
新型镉银高强度低温焊料的研究与应用*
2013-09-16 03:25过石正付建徽过希文
电子机械工程 2013年3期
过石正,付建徽,过希文
(1. 国营第零八七一总厂, 安徽 六安 237010; 2. 安徽大学, 安徽 合肥 230601)
新型镉银高强度低温焊料的研究与应用*
过石正1,付建徽1,过希文2
(1. 国营第零八七一总厂, 安徽 六安 237010; 2. 安徽大学, 安徽 合肥 230601)
在电子设备馈线系统的精密焊接领域,长期存在的难点是寻求到一种高焊缝强度与低焊接温度兼容的焊料。文中针对可在400 ℃以下焊接并实现高强度的焊料展开深入的研究与分析。经反复试验与优化筛选,以Cd占72%、Zn占19%、Ag占7%、Cu占2%的重量比作为该焊料的成份,利用相匹配的焊剂,采取特殊的熔炼工艺技术,满足了馈源喇叭精密焊接技术要求。经长期使用证实,该焊料具有焊接温度低、焊缝强度高、焊缝质量好、浸润与流动性好、焊缝镀银性能优异等特点。
馈源喇叭;高强度;低温;镉银焊料
引 言
雷达等电子设备上都有大量的馈线系统,它是电子设备发射或接收电磁波的传输通道。由于传输通道上各零部件均经精密加工成形,其尺寸公差、形位公差达到精密级6级以上,通常各传输通道间及通道本身的连接均采用精密焊接的形式,加之传输通道工作环境的特殊性,所以对焊接的连接强度要求很高;同时,为防止零部件在焊接过程中发生变形,要求焊接温度低,否则焊接变形将直接影响馈线系统的电气性能指标[1]。因此,焊接馈线系统上的焊料需满足低温、高强度的要求。
馈源嗽叭是某雷达馈线系统中的核心组件,由铜材焊接成形,其焊接质量直接影响到雷达的重要性能指标。若采取普通的银钎焊连接,则焊接温度过高,其焊后变形大且无法消除;若采用胶接的方法连接,虽然不变形,但易老化,而且胶接强度偏低,表面不能镀银,因而不能满足电性能要求;若采用锡焊的方法连接,虽然不变形,但焊接处镀银后发黑且焊接强度过低,也满足不了导电性能要求[2]。经研究,对该馈源喇叭采用高强度低温焊料焊接工艺,既保证较高的焊接强度,又控制较低的焊接温度,以减小焊接变形。对该焊料的性能要求包括:1)焊接温度≤ 400 ℃,以控制焊体变形量(≤ 0.1 mm);2)焊缝抗拉强度σb≥ 150 N/mm2,抗剪强度τ≥ 55 N/mm2,以满足使用要求;3)焊接时具有较好的流动性及浸润性;4)焊后焊缝处镀银工艺性好;5)焊缝外观成形质量美观。
1 焊料元素分析与筛选
1.1 焊料元素分析
