
高辛烷值重油催化裂化催化剂LOG-90的工业试验
2013-09-07 00:52:48段宏昌谭争国张海涛高雄厚
石油炼制与化工 2013年9期
段宏昌,谭争国,张海涛,高雄厚
(中国石油石油化工研究院兰州化工研究中心,兰州 730060)
随着人们环境保护意识的不断增强,汽车工业对环境的污染日益受到重视,环保法规要求车用汽油质量不断升级[1-2],2009年12月31日开始实施的国Ⅲ排放标准,要求车用汽油硫质量分数降低至150μg/g。炼油工业正面临着严峻的挑战,传统的催化裂化汽油已达不到炼油厂汽油的出厂要求。针对此现状,炼油企业纷纷新上汽油加氢装置[3-6]。这就对催化裂化装置提出新的要求,虽然对催化裂化汽油的烯烃含量限制可适当放宽,但必须提高汽油中异构烃含量和芳烃含量,从而满足加氢后高标号汽油的调合需求。针对该需求,中国石油石油化工研究院兰州化工研究中心开发了具有强异构化、芳构化性能的高辛烷值型重油催化裂化催化剂LOG-90,并于2011年实现了催化剂的工业试生产,同年在某炼油厂1.2Mt/a催化裂化装置上进行了工业试验。本文介绍LOG-90高辛烷值型重油催化裂化催化剂的性能特点及在1.2Mt/a催化裂化装置上的工业试验情况。
1 LOG-90催化剂的性能介绍
为了满足加氢后高标号汽油调合需求、减少加氢过程的汽油辛烷值损失,必须提高催化裂化汽油中芳烃和异构烃的比例,据此提出了高辛烷值重油催化裂化催化剂的开发思路。
ZSM-5的骨架具有双向的交叉通道,一组的走向平行于单胞的a轴,呈“Z”字形,具有近似圆形的开口,其尺寸为0.54nm×0.56nm;另一组的走向平行于b轴,是直通道,为椭圆开口,其尺寸为0.52nm×0.58nm。ZSM-5的这种结构特点,使得它可以把一般裂化催化剂催化生成的汽油重馏分中辛烷值很低的正构C7~C13或带一个甲基侧链的烷烃和烯烃进行选择性裂化生成辛烷值高的C3~C5烯烃(其中C4~C5异构烃比例大),同时大分子的异构烃、芳烃不能进入其孔道内部进行裂解[7],从而可以提高汽油组成中高辛烷值组分异构烃和芳烃的比例,因此ZSM-5可有效地提高汽油辛烷值。但是由于常规重油催化裂化催化剂的基质活性较高,会增加焦炭生成几率,堵塞催化剂孔道,严重影响ZSM-5分子筛在二次反应区的反应活性。因此本项目通过采用ZSM-5分子筛表面贫铝改性技术,抑制催化剂的生焦,提高ZSM-5分子筛在第二反应区的活性保留率,强化其在二次反应区的反应活性,成功开发了高辛烷值型重油催化裂化催化剂LOG-90,其理化性质见表1。

