
挤压参数对薏米挤出产品物理特性的影响
2013-09-07 10:36解铁民张英蕾李哲滨
食品与机械 2013年1期
解铁民 高 扬 张英蕾 李哲滨
(1.东北林业大学,黑龙江 哈尔滨 150086;2.黑龙江省农业科学院食品加工研究所,黑龙江 哈尔滨 150086)
薏米又名薏苡仁,是中国传统的食物,也是传统中药材之一。其中的活性成分薏米多糖具有免疫兴奋[1]和降血糖的作用[2];而薏仁酯具有一定的抗癌、防止动脉硬化等功效[3-5];经常食用膨化薏米粉可以起到降血脂的作用[6]。但薏米籽实结构紧密、难以处理,尤其是糊化度和浸提率较低、制品的冲调性较差、食用不方便等因素制约了薏米的开发利用[7]。
挤压加工是一个使物料连续蒸煮、杀菌、成型等多种功能集于一体的单元操作,同时挤压技术有很多优势[9-13],例如多功能、高生产、低成本、独特的产品形状、产品高质量、低能耗和易放大等。在食品加工业中可用于谷物早餐食品、膨化小食品、面包屑、脆片面包、婴儿食品和通心粉等加工[10,14]。挤压参数套筒温度、喂料速率、螺杆转速等均能对产品的物理和化学性质的变化产生影响。相比于单螺杆挤压机,双螺杆挤压由于其对原料加工的范围广泛,采用其进行生产的企业逐渐增多。
顾林等[7]利用单螺杆挤压机对薏米进行膨化处理,研究了物料水分对其膨化度和糊化度等的影响,认为挤压膨化可以明显调高薏米的糊化度和浸提率。Kenichi Ohtsubo等[8]利用单螺杆挤压机对不同品种薏米进行挤压处理,结果表明,挤出的薏米粉的口感与挤出的大米粉类似。本试验的目的是探讨双螺杆挤压机的挤压加工参数和它们的交互项对薏米挤压制品物理特性和挤压过程变量的影响,为开发即食饮品和小食品等产品提供数据和理论参考。
1 材料与方法
1.1 材料与设备
1.1.1 试验材料
薏米:水分含量10.88%,淀粉含量65.7%,蛋白含量13.44%,脂肪含量5.71%,市购。
1.1.2 试验设备与仪器
同向双螺杆挤压机:ClextralEV25型,法国Clextral公司;
体积式喂料器:T-20型,瑞士K-tron公司;
色彩色差计:CR400型,日本柯尼卡美能达公司。
1.2 方法
