
眼镜定配中两种移心上盘方法比较
2013-09-08 08:04朱嫦娥王海英王立书
中国眼镜科技杂志 2013年1期
朱嫦娥 王海英 王立书/文
近年来,我国戴镜人口数量不断增长。一方面,青少年近视的发生率呈逐年上升且低龄化的趋势;另一方面,随着人们消费水平的提高、生活品质和爱眼意识的增强,中老年戴镜配镜人数也在增加;此外,越来越多的爱美人士会在不同场合、不同着装时搭配不同款式的眼镜。这些都使得眼镜日益成为一项生活必需品,尤以框架眼镜为主。
一副配戴清晰、舒适、持久的眼镜,加工和验光同等重要。眼镜加工涉及加工基准点与基准线的确定、瞳高与瞳距的确定、移心量的确定、移心上盘、磨边、开槽、打孔、组装等环节,而每一细小环节的准确操作对于确保眼镜合格都是不可或缺的。本文仅就半自动磨边机眼镜加工中两种移心上盘方法进行探讨。
1 根据移心量数值移心上盘
某顾客定配一副单光远用眼镜,验光处方为R:-1.25DS/-1.00DC×180,L:-1.75DS/-1.00DC×180,瞳距64mm,瞳高21mm。所选镜架尺寸规格为50□18-138,镜圈垂直高度36mm。现有已按处方要求核对正确、用焦度计做好加工基准印点标记的眼镜片,使用中心仪移心上盘操作如下(以垂直中线可以移动的中心仪、右眼镜片加工为例):
①打开中心仪电源开关,照明灯亮。
②操作压杆将吸盘架转至左侧位置上,并安装好吸盘。
③将标准模板(右眼)嵌装入中心仪刻度面板的定位销中。
④根据瞳距、瞳高数值和镜架相关尺寸计算移心量,利用公式有:
水平移心量=(镜架几何中心水平距离-瞳距)/2=(镜圈尺寸+鼻梁尺寸-瞳距)/2=[(50+18)-64]/2= 2(mm)
垂直移心量=瞳高-镜架垂直高度/2=20-36/2=2(mm)
(定配单光远用眼镜,垂直移心通常根据经验处理,一般不需要测量瞳高,视镜架垂直高度大小,光心上移0~3mm。)
即:镜片光学中心应向鼻侧(内移)移动2mm、向上移动2mm。
⑤转动中线调节旋钮,使红色中线向垂直中心线右侧移动2mm(如图1所示)。
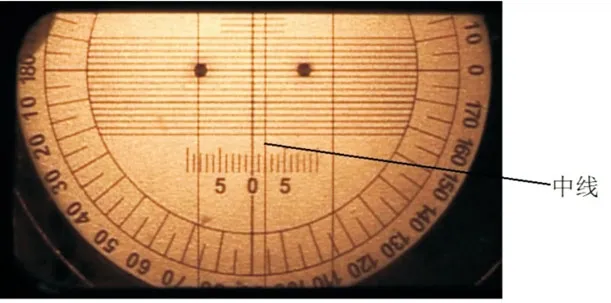
图1 中线右移2mm
⑥将右眼镜片凸面朝上,放置中心仪承载台刻度面板上。
⑦通过视窗进行观察,移动镜片,使镜片上的基准点与红色中线重合,同时三印点标记均位于水平中心线上方第二条直线上,即垂直移心2mm(如图2所示)。
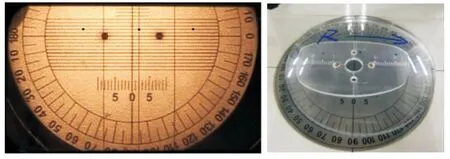
图2 根据移心量数值移心上盘(光心右移2mm、上移2mm)
⑧确认镜片尺寸满足要求后,操作压杆,将吸盘架连同吸盘转至中心位置,按下压杆,将吸盘粘附在镜片上。
⑨松开压杆,取出镜片,完成右眼镜片的移心上盘。
同理可完成左眼镜片的移心上盘。
2 根据模板上的瞳孔标记移心上盘
某顾客定配一副单光远用眼镜,仍以右眼镜片加工为例,其操作如下:
①在模板上标记瞳孔位置。
②~④同1中的①~③。
⑤将右眼镜片凸面朝上,放置中心仪承载台刻度面板上。
⑥通过视窗进行观察,移动镜片,使镜片上的基准点与模板上的瞳孔标记对齐,同时三印点标记位于同一条水平线上(如图3所示)。

图3 根据模板上瞳孔标记移心上盘
⑦~⑧同1中的⑧~⑨。
同理可完成左眼镜片的移心上盘。
3 结果与讨论
根据移心量数值移心上盘适合各种眼镜的加工,但要求模板一定是合格的标准模板,即:模板几何中心与配装镜架的镜圈几何中心相一致,模板外形与配装镜架的镜圈形状和大小相吻合,模板上定位孔与中心仪刻度面板上定位销配合松紧良好。
根据模板上的瞳孔标记移心上盘,若瞳孔标记恰好位于模板上的定位孔内,则不适宜用该方法移心上盘。但对于模板外形与配装镜架的镜圈形状和大小相吻合、模板的几何中心与配装镜架的镜圈几何中心不一致的情况,由于模板上对应瞳孔的标记位置是不变的,因此只要模板上的定位孔保持水平,其在水平方向和垂直方向上的位置略偏一些,将不影响磨边成型后镜片的光心(配适点)位置(如图4所示)。渐变焦眼镜的配适是较普遍存在的一个难题,为确保该类眼镜的定配成功,有些加工人员倾向于采用此方法移心上盘。

图4 非标准模板瞳孔标记移心上盘
总之,以上两种移心上盘方法各有优缺点和适用性,在实际眼镜定配中应视具体加工条件合理选择使用。
猜你喜欢
中学生天地·高中学习版(2022年4期)2022-05-17
小资CHIC!ELEGANCE(2021年18期)2021-07-28
中国眼镜科技杂志(2020年11期)2020-11-20
中国眼镜科技杂志(2019年5期)2019-07-13
青年歌声(2018年2期)2018-10-20
中国眼镜科技杂志(2018年1期)2018-02-08
中国眼镜科技杂志(2018年1期)2018-02-08
中国眼镜科技杂志(2017年14期)2017-07-24
中国眼镜科技杂志(2017年10期)2017-07-10
阅读与作文(初中版)(2017年6期)2017-07-05