在参阅大量焊料文献资料的基础上,调研了多家著名焊料生产厂家,并到焊料科研院所实地采购了部份样品,筛选出部份最佳的焊料用于模拟焊接试验。结果发现,没有现成的焊料、焊剂、工艺能同时满足上述技术指标要求,其主要难点是高强度与低温难以兼容[3]。在焊料领域,特别是在电子设备的精密焊接行业很难寻求到一种高强度与低温相兼容的焊料,通常焊料的焊接温度与焊接强度的对应关系见表1[4]。

表1 一般焊料的焊接温度与焊接强度及本焊料特点
在查阅大量文献资料与试验的基础上[2],根据馈线系统对所需焊料的技术特性要求,对一些常用的低温高强度焊料元素如镉、银、锌、锡、铜、铝、铋等,有针对性地展开了筛选研究,如图1所示[5]。

图1 焊料的焊接强度与焊接温度关系
从图1可知,焊接铜材的馈源喇叭,重点应从银、铜、镉、锌等元素中选取,为兼顾焊接强度与焊接温度的关系, 对常规银铜焊料可降低银、铜元素的百分比,增加镉、锌元素的百分比。从中反复筛选择优,同时进行优化组合,焊料元素总数不宜超过4种且易采购、易熔炼。经过数次的工艺试验,逐步形成了以Cd、Zn、Ag、Cu四元素为新型高强度低温焊料的主要原材料。其中以镉为基体的钎料具有很好的耐热性和抗腐性能且熔点较低;含锌的镉基钎料溶解能力强,极易形成二元合金,从而提高强度和流动浸润性能;而含银、铜的镉基钎料在低温钎料中又具有较高的强度及好的导电性能,虽然塑性稍次于银钎料,但其流动性及焊接工艺性好,在铜及铜合金上具有良好的漫流性及填满间隙能力,适合于钎焊铜及铜合金的高频元件,其钎焊后焊缝镀银性能良好。综合以上特点,宜选取Cd、Zn、Ag、Cu四元素,作为新型高强度低温焊料的主要原材料。
1.2 焊料配方筛选
在查阅国内外大量文献资料的基础上,对各元素间配比进行筛选。先确定各元素重量百分比的大致范围,以缩小试验工作量, 然后按图2和图3增加银、铜含量百分比,焊缝强度、焊接温度均上升;增加镉、锌含量百分比,焊缝强度、焊接温度均下降[4]。再对常规型号低温高强度银钎焊料配比进行优化调整(最佳的焊料配比如图4所示),以使焊接温度≤ 400 ℃,焊缝抗拉强度σb≥ 150 N/mm2,抗剪强度τ≥ 55 N/mm2。

图2 镉、锌含量与焊接强度关系图
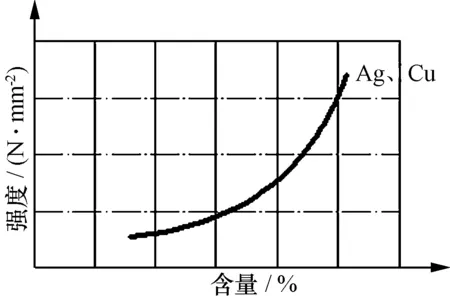
图3 银、铜含量与焊接强度关系图

图4 银、铜、镉、锌含量与焊接强度关系图
按照预期的焊接技术性能指标要求,通过排列组合,制定工艺试验方案。在此基础上,开展大量的工艺试验验证,试验采取顺序渐进的方式,根据前一试验结果,摸索出焊料性能变化趋势与发展规律,不断修正元素配比,调整各元素的重量百分比后形成下阶段试验方案,并从中选取既满足低温焊接又实现高强度焊接要求的配比方案。通过反复试验验证优化,最终得到最佳的四元素配比,即Cd占72%、Zn占19%、Ag占7%、Cu占2%。