1.2.1 挤压设备及试验条件 挤压机螺杆直径为25mm,长径比为24∶1,有6节套筒可单独控制每节的温度,挤压机配有一个直径4mm的模孔。从出口端到喂料端螺杆配置(见图1)依次为0.5D/5.5D(螺距/螺杆长)单线螺杆,0.25 D/0.25 D 变 线 元 件,1 D/1 D(90°)搅 拌 元 件,0.5 D/0.5 D 反向螺杆,0.5 D/1.5 D 双线螺杆,0.75 D/10.5 D 双线螺杆,1 D/1 D 双线螺杆,1.25 D/3.75 D 双线螺杆。 操作条件为水分12%~20%,喂料速度为4~20kg/h,挤压温度为150~190℃(温度设置第1节到第4节分别为30,60,90,120℃;第5和第6节设定相同温度为试验考察参数),螺杆转速为200~400r/min。

图1 挤压机螺杆配置图Figure 1 Screw configuration of extruder
1.2.2 样品准备与试验数据的采集 物料经粉碎机粉碎后过40目筛,在进行试验前1天将物料调到需要的水分含量,并装入塑料口袋中,在4℃下平衡水分18h,试验前对体积式喂料器进行定量。挤压机开动后调节到试验设定的操作条件,平衡40min后开始记录挤压机扭矩、变速箱压力、模头温度等数据。设定自动采集数据时间间隔为1s,取稳定后30s的数据计算其平均值。收集挤出产品在50℃真空干燥箱中干燥24h后,用密封袋封好备用。
1.2.3 比机械能的测定 比机械能(SME)按式(1)计算:

式中:
SME—— 比机械能,kJ/kg;
Rs—— 实际转速,r/min;
R—— 额定转速,r/min;
T—— 扭矩,%;
M—— 电机功率,kW;
F—— 喂料速度,kg/s。
其中,额定转速为600r/min,电机功率为18kW,扭矩值为试验时测定值减去相应转速下空载时的空白值。
1.2.4 产品颜色的测定 使用色彩色差计进行颜色的测定,测定前用标准版进行校正。取经过旋风磨粉碎的样品30g,平铺在100mm直径的培养皿上。得到第1次读取数值后,将培养皿旋转90°,进行第2次测定。最终数据取两次测定的平均值进行计算。
1.2.5 产品膨化度的测定 定义成挤出物横截面积与挤压机模孔面积之比。测定采取随机挑选20段样品,测定其直径后取其平均值进行计算。
1.2.6 产品密度的测定 采用体积置换法进行测定,以小米作为填充材料,取3次测定的平均值。
1.2.7 产品比长度的测定 定义成1g膨化产品的长度,按式(2)计算:

式中:
SL—— 比长度,mm/g;
D—— 产品密度,g/L;
r——物料半径,mm。
1.3 试验设计及数据处理
在前期预试验的基础上,本试验采用旋转响应设计,4个变量5个水平(水平编码见表1),试验方案见表2。试验数据用SPSS 17软件处理,采取线性模型逐步回归和向后回归方法挑选最优模型,并剔除P<0.05水平的不显著项[15]。