表1 催化剂LOG-90的理化性质
2 工业试验
2.1 装置概述
工业试验在某炼油厂1.2Mt/a催化裂化装置上进行,该装置1994年3月由中国石化北京设计院设计,1996年9月27日实现一次喷油成功,后经两次技术改造,增上了旋流式快分系统(VQS)。该装置的技术特点为:采用两段再生,为了保证有较好的产品分布,尽可能提高剂油比,并采用分段进料、高效雾化喷嘴VQS及粗汽油回炼(MGD)等技术。
2.2 试验过程
LOG-90催化剂的工业试验于2011年9月1日开始,整个试验分三个阶段:第一阶段:2011年9月1日开始向系统中加入LOG-90催化剂,至9月13日LOG-90催化剂占系统藏量的30.22%,日平均加注量7.1t,共计加注催化剂92.3t;第二阶段:2011年9月14日至9月30日,由于装置生产需要,提高了催化剂的加注量,日平均加注量7.4t,截至9月30日,LOG-90催化剂占系统藏量的56.94%,共计加注催化剂125.8t,在LOG-90占系统藏量的50%时进行标定(50%标定);第三阶段:2011年10月1日至10月19日,继续加注LOG-90催化剂,至其占系统藏量的75.13%,日平均加注量7.4t,共计加注催化剂140.6t,在LOG-90占系统藏量的75%时进行标定(75%标定)。
3 工业试验标定结果
3.1 原料性质
装置原料由蜡油和渣油组成,标定期间的原料性质见表2。从表2可以看出:与空白标定相比,75%标定时,装置掺渣率基本相当,混合原料的密度、残炭、金属含量都基本在相同水平,原料镍与钒质量分数分别高0.71μg/g与0.40μg/g,族组成中较难裂化的芳烃含量呈增加趋势。说明标定期间原料油性质基本稳定,略有变差趋势。
3.2 主要操作参数
标定期间的主要操作条件见表3。从表3可以看出,与空白标定相比,75%标定时,反应温度、压力、原料预热温度、再生器温度等没有太大变化,说明LOG-90催化剂对装置的运行没有影响。
3.3 平衡催化剂性质
标定期间平衡催化剂的性质见表4。从表4可以看出,与空白标定相比,加注LOG-90催化剂后,平衡催化剂的比表面积和孔体积均有所提高,金属含量下降,表明LOG-90高辛烷值催化剂具有较好的稳定性。50%标定时原料中碱性氮含量升高较多,这会加剧催化剂的失活,因此,为保证催化剂活性,装置在试验中期提高了催化剂的加注量,剂耗增加0.24kg/t。综合分析表2和表4中数据,认为催化剂上金属含量下降主要是由于原料中碱性氮、金属含量增加后,为保证催化剂活性,催化剂剂耗较空白标定增加引起的。