工艺试验证实,新型高强度低温焊料配方的重量百分比区间范围极其狭窄,四元素少量变化会使焊接强度与焊接温度产生较大波动,控制各成份比例的要求极其严格,通常镉、锌、银、铜的重量百分比控制在Cd 70.4%~73.6% 、Zn 18.6%~19.4%、Ag 6.8%~7.2%、Cu 1.9%~2.1%区间范围内。四元素不同比例的配方熔炼出的焊料,焊接效果的差异较大。
1.3 焊料匹配焊剂
使用新型镉银高强度低温焊料时需要有专用焊剂才能满足要求。对焊剂的要求是:其蒸发点要高于焊料的熔点,焊剂活性要强,浸润性和流动性要好,覆盖性大,排渣性好等。经多次试验,得出相匹配的最优化焊剂配方的体积比为:氯化锌,81%~83%;氯化镉,9%~11%;氯化铵,7.5%~8.5%。
2 焊料
2.1 焊料制作过程
在实验室中制作少量新型镉银高强度低温焊料,可使用感量天平、陶瓷坩埚、坩埚钳、(SX- 6-13)箱形炉、(KSY-12-16)温度控制柜、电炉、不锈钢容器、浇铸角模、SWK-2温度计等熔炼仪器设备,应用以下工艺方法制备:
1)焊料成份配制。为熔炼需要,将镉加工成5 mm × 20 mm × 20 mm的小块状,将锌加工成5 mm × 10 mm × 10 mm的小块状,将银加工成颗粒状(直径1mm、 长1 mm),将铜加工成粉末状(直径0.8 mm,长0.8 mm)。根据配制的焊料重量,按Cd 72%、Zn 19%、Ag 7%、Cu 2%的比例计算出4种成份的各自重量(其中镉和锌需增加适量的蒸发量),取料,在天平上依次称好,放在相应的容器内并作好标记。
2)熔炼工艺。熔炼前,将配制好的各成份按铜、银、锌、镉依次放入陶瓷坩埚内,为了防止氧化烧损,可在最上面一层撒少许抗氧化剂。盖上盖子,用坩埚钳将坩埚缓慢送入炉中,开启箱形炉及温度控制柜进行熔炼。当温度升至325 ℃ ± 5 ℃时,镉已开始熔化;升至420 ℃ ± 5 ℃时,已形成Cd与Zn二元合金。这时关掉电源,用坩埚钳将坩埚从炉中缓慢取至炉边,打开坩埚盖用石墨棒缓慢充分搅拌,以增加各成份之间的扩散速度。再盖上坩埚盖,用坩埚钳重新送入炉中,并开启箱形炉。当温度升至590 ℃ ± 5 ℃,时间达95 min时,关掉电源,打开箱形炉,用坩埚钳将坩埚从炉中慢慢取出,并用石墨棒把已熔化的四元合金钎料再次搅拌,而后浇铸于具有一定倾斜度的角模上,冷却后取出即可。熔炼前后重量比可 ≥ 98.3%。