表1 试验水平编码表Table 1 Code of Experimentation
产生的二次模型为:

式中:
Y——响应值;
x1——物料含水率;
x2—— 套筒温度;
x3—— 喂料速度;
x4—— 螺杆转速。

表2 试验方案Table 2 Scheme of Experimentation
2 结果与讨论
2.1 挤压参数对产品温度的影响
由表3可知,产品温度与物料的含水量一次项和平方项成负相关关系,而与喂料速度和套筒温度成正相关的关系。模型的相关系数为0.94,因此通过挤压参数变化可以很好的控制产品温度,方程拟合较好。文献[16]和[17]指出,提高螺杆转速会使模头处产品温度升高,但在本次研究中没有发现提高转速能显著地影响产品的挤出温度,分析原因有可能是螺杆的直径较小、螺杆配置差异及原料不同所致。
2.2 挤压参数对挤压机扭矩的影响
挤压机扭矩与物料的水分、套筒温度、螺杆转速、水分与喂料速度和喂料速度与螺杆转速的交互项成负相关关系,与喂料速度、水分的平方项和喂料速度的平方项成正相关关系。依照Martelli[18]理论,从主电机输入到螺杆的总能量为

μ——通过充满螺纹的面团平均黏度,N·s/m2。
增加水分(正负两方面作用)、提高温度以及螺杆转速均可降低物料在套筒中的黏度,同时螺杆速度的提高将减小物料充满螺纹的数量(长度),从而降低电机的扭矩;而增加物料的喂入速度可以增加螺杆的能量输入、增加物料充满螺纹的数量(长度),导致电机扭矩的增加。
式中:
zt—— 总能量消耗,kW;
c1——基于螺杆形状的常数;
ω—— 螺杆转速,1/s;
N——充满的螺纹数量;
Q—— 产量,m3/s;
Kf—— 模孔导率,m3;
2.3 挤压参数对比机械能的影响
比机械能(SME)是单位质量物质的材料内部热的机械能量消散。具体来说,它是从驱动电机进入到被挤压原料的总功,是一个良好的挤压过程的表征。比机械能值表示的是挤压过程中原料经历的分子分解或降解的程度[19],它是放大的重要指标[20]。由表3可知,比机械能与物料的含水量、套筒温度、喂料速度、温度与水分交互项和水分与喂料速度的交互项成负相关,而与螺杆转速、水分平方项、温度与喂料速度的交互项和喂料速度的平方项成正相关,方程的相关系数为0.85,方程能够较好的进行拟合,但是不能完全描述比机械能的变化,这说明还有其他因素与挤压参数产生作用。如原料粒度和原料的成分[17]等都可能对其产生影响。
2.4 挤压参数对模头压力的影响
依照Yacu的模型[21],模头压力与喂料速度和生料的黏度有关。

