
超高度树脂镜片实战装配技巧
2013-09-08 08:04:00吴华胜
中国眼镜科技杂志 2013年1期
吴华胜/文
一般折射率为1.55、超过-20D的树脂镜片的边缘厚度会超过10mm,为使镜片度数达到要求而且装配时尽量美观,往往会采用镜片正反面双凹的技术(如图1)。这种镜片的装配难度很大,由于镜片很厚,所以一般不建议装半框或无框镜架,因为即便装配成功,但其外观也不好看,所以一般高度树脂片都建议装配全框塑料板材镜架。

图1 1.55超高度双凹镜片
1 全框镜架装配高度近视片的优缺点
1.1 优点
a.能隐藏镜片大部分厚度;
b.镜片组装稳固,不易脱落;
c.能最大限度地保护镜片。
1.2 缺点
a.组装时不宜过紧,否则会产生周边应力,从而影响光学性能;过松则易导致镜片脱落,松紧度不易把握。
b.全框镜架视野比无框及半框视野窄。
虽然有以上缺点,但是全框镜架是仍然是组装高度数镜片的最佳选择。
3 装配要点
过厚的镜片装配时的最大难点就是镜片前表面采用凹面技术,使得镜片切割后,镜架弧度与镜片弧度不吻合,影响装配效果及外观(如图2)。

图2 不加干预机器自主磨制的镜片尖边示意图
下面就操作难点进行简述:
a.分清镜片的正反面。
b.做偏心模时,尽量让吸盘定位在镜片的几何中心,这样可避免镜片磨制时光学中心偏移。
c.起磨时,设置比平时稍大尺寸的数据,镜片粗磨后,在磨头移向V槽的时停止机器运转,把镜片取出(保持吸盘在镜片上的位置),再进行手工操作。开启磨边机测试键,镜片放在树脂粗磨砂轮上,将镜片两头过厚的部分快速割除,可参考图3所示虚线磨削。镜片初次斜削到前弧面接近镜架的弧度即可。后面过厚的镜片如图3所示虚线初削下。
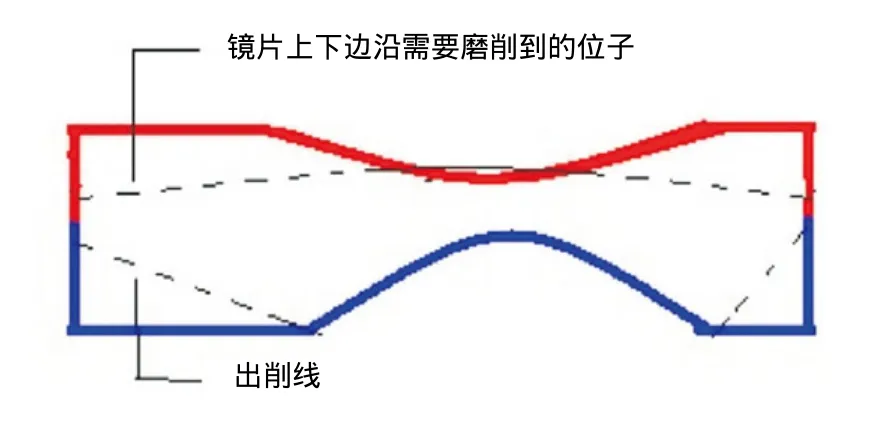
图3 初见镜片磨削示意图
4 操作注意事项
a.在整个手工磨削过程,不要改变吸盘的位置。
b.不要一次性切割到位,否则有误差不易修改,可残留部分进行手工砂轮磨削,使磨出的镜片抛光更美观。
c.靠鼻侧尽量不要削得太宽,否则会导致镜片侧面的抛光面反光,引起眼痛、中间部分盲视等不适症状,造成配镜失败。
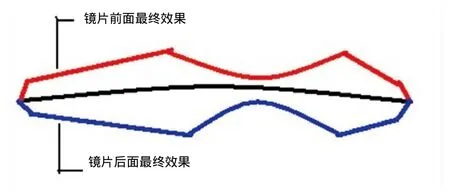
图4 经过手工改进最终磨制效果示意图
d.同样,靠颞侧磨削也要适度,过分追求美薄会使可视范围缩小。怎样才合适呢?鼻侧可磨成陡而斜的形状,镜片的边缘磨制厚度与镜架差不多等厚或稍厚即可,厚度不能小于镜架的厚度。颞侧的边缘和鼻侧一样与镜架等厚或稍厚。中间部分在留够视野范围或患者能接受的范围的前提下,尽量美薄。
e.初削后的镜片再次放进磨边机重新开始磨制,直到整个程序结束,然后与其他镜片一样操作即可。最终效果图见图4。
猜你喜欢
小资CHIC!ELEGANCE(2021年18期)2021-07-28 07:31:21
中国眼镜科技杂志(2020年11期)2020-11-20 12:23:12
医药前沿(2019年21期)2019-08-23 01:29:58
医学理论与实践(2019年17期)2019-02-25 01:27:01
中国眼镜科技杂志(2017年14期)2017-07-24 14:34:09
诗潮(2017年2期)2017-03-16 20:02:06
作文周刊·小学一年级版(2016年5期)2016-08-11 12:59:18
Coco薇(2016年7期)2016-06-28 19:11:56
中学生数理化·高一版(2015年4期)2015-05-30 10:48:04
英语学习·新锐空间(2013年2期)2013-05-23 09:25:56