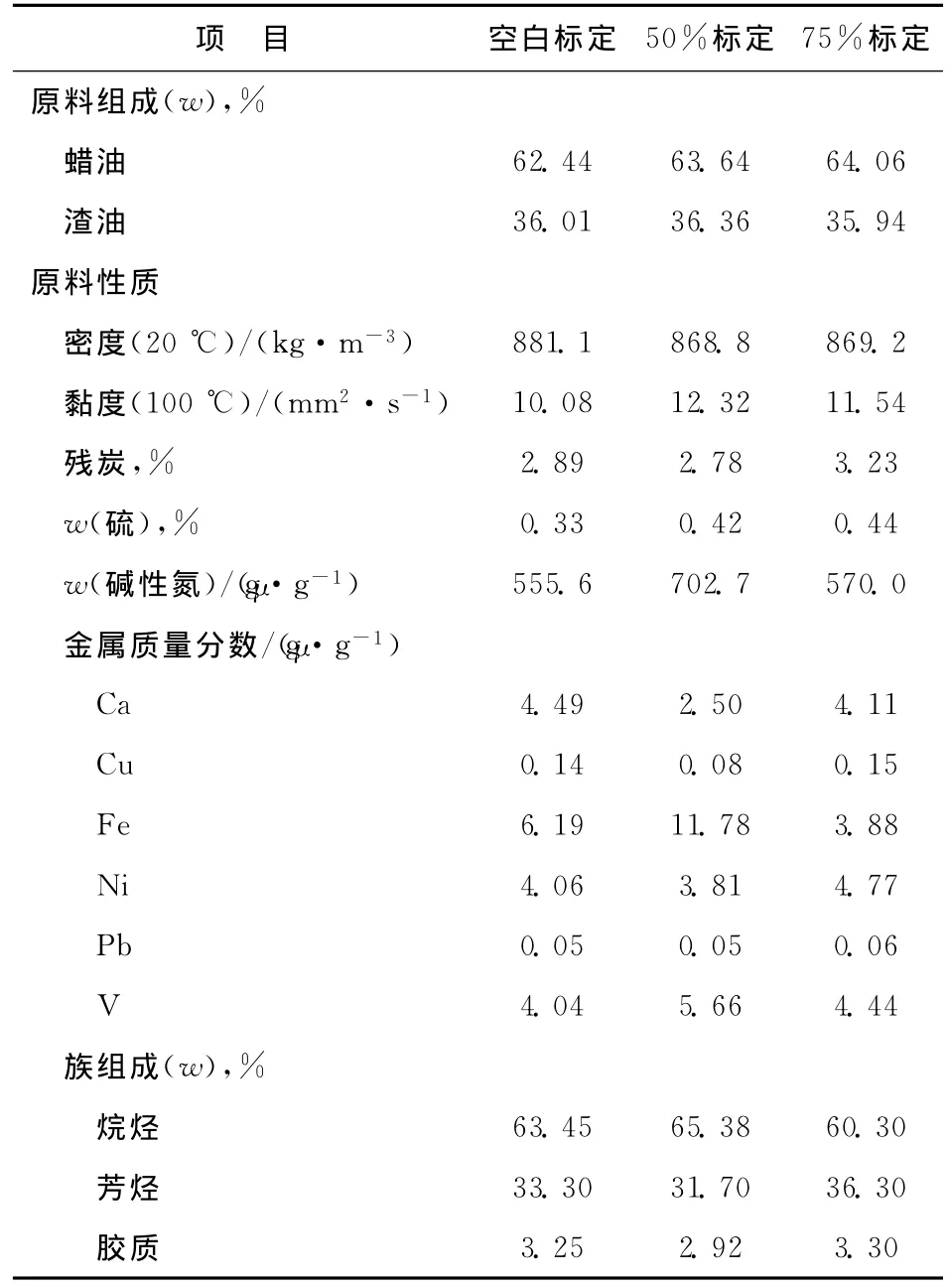
表2 混合原料油性质

表3 主要操作条件

表4 平衡催化剂的性质
3.4 装置物料平衡
工业试验标定期间装置物料平衡见表5。从表5可以看出,与空白标定相比,在掺渣率相当的情况下,75%标定时装置油浆产率和总液体收率基本相当,表明LOG-90催化剂对装置产品分布没有负面影响。由于LOG-90催化剂采用ZSM-5分子筛表面贫铝技术,降低了高辛烷值功能组分ZSM-5的生焦失活,使其在第二反应区仍保留较高的活性,强化了其选择性裂化及异构化活性,从而有利于提高催化裂化汽油的辛烷值;但是由于ZSM-5在第二反应区保留较高的活性,会使汽油中部分烃类裂解为轻烯烃进入液化气,因此,轻质油收率降低4.23百分点,液化气收率增加4.35百分点。
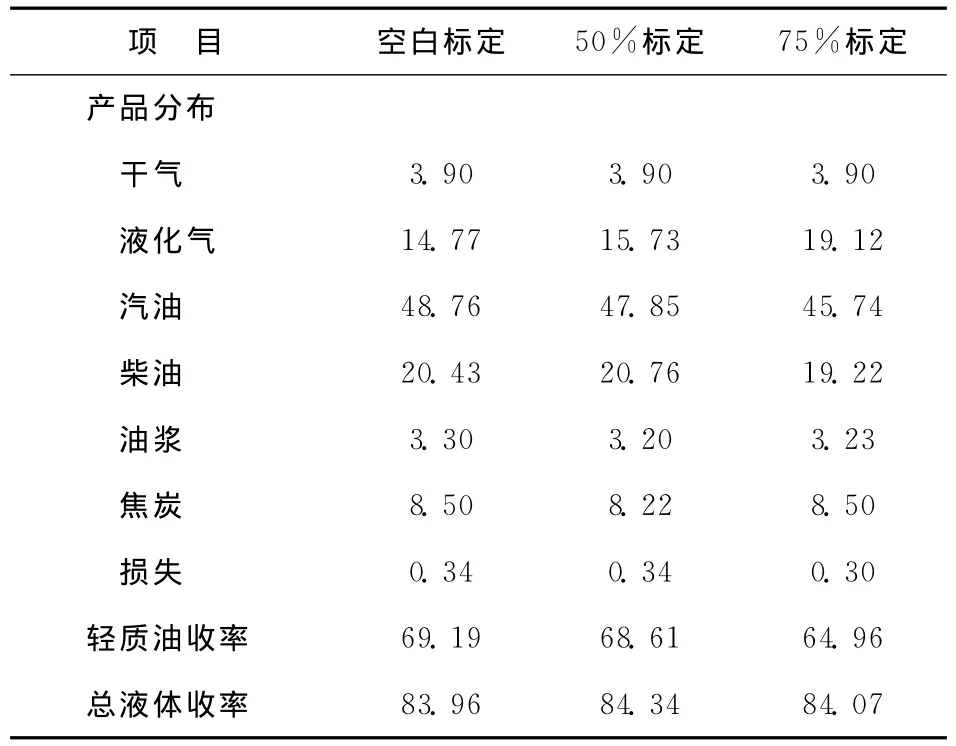
表5 物料平衡 w,%
3.5 汽油性质
标定期间汽油性质见表6。从表6可以看出,在原料性质变化不大的情况下,随着LOG-90催化剂占系统藏量比例的不断提高,汽油硫含量增加,辛烷值明显提高,75%标定时研究法辛烷值增加1.57个单位,汽油的其它性质稳定,说明LOG-90催化剂的使用没有影响到汽油产品质量。

表6 汽油性质
为了研究汽油组成的变化,对空白标定、50%标定和75%标定期间的汽油产品进行多点采样,采用单柱色谱分析法分析其组成,结果见表7。从表7可以看出,随着LOG-90催化剂占系统藏量比例的增加,汽油中芳烃含量增加,这是导致汽油辛烷值增加的主要原因。

表7 汽油组成单柱色谱分析结果 w,%
为了分析汽油的详细组成,采用多维色谱法[8]进一步分析了汽油组成,结果见表8。从表8可以看出,与空白标定相比,75%标定时芳烃质量分数提高4.33百分点,m(异构烷烃)/m(正构烷烃)和m(异构烯烃)/m(正构烯烃)均增加,说明加入LOG-90催化剂后汽油辛烷值的增加是芳烃含量与m(异构烃)/m(正构烃)共同增加的结果。

表8 汽油组分多维色谱分析结果
综合分析结果表明,LOG-90催化剂具有较好的增加汽油中异构烃比例和芳烃含量的能力,可有效提高汽油的辛烷值。
4 结 论
