询。本文将采用网路通讯技术,把轨枕预应力张拉仪生产过程中的准确信息在业主单位、监理单位、施工单位、检测单位之间准确、高效的传输,实现对轨枕预应力施工质量的“实时跟踪,智能控制,及时纠错”。基于ARM设计的轨枕张拉仪系统,将比传统的轨枕张拉仪体积更小、质量更轻、占地面积更小,更方便生产现场的调度。
1 总体设计
由千斤顶上的张拉力传感器和位移传感器产生的模拟信号,经过一个滤波电路,再经过一个A/D转换电路到ARM控制器的输入端口。通过软件编程使ARM输出端口输出一个控制信号,经过一个D/A转电路,再经过一个放大电路去驱动电磁阀,通过电磁阀的开通去控制千斤顶的油泵电机。同时通过软件编程驱动与ARM的控制端口连接的触摸品模块、打印机模块、网络接口模块、RS232串行接口模块、USB接口模块、电源模块,从而实现张拉的自动控制。该系统的结构图如图1所示。
2 系统硬件设计
系统的硬件主要由S3C6410微处理器、触摸屏、串口通信接口、网络接口、打印机、电源模块、传感器、A/D转换电路、D/A转换电路、放大电路等组成。
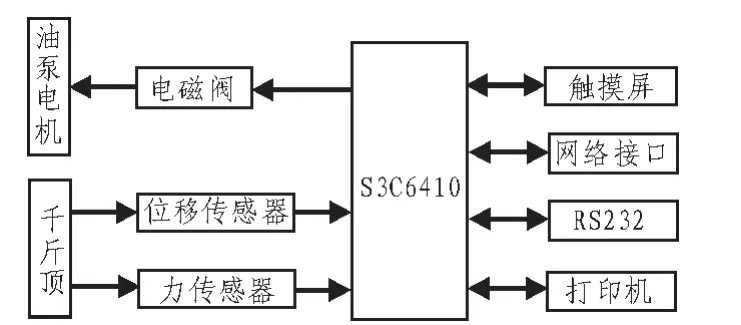
图1 系统总体结构图Fig.1 Structure diagram of sleeper tensioning system
S3C6410是一个16/32位RISC微处理器,采用了64/32位内部总线架构,该总线架构由AXI、AHB和APB总线组成。它还包括许多强大的硬件加速器,集成了多格式编码器。S3C6410有一个优化的接口连线到外部存储器,存储器系统具有双重外部存储器端口、DRAM、和FLAH/ROM/DRAM端口。S3C6410还包括相机接口、液晶显示控制器、USB主设备、SD主设备、产生时钟的PLL等许多硬件外设,它还提供了丰富的内部设备。
系统触摸屏采用WXCAT43-TG3#001电阻式触摸屏。它通过10位CMOS的ADC与S3C6410连接。ADC具有8位通道的模拟输入,将模拟的输入信号转换成10位二进制数字编码,最大的转换率是500KSPS和2.5 MHZ的ADC时钟。触摸屏接口控制触摸屏的位置和方向,触摸屏的界面包含了位置和方位控制逻辑、ADC界面逻辑和中断发生逻辑。
系统的串口通信模块采用一个五线RS-232电平串口。其原理图如图2所示。

图2 RS232原理图Fig.2 Schematic diagram of RS232
系统网络接口模块采用WIFI模块。其设计的原理图如图3所示。
系统的打印机采用SP-RMD微型打印机,它将每一次的张拉过程的数据记录下来。该型号的微型打印机接口采用TTL串口,直接与S3C6410的RXD、TXD相连。该打印机具有体积小、质量轻、高速度、高清晰、外观美观、操作简单的优点。
3 系统软件设计
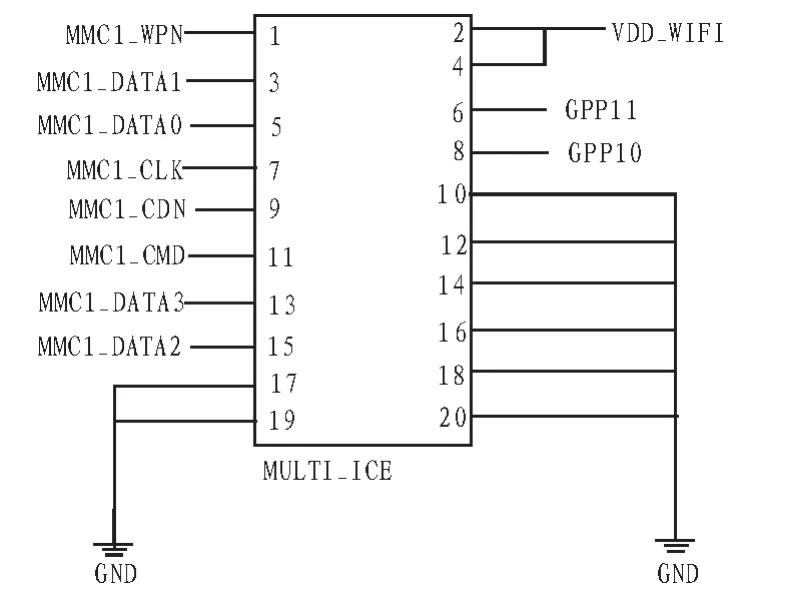