熔炼后,铜、银、镉、锌金属的蒸发量各不同,所熔炼的焊料在焊接时的使用效果会存在差异。工艺试验证明,焊料熔炼前后重量百分比 ≥ 96%才能满足要求。这一结果也可通过将镉、锌、银、铜重量百分比分别控制在70.4%~73.6% 、18.6%~19.4%、6.8%~7.2%、1.9%~2.1%区间范围内的计算结果得到佐证。如采用常规的熔炼技术,由于蒸发量不同,得到焊料的实际成份与理论成份会有较大的差异,一般镉、锌含量会减少。
需要注意的是,取坩埚进行搅拌时应先关掉电源,坩埚取出后不能放在地上或炉外其它地方,只能取至炉边进行搅拌以防坩埚突然遇冷炸裂。熔炼后进行浇铸时,工装角模四周一定要密封,并保持干燥,以防发生危险。
2.2 特殊熔炼工艺
银、铜、镉、锌四元素的物理特性见表2。

表2 元素物理特性分析
从表2可知,镉、锌、银、铜四者间的熔点、沸点差别较大,镉、锌的沸点皆低于铜、银的熔点,说明若铜、银熔化,则镉、锌早已蒸发得所剩无几,这对于将四元素的比例控制在最佳比例范围内是极其不利的。但由于铜、银的含量比较少,因此,根据金属原子间的扩散原理,采取防氧化等特殊熔炼工艺可有效解决这个难点。新型镉银高强度低温焊料的熔炼技术有别于常规的熔炼工艺,主要体现在以下5个方面:
1)配比增量。进行Cd、Zn、Ag、Cu 4种元素配比时,除铜、银外,镉、锌金属的蒸发量均有不同比例的增加,增加的配比量需反复试验后才能达到最佳。一般镉的增加量为2%~2.5%,锌的增加量为0.55%~0.65%。
2)材料形状。对Cd、Zn、Ag、Cu 4种元素的颗粒形状和尺寸的要求不同,以控制熔化速率,加速元素间的扩散。铜以粉末状为最佳,银以粉渣状为最佳,锌以细小颗粒状为最佳,镉以块状为最佳。
3)加温顺序。利用金属原子的扩散原理、不同温度点、不同加温时间,在什么状态下停止加热,这些规范性操作对减少镉、锌蒸发量也很关键。
4)覆盖工艺。在合适的时机状态加入以CaCO3为主的干净草木灰。之所以选取以CaCO3为主要成份的干净草木灰,一是因为以碳酸钙为主的草木灰与四元合金的金属元素两者间比重上的差异很大(草木灰比重轻),不容易成为混合物,同时浇铸时与四元合金的金属元素易分层,不相溶合;二是因为草木灰在高温状态下不溶解、不变质、不反应;三是因为草木灰能起到很好的覆盖作用。这一独特、简单、实用的创新方法为大幅降低Cd、Zn的蒸发量做出了重要贡献。
从加温、搅拌到浇铸,都不要去除草木灰,否则就起不到保护镉、锌2种金属元素,使之不被蒸发的作用。在搅拌过程中草木灰始终漂浮在上面,与液态金属元素互不相溶,即使经充分搅拌也不会产生相溶现象。浇铸时液态四元合金顺势而下流到V字形模具上,而草木灰会很自然地留在陶瓷坩埚底座内。产生这一现象的原因是四元合金的金属元素与以碳酸钙为主的草木灰两者间比重上的差异过大,同时金属呈液态后,表面很光滑明亮,类似草木灰这种比重小的漂浮物无法溶入其中。
