
基于IPC+PLC控制的汽车玻璃热弯炉自动控制系统*
2013-08-29 09:29:18程雪利董志军杨用增
河南工学院学报 2013年3期
程雪利 ,董志军,杨用增
(1.河南机电高等专科学校 机械工程系,河南 新乡 453000;2.新乡市起重机厂有限公司,河南 新乡 453000)
随着国内汽车行业的发展,汽车夹层玻璃的需求日益增加,同时也伴随着能源消耗急剧攀升的不利局面。对玻璃深加工企业来说,提高单位生产效率,降低单位能源消耗就显得尤为重要。现在大部分企业采用的是自动化程度比较低、耗能比较严重的电炉丝直接加热式的热弯炉,系统控制简单,单位时间产量低、能耗大,而且同批次同类产品质量一致性差。因此,本文针对现有玻璃热弯炉加热过程中出现的一些问题,设计了一套基于IPC+PLC控制的汽车玻璃热弯炉控制系统,该控制系统操作方便,控制精准,节能效果好,生产效率和成品率都得到了大大提高,每年可为厂家减少近百万的能源消耗费用。
1 系统总体设计
本系统可实现加热区256 根电炉丝0%~100%的功率调节,炉内加热区部分炉丝可实现自动升降,玻璃工艺文件可实现任意存取、调用和修改,可以保证同类产品质量的一致性。针对这些性能要求,设计出的软件系统如图1所示。该系统可实现总体监控、电机控制、功率设定、区域选择、参数设定、保温时间设定、顶杆位置设定、文件管理及显示炉内温度曲线等功能。该系统按炉丝分布可分为三个区域:左区、中区和右区,对每个区域内的电炉丝可实现功率参数设定、读取、保存及删除等功能。该系统可通过操作面板进行控制,并通过显示面板显示出炉内的信息。
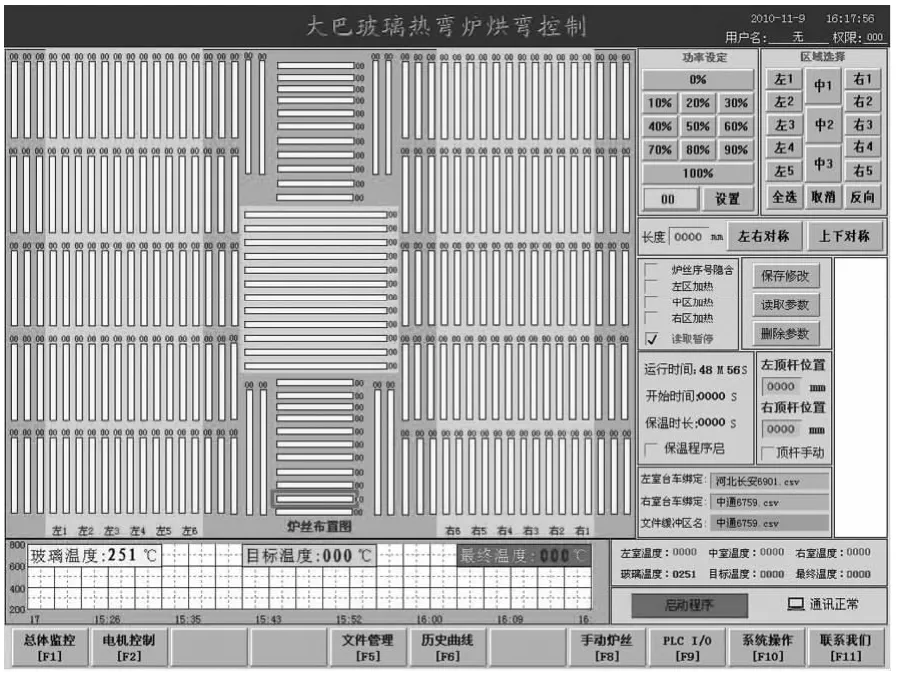
图1 系统总体监控图
2 系统控制原理
基于IPC+PLC 控制的汽车玻璃热弯炉控制系统,配置采用欧姆龙中型PLC CJ1M-13,配备6块64点晶体管输出模块CJ1W-DO261,3块64点输入模块CJ1W-DI261,1块4通道模拟量输入模块CJ1W-AD041-V1,电源模块为CJ1WPA-205R。可实现炉丝功率控制、炉丝升降控制、组态王6.52和PLC通讯、炉盖开合控制、顶杆升降控制、保温控制、组态王文件读取及红外线实时检测玻璃温度等功能。
2.1 炉丝功率控制
热弯炉为使平板玻璃加热弯曲成有球面的汽车玻璃,根据不同产品需求,通常玻璃两端的加热功率要调得高一些,达到加热额定功率的60%~90%,以使玻璃两端弯曲弧度增大,而对玻璃中间的功率则要调小一些,达到额定功率的0%~60%,使玻璃的中央弯曲弧度过渡地比较平滑。
我国工频交流电f=50Hz,T=1/f=0.02s,2s内正好有100个正弦波形。我们以2s作为一个周期,在一个周期内通过控制固态继电器的通断时间,可实现炉丝0%~100%的功率调节,在保证加热温度的前提下,大大提高了能源利用率,降低能源消耗。如图2为一根1.5kW 炉丝功率控制程序。

图2 PLC炉丝功率控制程序图
2.2 炉丝升降控制
国外进口的热弯炉炉丝升降采用伺服电机驱动,可实现炉丝的快速升降,精度高、速度快,但系统成本造价高,国内客户大都难以接受。因此,笔者在此把热弯炉炉丝升降部分选择普通三相异步电机和减速机驱动,主电路采用电机启动器和接触器控制方式,PLC 控制炉丝升降的时间来实现炉丝的连续升降。
2.3 组态王6.52和PLC通讯
