
数控齿条成形磨齿机中在线修整装置的研究*
2013-09-12 09:11:14王君明童福元赵大兴
组合机床与自动化加工技术 2013年8期
王君明,童福元,赵大兴
(湖北工业大学机械工程学院,武汉 430068)
0 引言
在成形磨削加工过程中,成形砂轮的磨削性能在很大程度上与成形砂轮表面特性相关,成形砂轮的外形轮廓精度及其尺寸精度直接决定被加工工件的加工质量。成形砂轮在磨削加工一段时间后会出现不同程度的磨损,使得砂轮表面形成砂粒钝化,磨刃变得不锋利,并且留下许多磨削颗粒堵塞砂轮气孔,难以对工件进行有效磨削[1]。因此,要完成成形磨削加工,先要解决成形砂轮修整问题,用以保证工件的尺寸精度和表面粗糙度[2]。
齿轮成型砂轮磨削是实现齿轮高效、高精度加工的发展方向。成形砂轮在理论上能够磨削任意模数的工件,且能很方便的改变被磨齿轮的齿形修缘量。在发动机曲轴的制造过程中,成形砂轮用于精磨曲轴小头端倒角、端面、圆角、外圆[3]。在大型杨路机械齿轮箱的制造过程中,成型砂轮沿着工件的齿向移动,在一个行程中同时完成对左右齿面的磨削加工[4]。加工不同端面形式的圆柱立铣刀和不同端面形式的锥度立铣刀,成形砂轮能实现立铣刀的直槽和螺旋槽丝锥的磨削[5]。成形砂轮不需要展成运动,减少了机床动作,使磨齿机结构简单,误差影响因素较少,加上砂轮和齿轮接触线和啮合线不重合,传动平稳,因此成形法磨齿机精度比较稳定。
本研究中设计的数控齿条成形磨齿机的外形尺寸为3400×1680×1670(长×宽×高),采用白刚玉砂轮,其主轴电机为7.5kW,总功率达12kW,砂轮线速度为25m/s,加工长度可达1000mm,最大加工模数为20mm,磨齿精度达6级以上。为提高成形砂轮的修整精度,对其在线修整装置进行了较深入的研究。
1 砂轮修整装置的结构
1.1 整体结构
成形砂轮修整器是成形砂轮修整装置的主要结构,成形砂轮修整器的稳定性和精确度决定了砂轮修整的精度,因而成形砂轮修整系统的设计中必须具有较高的精度和稳定性。图1为成形砂轮修整器结构图,由角度定位轴、锁紧机构、修整轴、修整进给轴和金刚石笔组成。
在图1中,金刚石笔通过夹持机构固定在修整进给轴上,修整进给轴固定在修整轴的滑台上,修整轴固定在角度定位轴的旋转工作台上,砂轮修整器角度定位轴的回转中心处于成形砂轮中心平面上。其中,修整轴用来完成垂直修磨面的进给运动,修整进给轴完成沿修磨面的平移运动,角度定位轴完成金刚石笔的偏摆运动。修整轴由伺服电机、驱动器、联轴器、蜗轮蜗杆机构、丝杆螺母副、导轨、极限行程开关、光栅尺组成。修整进给轴由电磁阀、液压缸、导轨和极限行程开关组成。角度定位轴由步进电机、步进电机驱动器、联轴器、蜗轮蜗杆机构、极限行程开关、光电编码器组成。

图1 成形砂轮修整器
锁紧机构由液压缸、推杆、锁紧斜楔滑块等部件组成。锁紧机构主要是用来提高砂轮修整装置的刚度,可避免在砂轮修整时,因蜗轮蜗杆制造问题而存在的传动间隙导致金刚石笔振动,从而影响砂轮修整质量。