5)搅拌技术。在熔炼中搅拌的方法和时机也很重要。即使不能达到镉、锌的沸点和铜、银的熔点,搅拌也会使铜、银原子足够活泼,加快铜、银原子的扩散速度,保证粉状的铜、银均匀分散到镉、锌的二元熔液中,从而使四者充分接触,达到熔炼的要求。
这5项措施解决了不同熔点、沸点的Cd、Zn、Ag、Cu 4种金属被熔炼为一体的关键技术,实现了Cd、Zn、Ag、Cu 4种元素熔炼前后重量百分比达到98.3%的先进指标,这也是焊料能否熔炼成功的关键要素所在。
2.3 焊料试验
工艺试件材料为黄铜板H62,其尺寸为2 mm × 25 mm× 60 mm,共12件。焊料试验包括以下3部分:
1)焊接温度。钎料在铜板上的流动性、浸润性较好,可用热电偶测得焊料在395 ℃~400 ℃时进入熔融液态。经观察,在焊剂的配合下,焊料在铜试板上的流动性、浸润性好,焊后在0级平板上测得的焊接变形量 ≤ 0.1 mm。
2)焊接强度。试件焊接后对焊缝进行抗拉、抗剪强度对比试验,其结果见表3。

表3 试件机械性能测试值
从以上试验分析可知,新型焊料的平均抗拉强度为162 N/mm2,平均抗剪强度为72.2 N/mm2,超过了某雷达馈源喇叭的抗拉强度(≥ 150 N/mm2)和抗剪强度(≥ 55 N/mm2)。
3)焊缝镀银。经检测,试件经过电镀后,银层表面光泽,厚度、结合力均满足要求。
3 馈源喇叭焊接
3.1 工艺过程


图5 馈源喇叭上焊片
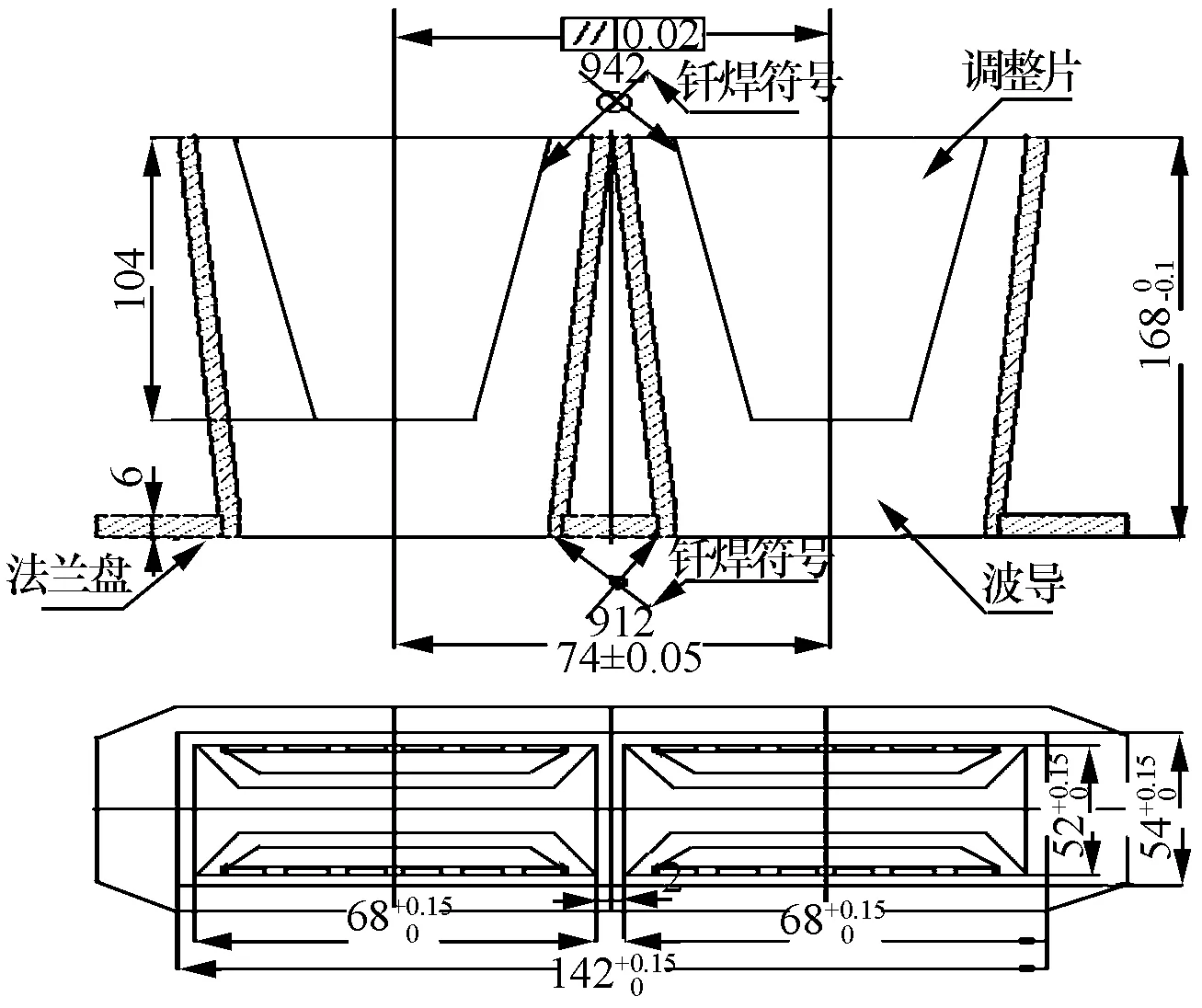
图6 馈源喇叭焊接成形
3.2 性能测试
该雷达馈源喇叭的性能测试结果见表4。电性能检测证明,焊缝质量满足某雷达馈源喇叭的使用要求。

表4 某雷达馈源喇叭性能测试
4 结束语
本文研制的新型镉银高强度低温钎料的抗拉强度σb= 162 N/mm2,抗剪强度τ= 72.2 N/mm2,焊接温度400 ℃,具有良好的漫流性及填满间隙等焊接工艺性能,满足了某雷达馈源喇叭的焊接强度高、变形量 ≤ 0.1 mm、镀银工艺性好等要求。其性能通过该雷达在恶劣自然环境中5年多的应用得到了验证。该焊料也为其它领域的类似高强度低温焊接提供了相应的焊接工艺技术。
[1] 赵仁祥,冯展鹰. 6063铝合金及其波导制件气保护钎焊工艺研究[J] .电子机械工程,2006,22(6):42-44.
[2] 邹僖. 钎焊[M]. 北京: 机械工业出版社,2006.
[3] 蔡明忠. 金属低温热学和电学性能[M]. 北京: 冶金工业出版社,2002.
[4] 张启远, 庄鸿寿. 钎焊手册[M]. 北京: 机械工业出版社,2008.
