EPKS系统在马钢煤焦化公司净化二系统中的应用
2013-09-08 08:08张良桥
冶金动力 2013年4期
张良桥
(马钢股份有限公司煤焦化公司,安徽马鞍山 243000)
1 前言
马钢煤焦化公司净化二系统由煤气冷凝鼓风、除硫、脱萘、脱氰、脱氨、脱苯、制冷、等工序组成。DCS控制系统担负着整个生产过程的监视和控制工作。原控制系统分为回收、鼓冷两部分。回收系统为 1992年投用的 HONEYWELL TDC-3000DCS系统,配置两个控制站,4台US操作站。鼓冷系统为1995年投用的浙大中控JX-300B DCS系统,配置两台控制站,两台操作站。两套系统因运行时间长,生产现场环境恶劣,系统腐蚀严重,故障频发,给维护和生产带来严重影响,不利于公司安全稳定长期生产。回收系统两台US损坏,因厂家停产,且无替代产品恢复,剩下两台US站不能满足生产需求。
2010年 10月份,马钢自动化部和煤焦化公司设备保障部相关仪表技术员、点检员在工艺人员的配合下完成净化二系统 DCS控制系统的升级改造,将回收系统和鼓冷系统合二为一,同时在 DCS系统上实现两台克劳斯炉、两台氨分解炉、4台煤气鼓风机等重点设备的报警控制连锁,回收系统更换下来的I/O卡件作为该公司新区净化系统的生产备件,节省备件费用80万元;鼓冷系统更换下来的I/O卡件作为本公司其它相同系统备件,节省备件费用15万元;组态、编程、调试工作全部由本公司技术人员完成,节省外聘编程费用150万元。
此次系统升级选用Honeywell过程知识系统(Experion PKS)R311.2版本,EPKS 系统是 Honeywell公司最近推出的新一代控制系统,具有传统DCS控制系统的优点,同时结合霍尼韦尔三十年来在过程控制、资产管理、行业知识等方面积累的经验,,构成了一个统一的过程知识系统的体系结构。EPKS系统基 于 Windows 2003的服务器,利用高速动态缓存区采集实时数据,提供报警、过程显示、PID调节、历史数据采集、趋势组、操作组、报表报告等基础服务功能,同时推出 Profit Loop模型预估控制器专利算法、HMIWeb工业标准绘图工具、FTE容错以太网络,CEE实时组态平台、控制防火墙等创 新技术。
本文介绍此次系统升级中 PKS系统的应用并着重介绍改造过程中克劳斯炉联锁、氨分解炉联锁、煤气鼓风机联锁、电捕联锁等具体问题的分析解决过程。
2 系统硬件配置部分
本套系统中计有 AI 627点,其中冗余配置74点;AO 235点,冗余55点;DI 954点、DO 369点、TC 21点、RTD 303点,煤气、溶剂、粗苯区域测点全部通过 P+F安全栅与现场表连接,实现本安隔离。
系统硬件设施
(1)控制柜 4个 回收系统和鼓冷系统各配置两个控制柜,每个控制柜分别安装一对冗余C300控制器、一对冗余防火墙、若干I/O卡件。
(2)配电柜2个 分别安装电源分配器、空气开关。
(3)安全栅及继电器柜 分别安装安全栅、DO继电器。
(4)网络通讯柜 2个 安装CISCO交换机及MODBUS接口服务器。
(5)EPKS服务器一对(2台)采用DELL PowerEdge T610。
(6)FLEX操作站 6台,CONSOLE操作站2台实现生产监控及报表打印。
(7)PHD服务器一台 为本公司信息管理系统提供生产数据。
图1为本套EPKS系统配置图。

3 控制策略组态及问题处理