1.2 砂轮修整器的锁紧装置
数控齿条成形磨齿机在进行砂轮修整加工时,金刚石笔在接触成形砂轮或者修整过程中,砂轮修整器不可避免的会受到冲击。另外,由于蜗轮蜗杆制造水平的限制,还有传动间隙的存在,使振动加剧,从而影响砂轮修整器的修整质量。为了解决这个问题,必须提高砂轮修整器的整体刚度。为此,我们设计了锁紧装置,其结构如2所示。

图2 砂轮修整器锁紧装置机构图
图2中,锁紧装置位于修整进给轴下方,锁紧缸固定在修整轴滑台上。当角度定位轴和修整轴进给完成后,锁紧液压缸启动,推杆向右运动,推动锁紧滑块向右运动。锁紧滑块下是固定滑块,两滑块的接触面为一斜面。锁紧滑块在向右运动的同时,也向上运动,作用于修整进给轴基座上,实现对砂轮修整器的锁紧。随后,修整进给轴在修磨液压缸的驱动下进行砂轮修整,当修整完成后,锁紧液压缸带动推杆向左运动,锁紧滑块松开,解除修整器锁紧。
2 成形砂轮修整器的工作方式
齿轮磨齿机属于专用机床,加工产品种类较固定,所用的成形砂轮的种类较少、外形轮廓相似,且成形砂轮的外形轮廓比较简单,针对成形砂轮的特点。可以设计出比较简洁的修整加工的轨迹,其轨迹如图3所示。

图3 成形砂轮修整轨迹
从修整轨迹图中可看出,成形砂轮有三个面要进行修整,分别是面1、面2和面3,首先在面1处进行对刀(对刀时,金刚石笔与面1垂直),修整轴完成修整进给,修整进给轴在液压油缸的带动下进行修整;当面1修整完成后,角度定位轴带动金刚石笔进行偏摆运动,使金刚石笔与面2垂直,然后依次完成面2和面3的修整,完成一个砂轮修磨的循环;当面3修整完后,如须进行第二次进给,则在修整轴的驱动下在面3处完成第二次修整进给,沿相反路径再次修整,否则各修整轴进行回原点运动。成形砂轮的修整轨迹简单,不需要数控轴联动,即可完成成形砂轮修整加工。
2.1 自动修整流程图
装置的自动修整流程图如图4所示。
进入自动修整模式前,先要进行对刀。从图4中知,进入自动修整模式有两种方法:当首次进行砂轮修整时,直接从图4里的加工模式选择界面中点击修整模式进入;另外一种方法是从齿条加工界面中点击断点运行按钮,或是从操作面板上按下断点开关。当从前者进入修整模式时,将依次出现齿条选择界面、标准齿条参数设定界面或非标齿条参数设定界面图,然后根据设定的齿条参数进行磨削参数和修整参数的计算,再进入到砂轮修整界面进行砂轮修整。当以第二种方式进入时,将跳过数值处理模块,修整各轴回到对刀点,然后直接进行砂轮的修整。
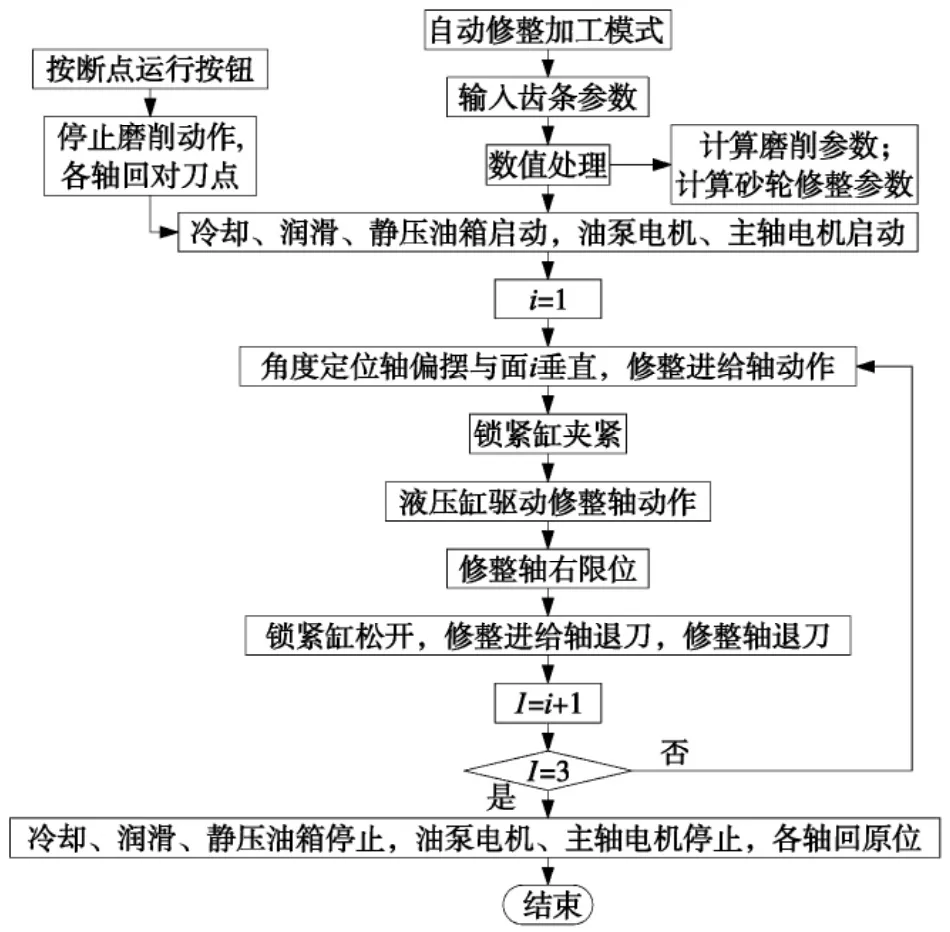
图4 自动修整流程图
2.2 自动修整步进程序结构
砂轮修整运动属于顺序执行的步进工序,使用PLC的步进指令SNXT(009)N,STEP(008)N执行,部分步进程序结构如图5所示。
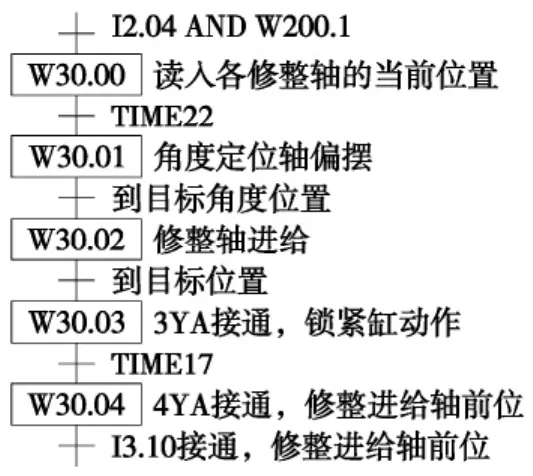
图5 修磨步进程序结构
