止链器接长工艺
2013-09-20 12:24:20徐嘉良
船舶标准化工程师 2013年6期
徐嘉良,李 娜,陈 鹰
(浙江造船有限公司,宁波 315040)
0 引言
我公司建造的SPP17由太平洋集团设计团队自主研发设计的项目,是向海洋平台输送淡水、钻井水、液货、散装干货、其他材料和设备;向海洋平台接送少量人员(12人);协助其他船进行海上作业或海难救助;提供对外消防等高附加值工程船舶;拥有同级别船型少见的全电力推进系统,三套驱动推进器,独立外消防泵,2套侧推器及动态定位系统,机舱设在船首部,首部升高甲板上设首楼,甲板室设在首楼上。本文主要介绍止链器接长工艺。
1 SPP17平台船主要参数
SPP17平台船主要参数如表1所示。
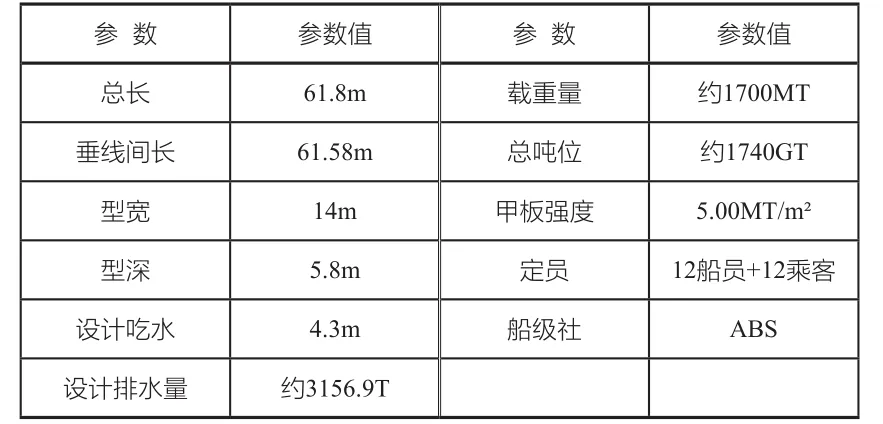
表1 SPP17平台船主要参数
2 本船的止链器介绍及安装要求
此船采用的是滚轮闸刀止链器,是夹住锚链的一种装置。与船体结构进行焊接连接,是在航行时将锚链制止住,使锚及链不向下滑落,而在抛锚时抬开止链器闸刀,使锚自行下落或在锚泊时将锚链卡住使锚链不于再向下滑落,并解脱锚机负荷作用的一种装置。起锚时应控制锚链在锚链轮上不发生翻链;在锚链止链器安装的纵向位置,应能使锚在收足时,能把锚链止牢,锚应与锚穴处三点相碰、此时锚贴合良好、不能自由摆动[1]。
原因:航行试验抛锚时发生锚卸扣与锚链转环卸扣发生卡壳现象,导致锚卸扣碰撞变形。此时的止链器已经完成安装,待此次试验后进行最后的施焊工作。为了在最短时间内解决此问题不耽误本船的交付时间并满足船东的要求,船厂考虑,首先更换新的锚链卸扣的型号,其次重新定位止链器的安装位置。由于需要再次定位止链器的安装位置,导致了止链器高度不够。图1为锚链扣与锚链转换卸扣破损处节点图。

图1 锚链扣与锚链转环卸扣破损处节点图
解决方案:初步判断锚链的配套存在一定的问题,锚链的转环卸扣型号由原SW34更换为SW40,为满足生产进度的需要,避免材料浪费,现加高止链器的高度,锚链止链器的安装位置和高度必需按现场拉线决定,位置要先作临时点焊安装就位;试验后满足止链器的安装要求后作最后定位,进行施焊,以解决此问题再次发生。
3 止链器接长焊接工艺
接长的止链器材料可用船用A级钢替代原材料,腹板t为20mm,面板t为15mm。接长前要处理切割处的焊缝。图2为止链器原始型式。

图2 止链器原始型式
3.1 焊接顺序与检验方法
首先焊腹板与腹板对接缝,然后焊面板与面板对接缝,再焊面板与腹板角接缝。焊接完毕进行打磨光顺处理。焊接检验应贯穿焊接生产全过程,包括焊前检验、焊接过程检验和焊后成品检验。对焊缝进行外观检查,所有焊缝需100%UT检测。焊缝表面质量检验前,焊缝表面及其两侧附近必须清除熔渣、飞溅及其他污物。焊缝表面质量检验,主要用肉眼及焊缝量具进行,必要时可借助放大镜等进行检验,表面质量检验时要有良好的照明。图3为止链器接长后的型式[3]。

图3 止链器接长型式
3.2 焊接坡口要求及焊接方法
1)从事焊工必须通过船级社或由船级社确认的焊工资格考试,并拥有船级社签发或由船级社认同的焊工资格证书。
2)腹板对接缝采用CO2衬垫焊(图4)。

图4 CO2衬垫焊坡口型式[2]
3)面板对接焊采用CO2气体保护焊,反面清根出白再进行封底焊(图5)。

图5 CO2焊坡口型式
4)T型材角焊缝采用CO2气体保护焊,反面清根出白再进行封底焊(要求全焊透)(图6)。

图6 T型CO2焊坡口型式
5)焊接区域的铁锈、氧化皮、油污、水分和其他污物,必须在焊前清除干净。
3.3 焊接规范
CO2气体保护焊,按WPS-CO2-NS001 要求执行;全焊透角焊缝按 WPS-CO2-NS006要求执行;焊接材料为低氢碱性焊材,焊丝直径1.2mm。
4 结论
该工艺更新使用后达到了一定的效果,减少了不必要的浪费,缩短了返工的周期,节省了可观的材料开支、人力开支以及建造周期和工时,提高了船厂的效率、质量以及效益。
[1]陈可越. 船舶设计实用手册:舾装分册[M]. 北京:中国交通科技出版社, 2007.
[2]中国船舶工业总公司. CB/T3190-1997, 船体结构焊接坡口型式及尺寸[S]. 1997-10-17.
[3]中国船舶工业总公司. CB999-82, 船体焊缝表面质量检验标准[S]. 1982-11-04.
猜你喜欢
江苏船舶(2023年2期)2023-06-14 11:07:44
军民两用技术与产品(2022年3期)2022-06-05 06:46:20
船海工程(2021年6期)2021-12-17 03:17:44
船舶标准化工程师(2020年1期)2020-06-12 09:16:24
四川冶金(2019年4期)2019-11-18 09:30:52
建材发展导向(2019年13期)2019-08-24 06:37:40
消费导刊(2018年8期)2018-05-25 13:19:25
中国船检(2017年3期)2017-05-18 11:33:18
上海农业学报(2017年3期)2017-04-10 12:39:30
水上消防(2013年1期)2013-08-15 00:42:30