系统全部下位机组态工作在 Control Builder环境完成,首先完成测点的数据采集、量程转换、数据显示、报警控制、历史数据采集、趋势控制等基本组态;接着完成1系克劳斯炉、2系克劳斯炉、1系氨分解炉、2系氨分解炉联锁程序及4台煤气鼓风机联锁程序、电捕联锁程序的编制;考虑到Profit Loop模型预估控制器回路具备的强大自适应能力,为提高各个生产回路的控制质量,回路组态全部使用Profit Loop模型。
下面是改造过程中遇到并解决的实际问题:
(1)EPKS中趋势组态有两种方法
一是在CONTROL BUILDER中组态CM点时,在SERVER DISPLAYS标签页中指定;二是在STATION的TRAND界面中指定。在仿真器的模拟调试过程中发现,若在CONTROL BUILDER中未组态趋势,在STATION中组态后,能正常显示,但CM点若重新下载,则STATION中组态趋势点会消失,若两处都组态同一测点的趋势,则趋势不能正常显示。考虑到这一点,在系统正式组态调试前,规划好趋势组,在CONTROL BUILDER统一组态,解决了趋势显示混乱问题。
(2)联锁程序的编制
为了节省CM点的使用数目,通常一个联锁程序作为一个CM点编写,CM点中用的是功能块图,直观性很强,但PKS功能块在组态画面上显示较大,功能块间用线连接,规划得稍有问题,则画面就非常凌乱,可读性非常差,不便于调试和维护。为解决这个问题,我是先根据功能要求,在AUTOCAD上按照PKS风格画出草图,再在CONTROL BUILDER中按草图编制程序,极大地提高了程序的可读性。
(3)煤气鼓风机联锁
煤气鼓风机因油压、温度等原因发生联锁后,联锁信号输出,需将联锁信号锁死,待相关人员处理好联锁条件信号后,操作工按复位按钮,解除联锁信号,重新启动风机。锁死联锁信号用S-R触发器实现,按钮在上位机的HMI Web中模拟,将按钮引用联锁程序中FLAG块输出引脚PVFL即可实现。为防止操作人员工作疏忽,按下按钮复位后忘记回零,失去了锁死联锁信号输出的保护作用。与工艺人员讨论后,在复位按钮上加一个自动回零功能,用脉冲功能块PULSE实现。具体做法是:显示出FLAG引脚的IN引脚和OUT引脚,其参数均为PVFL,将FLAG的OUT引脚连到PULSE的IN引脚上,PULSE的OUT引脚一路连到S-R触发器的R引脚,作为S-R触发器的复位输入,另一路引到FLAG IN引脚PVFL,则PULSE模块在3s时间后输出为0时,将0赋值给FLAG,实现按钮的自动置0,程序组态如图2所示。
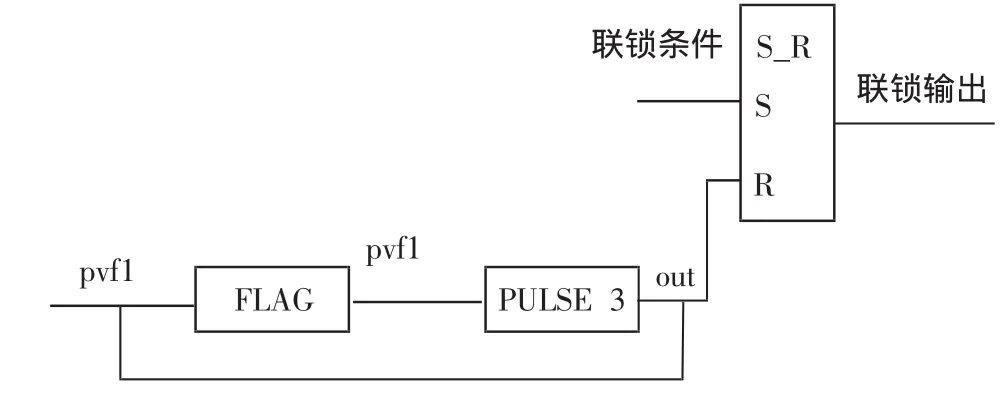
图2 程序组态图
这里需要注意,在一个CM点中,模块的执行顺序是按照模块的ORDERINCM参数(在CM里的顺序)来确定的,考虑到FLAG模块需由PULSE模块赋值复位,故FLAG需在PULSE模块后执行,则其ORDERINCM参数应大于PULSE模块的ORDERINCM参数,在程序中,将PULSE的ORDERINCM参数设为 580,FLAG的 ORDERINCM参数设为590,调试后完全符合要求。
4 系统调试
此次控制系统改造包含两部分,一方面是DCS系统改造,另一方面是部分现场仪表和控制电缆的更新。考虑到生产的连续性和现场的管理,仪表技术人员在仿真系统上将所有程序多次调试,考虑各种细节,确定无误后,仪表相关人员与生产工艺人员密切配合,科学制定倒点计划。首先确定需要更换仪表、电缆的测点,为达到节省时间和把对生产的影响降到最低限度的目的,先将第二天需要更换的电缆敷设到位,第二天将现场仪表电缆接好后,在电子室测量送来的信号的电流电压等级无误,再接上卡件端子,在操作站流程图画面上查看测点显示是否正常,正常后,按计划倒换别的测点;所有电缆更换完毕,再按计划依次更换现场仪表。
