
团泊新桥钢塔加工工艺研究
2013-09-04 10:41:52张建利
天津建设科技 2013年5期
□文 /张建利
团泊新桥钢塔加工工艺研究
□文 /张建利
文章介绍了团泊新桥钢塔的加工方法,用三维坐标工装控制了钢塔的空间线型,钢塔横连的加工使用了空间三维放样技术和空间三维零件展开图技术,提高了加工效率,降低了加工难度,保证了加工质量。
团泊新桥;钢塔;加工工艺
1 工程概况
团泊新桥采用了“彩针型”独塔斜拉桥形式,桥塔向河道主心方向倾斜,桥塔与墩柱铰接、主梁与墩柱固结。钢塔总长度120 m,垂直方向倾斜角度18°,主塔柱由3根外径1 200 mm、厚度50 mm的主塔钢管组成,沿塔主心线方向高度为77 m。钢管弯曲半径为660.8 m,钢管内设置竖向加劲肋和环向加劲肋,竖向加劲肋高200 mm,厚50 mm,按圆周均匀布置8条,环向加劲肋厚度50 cm,高40 cm。主塔钢管之间设置横联,横联间距为7 m,斜拉索锚固横联为外径1 200 mm、厚度50 mm的钢管,共9道,普通横联为外径800 mm、厚度40 mm的钢管,共2道。钢塔主结构采用3根主钢管组合而成,断面形式见图1。
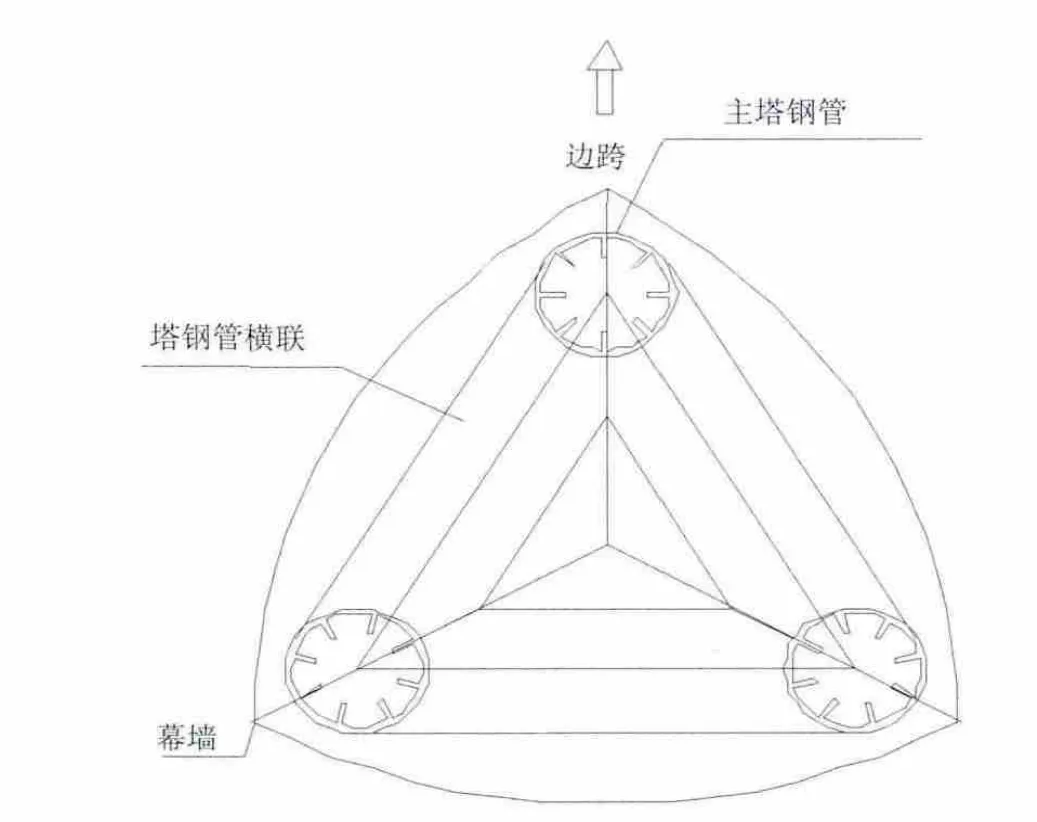
图1 钢塔断面
主跨侧钢拉索与钢箱梁锚固,共18根钢索,边跨侧钢拉索与预应力混凝土梁锚固,也是18根钢索。主塔与主墩之间为铰接,钢铰由上下2个构件组成,上构件与下塔连接,下构件与墩柱通过精轧螺纹钢筋锚固,上构件全高1.5 m,截面为弧边三角形,上部挖50 cm深槽口,槽口形状与铸钢下塔根部相同,下部为1 m高铸钢实体,上构件底部留630 mm×100 mm槽口与下构件形成铰接。下构件为扩散主塔竖向力的铸钢实体,顶部设置凸块与上构件槽口相接。
2 工艺流程
材料复验→量具的标定与统一使用→钢板的预处理→涂饰过程底漆→钢板号料、对接及探伤检查→放样、划线与切割→零部件的标识→组装定位焊接→焊接及探伤检查→钢塔的矫正→精矫正→涂漆、标识。
3 钢塔的分段和加工工装
钢塔加工时,根据钢塔的结构形式、现场吊装和运输能力将主塔柱分11段加工,由于钢塔7 m间距布置一个横联,所以除塔顶和铸钢塔身外,钢塔分为7 m一节,具体分段情况为与铸钢段连接的一段为6.2 m段,接着是9节7 m段,然后是1节7.8 m段。
钢塔是一个空间异型结构,加工精度高是安装精度能保证的前提条件,加工精度高首先有一个高精度的加工平台,保证钢塔线型。
根据钢塔的设计线型搭设一个长80 m、宽10 m的工装平台,钢塔的组装都在此平台内进行,在一个工装平台内加工钢塔,可以更精确地保证钢塔加工精度。加工时工装的搭设根据工装坐标表控制位置,在工装坐标表中给出每一个接口点和横联钢管接口位置的主心线的三维坐标值,做为钢塔制作的控制点,所有控制点控制准确了就能准确控制钢塔的空间线形,保证钢塔的制作精度。
4 重点加工工艺
4.1 钢板的预处理
经检验合格并做好标记后钢板即可以用抛丸机进行表面抛丸处理。
4.2 号料板材对接及探伤检查
板材需要在长度(横向)方向和宽度(纵向)方向上进行对接,板对接在平台上采用埋弧自动焊进行焊接。坡口的制备、焊接工艺参数的选择须按焊接工艺评定试验确定并通过的参数进行。对接后的焊缝按照规范要求进行探伤检查,在检验合格后并进行调平处理并加以标识。
4.3 钢管相贯线的加工
主塔横连钢管为φ1 200 mm×50 mm和φ800 mm×50 mm的钢管组成,由于横联钢管与主塔竖向钢管相贯,横联钢管下料时接口为纵横管相贯线线形。根据钢塔的形状位置要求,制作出1∶1的三维空间模型,在模型主切割出所有横联钢管的相贯线形状,制作出加工图纸,下料时严格按照加工图纸给定的尺寸进行下料,保证钢管切口的形状和尺寸准确。