式中:
Q—— 产量,m3/s;
μ—— 黏度,N·s/m2;
Kf—— 模孔导率,m3。
水分含量、套筒温度、螺杆转的提高速均可降低物料的粘性,导致压力下降,而提高喂料速度则直接会引起模头压力的升高。方程的相关系数为0.981,说明通过水分、套筒温度、螺杆转速和喂料速度可以很好的拟合并控制压力的变化。
Bruin等[22]在利用单螺杆挤压机进行谷物挤压试验时发现当水分提高到一定程度时会增加挤压机的压力、扭矩和SME值。他们把这种现象归结为是水分作为一种塑化剂起到润滑作用的结果,同时它也有使淀粉形成凝胶化的作用,所以在低水分含量时起到润滑作用,而提高水分增强了淀粉凝胶作用导致压力、扭矩和SME值增加。由表3可知,压力、扭矩和SME随着水分的一次项而降低,随着水分的二次项而升高。由图2可知,扭矩可以最明显的反应出这种变化;对SME而言在低温下(-2水平)随着水分的增加呈现先下降然后增加的情况,这种现象在高温下(+2水平)不如低温下明显;而对于模头压力而言,从图2中观察这种先降低再升高的现象非常不明显。
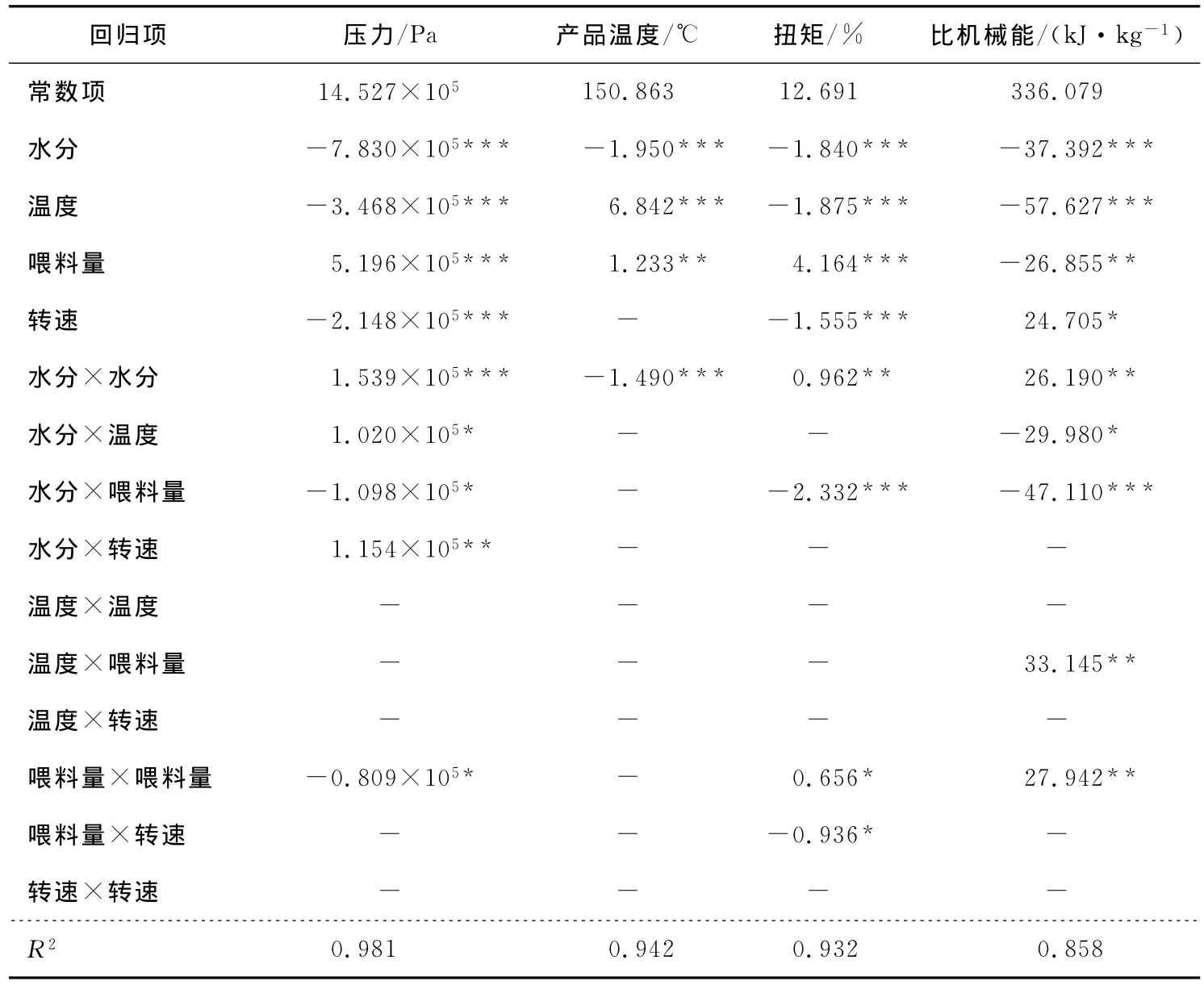
表3 压力、产品温度、扭矩和比机械能的回归系数†Table 3 Regression equation coefficients for product temperature,die pressure,percent of torque,and specific mechanical energy

图2 温度和水分对比机械能、压力和扭矩的影响Figure 2 Effect of temperature and moisture on SME,Die pressure,and Percent of Torque
2.5 挤压参数对产品颜色的影响
由表4可知,水分含量、套筒温度和它们的交互项对产品的亮度有显著影响,产品的红绿值(a*)只受到喂料速度的影响,而黄蓝值(b*)受到水分、温度、喂料速度和它们交互作用的影响。JIN等[17]对玉米粉、大豆纤维、糖和盐的混合物进行挤压发现,产品的成分,对产品的颜色有显著影响,其中黄蓝值的相关系数达到了0.95,能够很好的描述黄蓝值的变化,因此说明颜色的变化在受到挤压参数影响的同时,还要受到物料成分的影响。
通过相关分析发现,模头处的压力会影响产品的颜色。压力与产品的亮度(L*值)成正相关关系;与红绿值(a*)和黄蓝值(b*)成负相关关系。同时,扭矩也影响产品的a*、b*值 (呈负相关)。