对于不需更换仪表和电缆的测点,则按生产工序依次倒点,尽量避免影响生产。
在系统调试过程中也遇到了不少问题,并逐个解决,主要有以下几点:
(1)本系统中AI信号安全栅采用菲尼克斯KFD2-STC4-EX1安全栅,在调试配电测点时不存在问题;在调试不配电测点(如1系含氧值)时,按照C系列卡件接法,应正端接TB3,副端接TB1,操作站上无显示,测量现场信号正常,后经过测试,卡件端按照配电接法,安全栅接5.6端子,显示正常。
(2)控制回路的调试是DCS系统中一个重点和难点,主要工作在 PID参数的设定,调试进度缓慢,通过查询KNOWLEDGE BUILDER,发现PID模块中内置的公式 A与原 TPS的 PID计算公式一样,于是工艺条件不变的 PID按原 TPS系统设置,略作微调就可以稳定投自动,根据稳定运行状态下PID参数生成Profit Loop模型,下载后运行正常。
(3)联锁回路的调试,本套系统中联锁回路有27个,其中最重要的有2座克劳斯炉联锁、2座氨分解炉联锁、4台煤气鼓风机联锁。因为联锁程序直接关系到重点设备的安全稳定运行,且联锁回路都是串联在电气回路中的,必须做到准确无误。因此,在保证程序模拟调试正确的情况下,需要与现场设备脱开后看端子柜与电气柜的继电器动作来判断联锁输出是否正确,并用万用表进行检测,在校验过程中特别注意电气设备是需要常开触点还是常闭触点。
(4)在系统投入运行后,操作人员反映废热锅炉液位和主煤气压力较易出现故障,因为其参与克劳斯炉和氨分解炉联锁,操作人员希望能将其切换至手动后人工置值,待故障排除后再切换至自动,这样不至于在排除故障时设备联锁保护产生误动作。
考虑到系统已经投入使用,不能在CONTROL BUILDER中修改程序,只有在流程图画面中想办法。我做出了一个与下图类似的弹出面板(以1系克劳斯炉煤气压力为例), 设置2个组合框,和一个文字标签,两个组合框分别对应1系克劳斯炉煤气压力测点的信号来源模式和测点的PV值,文本标签对应测点的PVRAW,显示测点的实际信息,根据实际信息转换成ON或OFF显示,方便直观判断故障是否排除。
5 结束语
净化二系统DCS系统的升级改造,是我公司完全由本厂职工完成的第一个较大的DCS系统改造工程。从编程、调试到投用我们只用了四个月的时间,这主要归功于前期准备工作的完善,严格科学的施工组织计划,电仪、机械、工艺各专业的有力配合,更重要的是施工过程中一丝不苟的认真态度,没有重复施工与反复纠错,这是 DCS系统最短时间升级改造成功的关键。现在,这套系统正常运行了8个月,为生产提供了有力保证。此次改造节约外聘人员编程组态费150万元,大大提高了控制系统的平均无故障运行时间和自动控制率,减轻了职工的劳动强度,为人力资源优化提供了条件;锻炼了本公司职工队伍,为系统今后更好的维护奠定扎实基础,更是积累了丰富的宝贵经验。
猜你喜欢
环球时报(2023-02-09)2023-02-09
山东冶金(2022年4期)2022-09-14
仪器仪表用户(2020年11期)2020-11-12
智富时代(2018年3期)2018-06-11
智富时代(2018年3期)2018-06-11
天津科技(2018年5期)2018-06-01
山东工业技术(2016年15期)2016-12-01
民间故事选刊·上(2016年8期)2016-08-17
中学生数理化·教与学(2016年6期)2016-06-15
当代化工研究(2016年6期)2016-03-20