4.4 钢塔索道管加工定位的控制
索道管加工定位的准确才能保证缆索安装精度要求,否则缆索甚至不能成功安装。索道管角度就是钢塔缆索的角度,由于团泊新桥缆索为空间索面结构,每一个索道管角度都是不一样的空间三位角度,在制作过程主用安装时的空间角度来控制是几乎不可能完成的,因为制作位置和安装位置不是同一个坐标系,而且角度的测量精确度不高,误差在0.5°范围内,由于钢管直径为1.2 m,尺寸误差为10.5 mm,为保证索道管的安装精度,建立每个带有索道管的横联钢管的空间模型,然后利用空间展开图方法对横联钢管进行展开,每个索道管位置用索道管孔的位置尺寸来控制索道管的角度,这样大大降低了索道管的角度误差,降低了安装难度。
4.5 塔柱厚板焊接控制
施焊前应对所有焊件进行检查,焊件是否平整、拼接是否密合,缝隙、坡口是否符合图纸及工艺要求并检查各种焊接设备是否良好,焊接材料是否符合工艺,焊剂与焊条在使用前须烘干,焊剂中的污物要清除干净,焊丝亦清理干净。
焊接时应严格控制焊接工艺参数,确保依据已经通过的焊接工艺评定所确定的参数进行。同时在焊接过程中采取相应的控制变形措施或采用反变形手段,保证钢塔单元段成型后的准确性。
钢塔所有结构为厚钢板焊接,焊前焊后必须进行热处理,焊前预热采用火焰加热,温度控制在100~150℃,加热范围每侧宽度均应大于焊件厚度的1.5倍且≮100 mm,焊后热处理应在焊后立即进行,采用火焰加热,温度在300~350℃,保温材料采用石棉,保温时间根据板厚每25 mm板厚1 h,焊后热处理加热范围以焊口主心为基准,每侧不应小于焊缝的3倍。焊接时控制层间温度,层间温度控制在150~200℃。
5 结语
钢塔加工过程中使用了三维空间放样技术,用三维坐标工装控制了钢塔的空间线型,保证了钢塔线型的准确,横联钢管相贯线下料采用了空间模型展开图的技术,保证了横联钢管下料精确,从而保证了钢塔的组装精度,提高了工作效率。钢塔焊接为厚板焊接,采用了很好的焊接方法,保证了厚板焊接质量。钢塔加工完成后经过测量每个控制点误差小于规范要求。
[1]JTG/TF 50—2011,公路桥涵施工技术规范[S].
[2]GB 50205—2001,钢结构工程施工质量验收规范[S].
[3]DB 29-75—2004,天津市市政工程施工技术规范(桥梁工程部分)[S].
U443.38
C
1008-3197(2013)05-64-02
10.3969/j.issn.1008-3197.2013.05.024
2013-07-10
张建利/男,1972年出生,高级工程师,天津城建集团,从事工程技术管理工作。
猜你喜欢
建筑与装饰(2023年24期)2024-01-02 13:29:32
中学生数理化·八年级物理人教版(2021年5期)2021-11-22 07:57:50
特种结构(2020年4期)2020-09-06 08:46:56
水电站设计(2020年4期)2020-07-16 08:23:50
上海公路(2019年3期)2019-11-25 07:39:26
经济技术协作信息(2018年8期)2019-01-14 03:06:36
劳动保护(2018年8期)2018-09-12 01:16:14
红岩春秋(2017年11期)2017-12-07 21:47:04
建材与装饰(2015年28期)2015-10-31 06:35:55
城市道桥与防洪(2014年8期)2014-02-27 07:28:39