[5] 邓健. 钎焊工艺[M]. 北京: 机械工业出版社,2001.
过石正(1959-),男,高级工程师,主要从事雷达工艺总体研究工作。
2013年电子机械和微波结构工艺学术会议征文通知
中国电子学会电子机械工程分会与微波分会,定于2013年11月,在广东省联合召开“2013年电子机械和微波结构工艺学术会议”。热忱欢迎业界专家、学者、企业家及分会团体会员单位的同行们积极组稿、撰稿并参加会议进行交流。现就会议征文有关事宜通知如下:
一、会议主题内容和征文范围
1. 面向电子设备与系统设计的理论、方法与技术。广义机电场耦合理论与方法/机电参数综合设计与测控技术/机、电、热、磁兼容技术/微波结构设计技术/热设计与热分析技术/振、冲隔离设计与分析/人、机、环境工程/ CAD与仿真。
2. 电子机械先进制造技术。数字化制造与制造信息化技术/虚拟制造技术/设计、制造一体化技术/微波工艺技术/特种制造和工艺技术。
3. 微电子组装与微机电系统。微组件封装与表面组装技术(SMT)/高密度组装与立体组装/ 组装测试与组装可靠性/MEMS(微传感器与微执行器等)/微光、机、电系统/微尺度制造技术。
二、会议征文投稿方式
请登录中国电子学会网站http://www.cie-info.org.cn/,进入会议论文管理系统,选择“2013年电子机械和微波结构工艺学术会议”,查看会议信息及下载模板。
CIE会员可直接用电子学会的会员号和密码登录系统,非CIE会员请先注册账户,而后点击“上传论文”,录入文章基本信息,包括论文名、作者信息、摘要等(请务必保持录入信息真实有效),然后分别上传word版和pdf版论文,注意两版内容需一致,且符合模板格式要求,否则不能通过初步审核。
三、会议征文出版要求
论文的保密审查由各单位自行负责。论文应论点明确、论据充分。本次论文集不正式出版,以电子版形式发放。大会将进行论文评优并颁发奖状,优秀论文将推荐在《电子机械工程》上刊登,每篇录用的论文收取版面费。
四、时间安排
2013年9月15日征文截止;2013年10月15日前通过E-mail(或纸质文件)发录用参会通知;2013年10月20日前参会确认(通过E-mail)。
联系人:尹翔陵、汪琳 联系电话:025-51821008、025-51821082
手机:13851458685 电子邮箱:cie_eme@163.com
中国电子学会电子机械工程分会
中国电子学会微波分会
Research and Applicaiton of New Type High Strength Low-temperature Cadmium Silver Solder
GUO Shi-zheng1,FU Jian-hui1,GUO Xi-wen2
(1.State-operated0871GeneralWorks,Lu′an237010,China;2.AnhuiUniversity,Hefei230601,China)
In the precise welding field of electronic equipment feeder system, it′s difficult to find a solder with high strength compatible with low welding temperature. In this paper a high strength solder which can be welded below 400 ℃ is analyzed in detail. After repeated tests and optimization, the matching solder is obtained with the weight ratio of 72% for Cd , 19% for Zn ,7% for Ag and 2% for Cu. Proper flux and special smelting technology are adopted to meet the requirements. Practice shows the solder is characterized by low welding temperature, high strength, good quality, good infiltration, good liquidity and good silver coating performance etc.
feed horn; high strength; low temperature; cadmium silver solder
2013-03-07
安徽大学学术与技术带头人引进工程资助项目(02303203)
TN623;TG44
A
1008-5300(2013)03-0036-05
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12
航天器环境工程(2022年1期)2022-03-11
粉末冶金技术(2021年3期)2021-07-28
科技传播(2019年22期)2020-01-14
科教新报(2019年16期)2019-09-10
科学导报(2019年24期)2019-09-03
科技风(2018年31期)2018-07-09
炎黄地理(2017年10期)2018-01-31
焊接(2015年5期)2015-07-18
材料研究与应用(2015年2期)2015-03-11