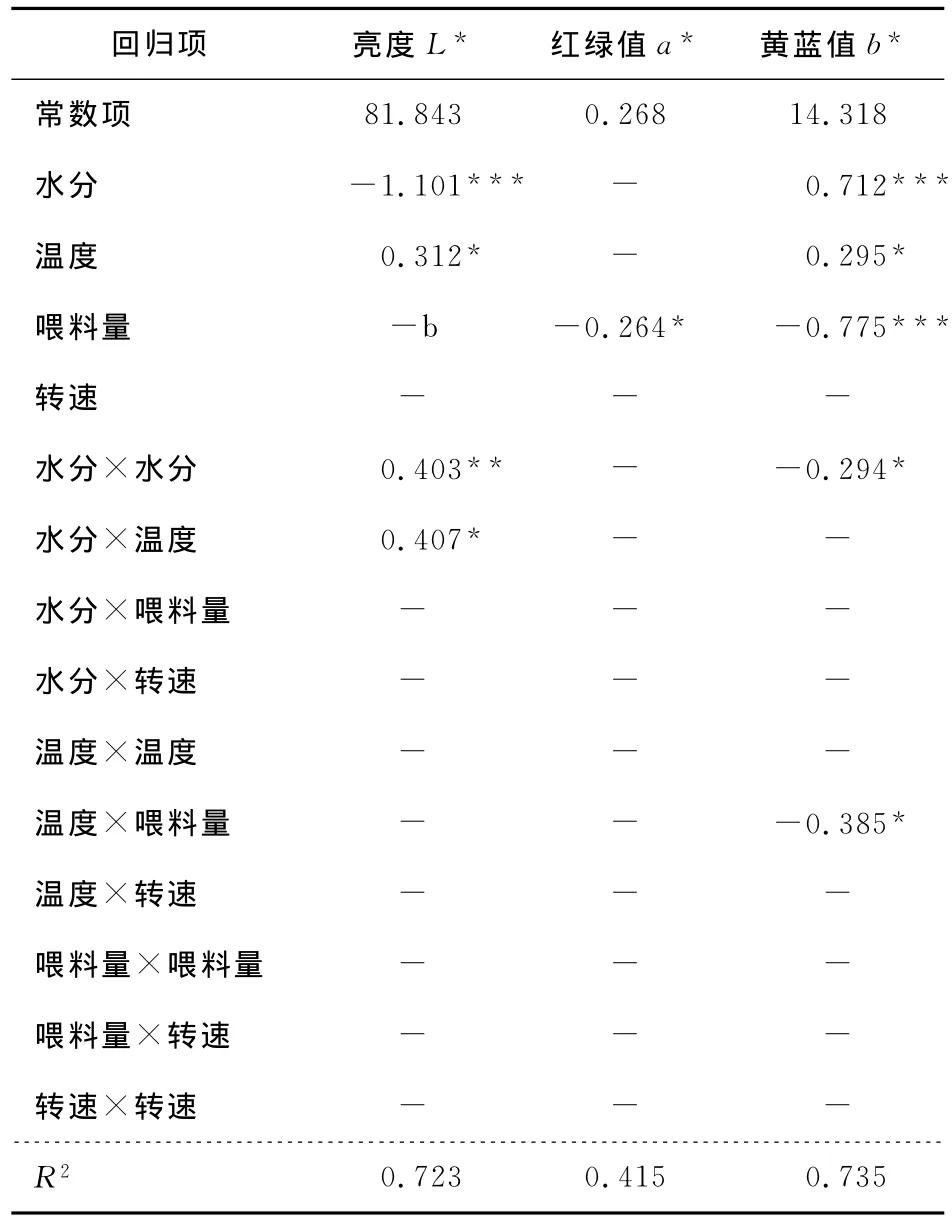
表4 颜色的回归系数†Table 4 Regression equation coefficients for lightness,redness,and yellowness
2.6 挤压参数对产品密度、比长度和膨化度的影响
在实际生产过程中是以重量称量进行包装的,如果密度等指标发生变化会使包装袋大小与产品体积发生不相适应的情况而导致产品外溢等现象发生,因此研究产品的物理特性在实际生产中有特别重要的意义。
由表5可知,薏米挤压产品的密度随着水分、水分平方项、水分和转速交互项、喂料速度平方项的提高而升高,随着温度、喂料速度、水分与喂料速度交互项的升高而下降,螺杆转速对产品的密度没有影响。增加物料的水分含量,会降低比长度值,而提高套筒温度和螺杆转速则会增加比长度值,喂料速度对比长度值无显著影响。影响产品膨化度的因素有喂料速度、螺杆转速、水分与螺杆转速的交互项、水分和喂料速度的平方项,而水分和套筒温度对膨化度没有显著影响。
通过方差分析发现,挤压模头处的压力与产品的密度有明显的负相关关系,但没有发现压力与膨化度和比长度值有相关性。
3 结论
(1)在试验范围内,使用双螺杆挤压机挤压蒸煮薏米过程中,通过挤压操作参数水分、套筒温度、喂料速度和螺杆转速可以很好的描述模头的压力、模头处物料的温度、挤压机的扭矩。比机械能输入不仅与操作参数有关,还与物料中的成分有关。

表5 密度、比长度、膨化度的回归系数†Table 5 Regression equation coefficients for bulk density,specific length,and expansion ratio
(2)在产品的颜色方面,物料含水量、套筒温度和它们的交互项对产品的亮度有显著影响;产品的红绿值受到喂料速度的影响;产品的黄蓝值受到物料含水率、套筒温度、喂料速度、水分的平方项和温度与速度的平方项影响;模头处压力及螺杆扭矩均会对产品颜色产生影响;螺杆转速对产品颜色没有显著影响。
(3)物料水分含量、套筒温度、喂料速度、水分与喂料速度和螺杆转速的交互项对产品密度有显著影响。水分、温度和螺杆转速对比长度有显著影响,而喂料速度对比长度没有影响。喂料速度、螺杆转速、水分与螺杆转速的交互项、水分含量和喂料速度的平方项对产品的膨化度有显著影响。模头处压力与产品密度成负相关关系。
1 文佑英,赵文英,黄娟.薏苡仁多糖的加压提取[J].青岛科技大学学报,2010,31(2):62~64.