组态王6.52和PLC 通讯是实现整个控制系统的关键,在此利用欧姆龙独有的Hostlink协议,来实现组态王6.52和PLC的实时通讯,实现数据交换。图3为PLC上位机链接口和IPC串口连接图。
2.4 炉盖开、合控制

图3 PLC上位机链接口和IPC串口连接图
汽车玻璃烧制好后,温度还比较高,不能直接和冷空气接触,防止玻璃破碎,需要等温度降低到一定程度后方能打开炉盖。在此,炉盖的开、合采用0.1s时钟计时,采用断电保持的寄存器记录炉盖打开的实时时间,即使断电也能保证炉盖的正常运行,防止炉盖碰撞,实现炉盖的连续运行。
2.5 顶杆升降控制
玻璃在加热过程中,当温度升到500°C 以上后,玻璃变得异常柔软,玻璃两端弧度形成,此时中间的顶杆必须降低,采用编码器实现对顶杆的精确定位控制,玻璃每升高10°C,中间顶杆就要降低1mm,可实现玻璃根据已定义的文件自动烧制成功。
2.6 保温控制
玻璃在升温过程中,由于玻璃温度和炉内温度会加热不均匀,所以需要启动保温程序,暂停加热,让玻璃温度和炉内温度充分的混合,实现温度的最大均匀。
2.7 组态王文件读取
玻璃工艺文件的录制、保存、读取、修改等都需要用到组态王里面的数据读写函数,主要用到以下两个函数。
FileReadFields():此函数从一个指定文件中读出CSV(逗号分隔变量)记录。
FileWriteFields():此函数从指定文件中读出一指定数目的字节(或一整行)。
2.8 实时检测玻璃温度
在玻璃烧制过程中,玻璃的实际温度至关重要,在此采用专用的红外线测温计检测玻璃温度,红外线测温计输出0~5V 或者4~20mA 的信号,采用CJ1W-AD041-V1AD 转换模块,可是实时的检测玻璃温度,确保温度准确可靠。
3 结束语
用IPC+PLC方式,实现玻璃热弯炉的自动化控制,大大提高了生产效率和设备的自动化程度,减少了能源消耗。我公司生产的热弯炉性价比极高,在国内同类产品中处于领先水平,多台设备已在郑州宇通、重庆恒通、陕汽德隆等国内主要客车生产厂家的配套厂商中使用,客户反应良好。
[1]秦晴.一种基于IPC +PLC温度控制系统的设计与实现.东方电气评论,2000,4(14):227-232.
[2]荣大龙,顾启民.工控机IPC- PLC-电器控制技术[M].南京:东南大学出版社,2003.
[3]组态王6.53使用手册.北京亚控科技发展有限公司,2007.
[4]张君华,王生学,张侃谕.基于PLC和组态软件的现代温室控制系统设计.工业仪表与自动化装置,2008,(2):25-27.
猜你喜欢
中国特种设备安全(2021年5期)2021-11-06 05:09:50
模具技术(2021年5期)2021-10-13 09:00:58
锻造与冲压(2020年13期)2020-07-09 06:56:24
中国交通信息化(2017年8期)2017-06-06 07:16:42
电子制作(2017年23期)2017-02-02 07:17:16
消费者报道(2016年3期)2016-11-21 11:35:06
消费者报道(2016年3期)2016-02-28 19:07:36
船海工程(2015年4期)2016-01-05 15:53:34
武夷学院学报(2015年3期)2015-07-18 11:03:48
河南科技(2015年8期)2015-03-11 16:23:55