图5中,I2.04为操作面板上的修整按钮,W200.1为触摸屏上对应的修整模式软按钮,为了避免误操作,程序规定这两个按钮必须同时有效才能开始修整动作。另外在程序开始时,先要读入各修整轴的当前位置,便于各修整轴的精确控制,然后才按步进动作执行。
3 砂轮修整控制系统的设计
砂轮修整装置中,角度定位轴由步进电机驱动,是用来进行修整时调整金刚石笔与砂轮修整面的角度,即进行角度定位。由于步进电机没有运动反馈,无法对其进行位移精确地定位。因此,在设计时,给角度定位轴接入了光电编码器,通过编码器来反馈角度定位轴的旋转角度。修整轴由伺服电机驱动,用来完成修整量的进给。由于伺服电机未补偿滚珠丝杠的螺距误差,故在修整轴工作台上安装了直线光栅尺,从而构成修整垂直进给的全闭环控制。砂轮修整器部分的控制系统框图如图6所示。
图6中,PLC接收到操作面板和触摸屏的砂轮修整指令后,按照既定程序控制三个修整轴进行预定动作,对砂轮进行修整。同时,通过高速计数器的输入端子对角度定位轴编码器和修整轴光栅尺检测的脉冲进行计数,与理论脉冲数不断进行比较,从而达到精确控制的目的。

图6 修整器控制系统框图
3.1 角度定位轴的反馈控制技术
角度定位轴在修整装置中主要起角度定位作用(修整角度随齿形角的变化而变化),主要由步进电机、步进电机驱动器、蜗轮蜗杆机构、极限行程开关、光电编码器组成。由于步进电机在工作过程中,若速度过快,会出现过冲现象,从而造成精度降低。因此将步进电机的工作行程分成了两段:偏摆角度行程的前90%为正常工作段,后10%的偏摆角度行程为减速工作段,对两段行程均进行反馈控制。在砂轮修整正常工作段的反馈控制程序中,角度定位轴走过的偏摆角度通过编码器记录在一般用的数据寄存器中,角度定位轴90%偏摆角度行程通过计算后放在断电保持数据寄存器中,并通过CPSL命令不断进行比较,当一般用的数据寄存器中的数据大于或等于断电保持数据寄存器时,即认为正常工作行程走完,辅助继电器接通,PLC用ACC命令使角度定位轴低速运行。
在减速工作段的反馈控制程序中,一般用的数据寄存器中贮存的是角度定位轴编码器的当前显示值,角度定位轴的100%目标进给角度位置放在断电保持数据寄存器中。在角度定位轴的动作过程中,程序利用CPSL命令不断的比较一般用的数据寄存器和断电保持数据寄存器中的数据,当一般用的数据寄存器中的数据大于或等于断电保持数据寄存器时,辅助继电器接通,程序立即停止角度定位轴的运行。
3.2 修整轴的反馈控制技术
修整轴是用来完成修整进给的数控轴,由伺服电机控制,具有速度反馈,在本设计中使用了光栅尺,构成了修整轴的全闭环控制。修整轴(金刚石笔)的目标位置计算程序开始时,将修整轴的当前位置从触摸屏上传给数据寄存器,然后加上计算好或手工设定的修整轴进给量,得到修整轴的进给目标位置,存放在另一个数据寄存器中。
当修整轴动作后,记录其运行的光栅尺数据的数据寄存器不断变化,程序使用CPSL命令将一般用的数据寄存器中的数值与目标位置断电保持数据寄存器进行比较,当达到目标位置后,使用INI命令停止修整轴的脉冲输出。修整轴的控制脉冲来自于PLC的高速脉冲输出端子。