2 徐梓辉,周世文,黄林清.薏苡仁多糖的分离提取及其降血糖作用的研究[J].第三军医大学学报,2000(6):74~77.
3 王敏,姜藻.薏苡仁酯对胃癌BGC-823细胞侵袭迁移能力的影响及其机制[J].东南大学学报(医学版),2010(3):50~53.
4 郭莉婷,程月新,姜藻.胃癌中B7-H4和B7-H3的表达及薏苡仁酯对表达的影响[J].现代肿瘤医学,2011(9):101~105.
5 许淳彰.薏苡仁酯抑制主动脉平滑肌细胞增殖之研究[D].广州:广州中医药大学,2011.
6 Byung-Sun Kang.Effects of extruded job s-tear cereal on lipid metabolism in high fat fed rats[J].Journal of Korean Soc.Food and Sci.Nutr,2000,29(2):252~256
7 顾林,鲁茂林.薏米挤压膨化特性的研究[J].食品与机械,1999(4):24~25.
8 Kenichi Ohtsubo,Hajime Yanase.Extrusion cooking suitability of hatomugi and improvement of processing[J].Nippon Shokuhuin Kogyo Gakkaishi,1984,31(9):596~603.
9 Gaosong J,Vasanthan T.The effect of extrusion cooking on the primary structure and water solubility ofβ-glucans from regular and waxy barley[J].Cereal Chemistry,2000(77):396~400.
10 Leszek Moscicki.Extrusion-cooking techniques applications,theory and sustainability[M].Weinheim Germany:WILEY-VCH Verlag &Co.KGaA,2011.
11 牛化欣,过世东,祝爱侠.水产沉性颗粒饲料挤压蒸煮工艺对其理化特性的影响[J].农业工程学报,2011,27(9):368~374.
12 庄海宁,冯涛,金征宇,等.挤压加工参数对重组米生产过程及产品膨胀度的影响[J].农业工程学报,2011,27(9):349~356.
13 张波,魏益民,康立宁,等.挤压参数对组织化大豆蛋白持水性的影响[J].农业工程学报,2007,23(11):260~263.
14 Robin Guy.Extrusion cooking technologies and applications[M].New York:CRC Press,2001.
15 杜强,贾艳丽.SPSS统计分析从入门到精通[M].第一版.北京:人民邮电出版社,2009.
16 Della Valle G,Tayeb J,Melcion J P.Relationship of extrusion variables with pressure and temperature during twin screw extrusion cooking of starch[J].Journal of Food Eng.,1987(6):423~444.
17 Jin Z,Hsieh F.Extrusion cooking of corn meal with soy fiber,salt,and sugar[J].Cereal Chem.,1994,71(3):227~234.
18 Martelli F G.Twin-screw extruders:a basic understanding[M].New York:Van Norstr and Rcinhold,1983.
19 Godavarti S,Karwe M V.Determination of specific mechanical energy distribution on a twin-screw extruder[J].Journal of Agricultural Engineering Research,1997(67):277~287.
20 Mercier C,Linko P,Harper J M.Extrusion Cooking[M].St.Paul,MN:AACC,1998:57~90.
21 Yacu W A.Modeling a twin screw co-rotating extruder[J].Journal of Food Eng.,1985(8):1~21.
22 Bruin S,Van Zuilichem D J,Stolp W.A review of fundamental and engineering aspects of extrusion of biopolymers in a singlescrew extruder[J].Journal of Food Process Eng.,1978(2):1~37.
猜你喜欢
轻合金加工技术(2022年5期)2022-12-26
结构工程师(2022年2期)2022-07-15
机电工程技术(2022年4期)2022-05-12
橡塑技术与装备(2022年1期)2022-01-20
一重技术(2021年5期)2022-01-18
设备管理与维修(2020年21期)2021-01-05
现代塑料(2018年3期)2018-04-13
制造技术与机床(2017年10期)2017-11-28
凿岩机械气动工具(2017年3期)2017-11-22
石油化工建设(2015年6期)2015-12-01