图3 WIFI模块原理图Fig.3 Schematic diagram of WIFI
该系统在的软件是在linux系统下设计的,首先移植系统引导程序U-boot。然后设计U-boot程序的架构和编写,根据本系统的需要对U-boot程序进行裁减并移植到ARM平台上。然后用相应的制作工具生成适合嵌入式系统的根文件系统YAFFS2。系统软件的结构图如图4所示。
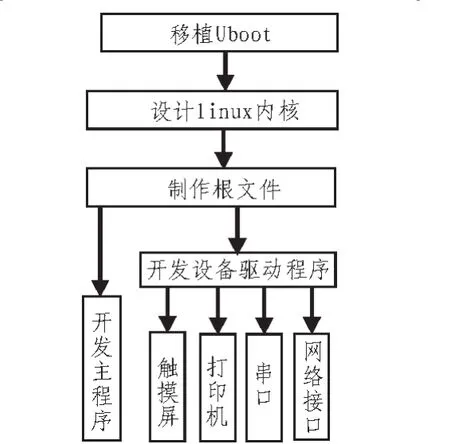
图4 系统的软件结构图Fig.4 Schematic diagram of the software system
开发主程序,该主程序功能是实现张拉系统的自动张拉过程。首先通过在触摸屏上输入控制命令,选择要张拉的钢模,对张拉的参数进行设置。其次启动油泵的开始按钮,并且在加载初期实行加速加载,至到加载到设定值的80%时切换到减速加载到达设定值,到达到设定值时,持荷2分钟,然后开始回油卸载。如果在张拉过程中出现张拉值不符合规定,将会回油卸载并报警提示。最后记录保存生产数据并打印出来。主程序的流程图如图5所示。
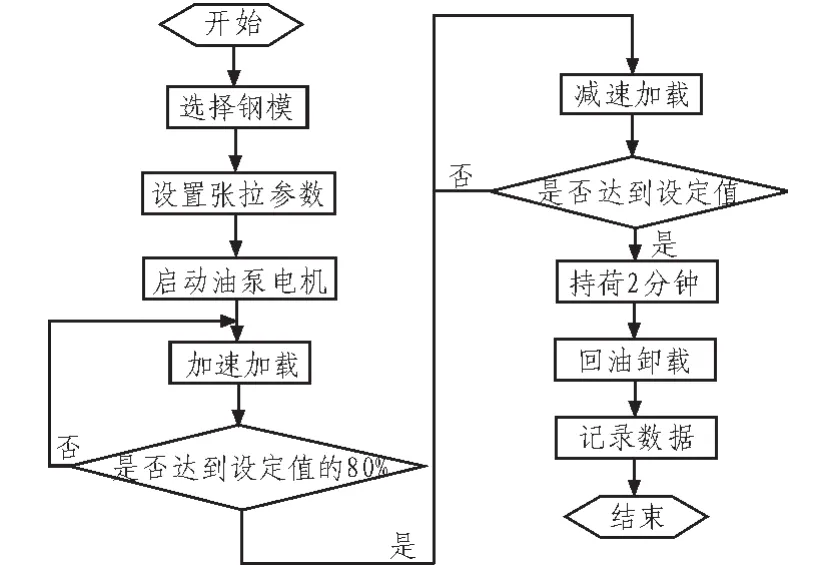
图5 主程序流程图Fig.5 Flow chart of the main program
开发设备驱动程序:触摸屏程序、打印机程序、网卡程序、RS232串行口程序等。
4 结论
本设计轨枕张拉系统采用S3C6410处理器为核心,选用嵌入式linux为操作系统。提高了系统的控制精度和稳定性。采用触摸屏代替原有控制按钮和外置键盘,减少该系统的易损元件。通过网络传输数据,实现了远距离实时监控生产数据。本系统具有成本低、体积小、方便在生产现场调度,有良好的发展前景。
[1]郝志红.全自动预应力张拉仪的研究[D].太原:太原理工大学,2007.
[2]姜大伟,惠义,刘铁军,等.轨枕预应力张拉机控制系统设计[J].四川兵工学报,2010(11):91-94.
JIANG Da-wei,HUI Yi,LIU Tie-jun,et al.The design of sleeper prestressed tension control system[J].Journal of Sichuan Ordance,2010(11):91-94.
[3]谷文军.基于S3C44B0X控制的数字化预应力张拉仪系统设计[D].太原:太原理工大学,2011.
[4]张向辉,程陆战,黄有松.基于MCGS的轨枕张拉控制系统的实现[J].工业控制计算机,2009(6):41-44.
ZHANG Xiang-hui,CHENG Lu-zhan,HUANG You-song.The realization of the sleeper tension control system based on MCGS[J].Industrail Control Computer,2009(6):41-44.