4 结语
采用成形砂轮进行加工,既可以保证精度,又可以提高生产率,效果很好。要实现成形磨削,就要解决成形砂轮修整问题。齿轮磨齿机成型砂轮修整装置对修整成型砂轮具有成本低、效率高、精度质量稳定及操作维修方便等优点,进而提高了成形磨削的质量和生产效率,为齿轮磨齿机国产化提供了保障。
[1]郭兴星,李超杰.成形砂轮磨削技术在齿轮磨削中的应用研究[J].磨料磨具通讯,2011(8):5-7.
[2]李继贤,张飞虎.成形砂轮修整技术研究现状[J].机械工程师,2006(10):19-22.
[3]刘昌杰,王洋.SIEMENS+840D系统在NAXOS大小头磨床改造中的应用[J].机械工人(冷加工),2005(11):16 -18,32.
[4]李胜,胡高.华成型磨齿法在大型养路机械齿轮箱加工中的应用[J].机车车辆工艺,2007(1):16-17,27.
[5]W0608.中国汽车,中国"心脏";"心脏"制造,我来支招![Z].MC 现代零部件,2006(6):47.
[6]徐瑾.任意母线砂轮修形的数控技术研究[D].武汉理工大学,2006.
[7]孙燕燕,林东玲,张宇,乔楠楠.金刚石滚轮成形砂轮修整器的结构设计[J].机械研究与应用,2010(2):51-52.
[8]张宏强,顾超宁.数控金刚石滚轮修整装置的设计[J].制造技术与机床,2005(5):56-57.
[9]T.Suzuki,H.Ohmori.Y.Dai,W.Lin.Ultra - pre ~ ·ision fabricati()I1 of Glass Ceramic Aspherical Minors by El,1D-grinding with a Nano - level Posititming Hydrostati c Drive S.vstem[J].Key Engineering Materials.2003,238:49-52.
[10]任小中,邓效忠,苏建新.成型砂轮数控修整装置的研制与试验[J].工具技术,2008,42(10):97-99.
猜你喜欢
石材(2020年10期)2021-01-08 09:19:54
失效分析与预防(2020年1期)2020-06-17 04:17:14
制造技术与机床(2019年3期)2019-02-27 07:14:22
制造技术与机床(2018年10期)2018-10-13 06:36:40
制造技术与机床(2017年7期)2018-01-19 02:29:59
工业设计(2016年1期)2016-05-04 03:59:29
超硬材料工程(2016年1期)2016-02-28 22:20:05
超硬材料工程(2016年1期)2016-02-28 22:20:02
安徽地质(2016年4期)2016-02-27 06:18:10
制造技术与机床(2015年12期)2015-01-28 06:46:21
