机床电气控制系统 数控平面磨床辅助功能M代码和宏参数
2013-08-25 01:40GB266772011
设备管理与维修 2013年2期
GB/T 26677—2011
2011-06-16发布 2011-12-01实施
1 范围
本标准规定了数控平面磨床编程用辅助功能的M代码和宏变量。
本标准适用于数控卧轴矩台平面磨床、数控龙门平面磨床、数控卧轴圆台平面磨床、数控立轴矩台平面磨床和数控立轴圆台平面磨床。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 19660—2005 工业自动化系统与集成 机床数值控制 坐标系和运动命名(ISO 841:2001,IDT)
3 术语和定义
GB/T 19660—2005界定的以及下列术语和定义适用于本文件。
3.1 手轮补偿 机床在自工作状态时,由手轮进行补偿进给。
3.2 砂轮修整 对砂轮进行修锐及整形。
3.3 粗磨 以去除大部分加工余量为主要目的的磨削。
3.4 精磨 使工件达到预定的精度和表面质量的磨削。
3.5 无进给磨削 在切深方向停止后,为了消除系统性变形所引起的残存量而继续进行的磨削。
3.6 继续进给 机床工作台作纵向方向运动一个往复周期,横向进给一个设定的进给量。
3.7 连续进给 横向进给不受纵向方向影响的进给运动。
4 辅助功能M代码
4.1 一般规定
数控平面磨床编程用辅助功能M代码的功能可按表1,当表1规定的功能不能满足要求时,可以在不指定功能的M码中选用。在选用不指定功能的M码时,应优先按JB/T 3208—1999中3.2定义,还应避免使用所选用的数控系统已规定的辅助功能的M代码,例如M17、M30等。
4.2 辅助功能M代码定义
M00 程序暂停 暂停执行当前程序,用以停止砂轮主轴、冷却液和进给,并停止作进一步的处理。
M01 选择暂停 与程序暂停相似,所不同的是,除操作人员预先按按钮确认这个指令,否则这个指令不起作用。
M02 程序结束 表示工件已完成的一个辅助指令。在完成了程序段的全部指令以后,用以停止砂轮主轴、冷却液和进给。常以CNC和(或)机床复位,退回到“程序开始状态”。
M03 砂轮主轴电机启动 砂轮主轴电机启动一般按顺时针方向旋转。
M05 砂轮主轴电机停止 砂轮主轴电机停止一般按0类方式停止,关闭冷却液。除数控立轴圆台平面磨床外,不允许采用制动器。
M07 2号冷却液启动 2号冷却液(如雾状)开。
M08 1号冷却液启动 1号冷却液(如液状)开。
M09 停止液停止 注销M07、M08。
M10 电磁吸盘充磁 如采用电磁吸盘吸持工件等,只有电磁吸盘充磁后才能开动机床。
M11 电磁吸盘退磁 电磁吸盘退磁时,应注销M03、M15、M07、M26、M50。
M15 液压电机启动 如果工作台纵向运动是由液压驱动,液压电机开后才具备驱动工作台纵向运动条件。
M16 液压电机停止 液压电机停止后,停止工作台纵向运动。
M20 等待横向断续信号 当接收到断续进给信号,横向工作台运行一设定的行程。
M21 砂轮修整启动 机床执行砂轮修整程序。