[5]孟继梅,韩晓明.基于闭环控制的压力控制系统研究[J].液压与气动,2009(9):31-33.
MENG Ji-mei,HAN Xiao-ming.Study of pressure control system based on close-loop control[J].Hydraulic And Pneumatic,2009(9):31-33.
[6]邢杰.轨枕预应力张拉系统设计[J].机械管理开发,2008(3):118-119.
XIN Jie.The design for prestress stretching of sleeper system[J].MechanicalManangementandDevelopment,2008(3):118-119.
[7]方园含非线性扰动的退化时滞系统的滑模控制[J].重庆师范大学学报:自然科学版,2012(1):56-60.
FANG Yuan.Sliding mode control for time-delay degenerate systems with nonlinear perturbations[J].Journal of Chongqing Normal University:Natural Science,2012(1):56-60.
[8]朱红兰.一个超混沌系统的最优控制与同步[J].重庆师范大学学报:自然科学版,2013(3):65-68.
ZHU Hong-lan.Optimal Control and Synchronization of a Hyperchaotic System[J].Journal of Chongqing Normal University:Natural Science,2013(3):65-68.
猜你喜欢
铁道标准设计(2023年2期)2023-02-18 05:04:36
装备制造技术(2019年12期)2019-12-25 03:06:36
知识就是力量(2018年7期)2018-07-11 06:39:56
湖南城市学院学报(自然科学版)(2016年2期)2016-12-01 04:06:31
发明与创新(2016年34期)2016-08-22 03:00:46
中国塑料(2016年7期)2016-04-16 05:25:55
北京信息科技大学学报(自然科学版)(2016年5期)2016-02-27 06:31:43
发明与创新(2015年30期)2015-02-27 10:39:50
机械工程师(2015年10期)2015-02-02 01:14:26
铁路通信信号工程技术(2014年5期)2014-02-28 16:58:01