LOG-90高辛烷值型重油催化裂化催化剂的工业试验结果表明,在原料性质基本相当、操作条件相对稳定的条件下,与空白标定相比,75%标定时油浆产率和总液体收率基本相当,汽油研究法辛烷值由89.93上升至91.50,提高1.57个单位。单柱色谱法与多维色谱法综合分析结果表明,汽油辛烷值增加是芳烃含量与异构烃比例共同增加的结果,说明采用LOG-90催化剂后具有良好的产品分布,能增加汽油中芳烃含量和异构烃的比例,显著提高汽油辛烷值。
[1]李大东,张宝吉.关于中国汽油质量升级途径的思考——必须满足不同阶段汽车排放标准要求的汽油质量升级技术[J].世界石油工业,2007,14(2):24-30
[2]纪晔,张国磊,王陆,等.炼油化工企业催化汽油质量升级的技术分析[J].石油规划设计,2011,22(6):18-20
[3]锦州石化催化汽油加氢脱硫装置开车成功[J].气体净化,2011,11(6):33-34
[4]何红梅,李爱凌,刘晓步,等.1.8Mt/a催化汽油加氢脱硫装置的设计与开工[J].中外能源,2011,16(7):68-71
[5]任斌.汽油加氢装置反应器压力降频繁升高的原因分析和对策[J].炼油技术与工程,2011,41(11):12-16
[6]乌石化60万t/a汽油加氢改质装置试车成功[J].石油化工应用,2011,30(8):112-112
[7]陈俊武,曹汉昌.催化裂化工艺与工程[M].北京:中国石化出版社,1995:306-307
[8]李长秀,杨海鹰.采用多维色谱法测定含烯汽油馏分的组成[J].石化技术与应用,2005,23(1):50-53
猜你喜欢
科学家(2021年24期)2021-04-25 16:55:45
软件(2020年3期)2020-04-20 01:45:24
石油炼制与化工(2020年9期)2020-01-05 18:59:07
石油石化绿色低碳(2019年6期)2019-01-14 01:16:16
石油石化绿色低碳(2019年6期)2019-01-14 01:16:14
汽车文摘(2016年8期)2016-12-07 01:05:40
当代化工研究(2016年6期)2016-03-20 16:21:37
化工进展(2015年6期)2015-11-13 00:26:37
橡胶工业(2015年9期)2015-08-29 06:40:40
橡胶工业(2015年6期)2015-07-29 09:20:40