M22 砂轮修整停止 机床执行砂轮修整程序结束,恢复正常功能程序。
M23 纵向工作台向右 纵向工作台接到指令后,向右运行至限位位置,一般是砂轮修整时用。
M24 纵向工作台启动,在完成M15后,使纵向工作台运动。
M25 纵向工作台停止 注销M24。无论液压电机是否启动,纵向工作台停止运动。
M26 中速液压电机启动 中速液压电机是为加快纵向工作速度,当M15、M14、M26和M66生效后,纵向工作台运行速度加快。
M27 中速液压电机停止 中速液压电机停止后,纵向工作台运行速度恢复正常。
M28 电子手轮补偿功能启动 在自动加工过程结束前,如需要补充加工量,可使用这个功能,但仅限于具有这项功能的CNC系统。一般M28应和M29配套使用。
M29 电子手轮补偿功能停止 注销M28。
M30 纸带结束,也有数控系统作程序结束使用。
M32 纵向工作台右换向 当收到向右换向信号,纵向工作台向右运行。
M33 纵向工作台左换向 当收到向左换向信号,纵向工作台向左运行。
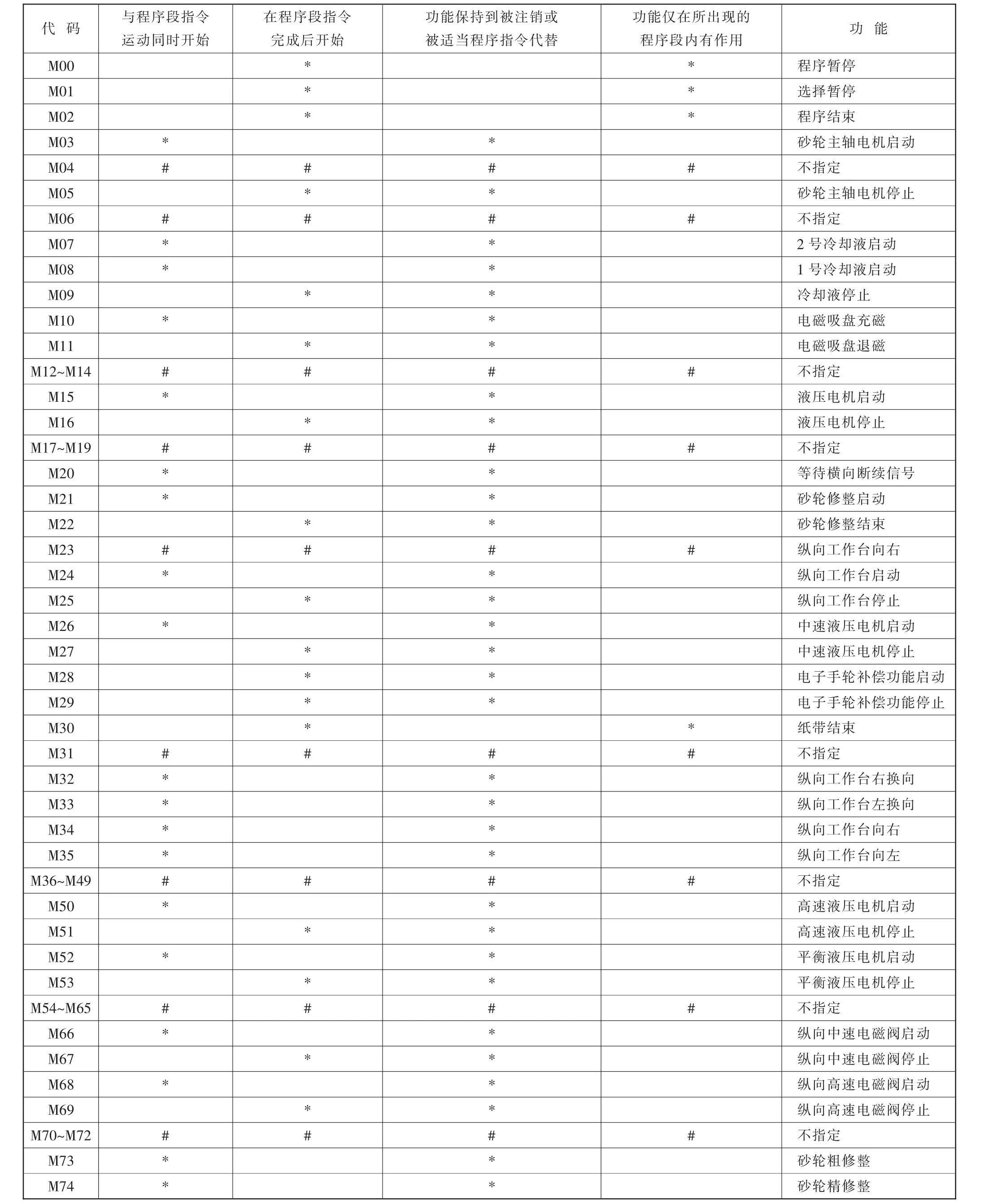
表1 M代码功能表

表1 M代码功能
M34 纵向台面向右 程序读到M34,纵向工作台向右运动,直到收到换向信号。
M35 纵向台面向左手 程序读到M35,纵向工作台向左运动,直到收到换向信号。
M50 高速液压电机启动 高速液压电机是为加快纵向工作速度,功能和M26相同。当M15、M24、M26和M68生效后,纵向工作台运行速度可达到最高速度。
M51 高速液压电机停止 高速液压电机停止后,纵向工作台运行速度恢复正常。
M52 平衡液压电机启动 当砂轮主轴升降时,应先开平衡液压电机,待砂轮主轴升降平稳。
M53 平衡液压电机停止 注销M52。
M66 纵向中速电磁阀启动 在数控龙门平面磨床中,需要增加油泵来加快纵向工作台速度。当M15、M24、M26生效后,加快纵向工作台速度。
M67 纵向中速电磁阀停止 注销M66。
M68 纵向高速电磁阀启动 在数控龙门平面磨床中,需要增加油泵来加快纵向工作台速度。当M15、M24、M50生效后,加快纵向工作台速度,使纵向工作台速度调整达到预期最高速度。
M69 纵向高速电磁阀停止 注销M68。
M73 砂轮粗修整 对砂轮进行初步修整。
M74 砂轮精修整 为了满足工件的粗糙度要求,对砂轮进行精密修整。
M75 砂轮修整臂进 驱动砂轮修整臂前进。
M76 砂轮修整臂退 驱动砂轮修整臂后退。
(待续)
猜你喜欢
汽车维护与修理(2021年19期)2021-04-14
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2018年10期)2018-10-13
柴油机设计与制造(2018年1期)2018-04-20
制造技术与机床(2017年8期)2017-11-27
工业设计(2016年1期)2016-05-04
邢台学院学报(2016年4期)2016-02-28
汽车维护与修理(2015年2期)2015-02-28
汽车维护与修理(2015年1期)2015-02-28