
车削内孔的多刀杆工装
2013-08-24 06:32:38北京矿冶研究总院丹东冶金机械厂辽宁118009
金属加工(冷加工) 2013年1期
北京矿冶研究总院丹东冶金机械厂 (辽宁 118009)李 飞
在使用卧式车床车削φ35mm以下小孔工件时需要的工步较多,比如要粗车、精车、车螺纹、车沟槽等,需要在刀台来回装夹小孔车刀,这样操作起来比较麻烦,在生产大批量工件时就会影响工作效率,也增加了工人的工作强度。因此笔者设计了一种可以通过一次装夹就可以完成多个工步的车削内孔的多刀杆工装,图1是此工装的装配示意图。

图1
图2是车削内孔的多刀杆工装“爆炸”图,从“爆炸”图上可以清楚地看到工装的各零部件。本工装是在六棱柱形刀杆库7的六个侧面钻孔来安装六把内孔车刀刀杆6,并用六个刀杆定位螺钉固定,这样可以方便拆卸刀杆。工装是通过夹座8装夹在车床刀台上的,刀杆库可以绕旋转轴自由旋转,这样当需要更换车刀时只需要松开锁紧螺母,再旋转刀杆库选择所需要的车刀即可实现,定位销是防止刀杆库窜动影响车削精度的重要部件。
综上所述,车削内孔的多刀杆工装具有结构紧凑,操作简单的优点,要使用内孔车刀中任何一把只需几秒钟的时间,大大提高了工作效率,降低了工作强度。
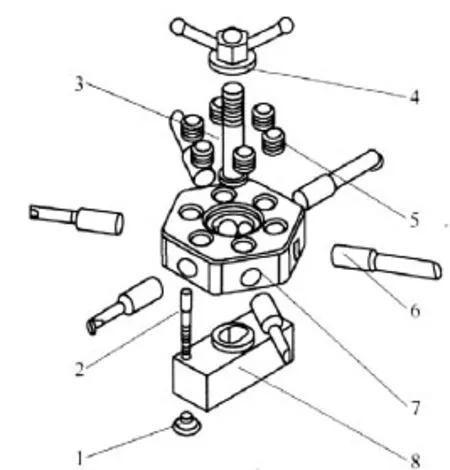
图2
猜你喜欢
现代工业经济和信息化(2022年8期)2022-09-24 08:14:52
锻造与冲压(2021年3期)2021-02-27 07:12:12
山东冶金(2018年6期)2019-01-28 08:15:06
制造技术与机床(2018年8期)2018-10-09 08:27:48
赢未来(2018年9期)2018-09-25 08:05:02
山东工业技术(2016年15期)2016-12-01 05:31:59
现代工业经济和信息化(2016年1期)2016-05-17 05:33:37
精密制造与自动化(2015年4期)2015-11-28 00:35:25
机械研究与应用(2014年2期)2014-07-31 20:42:07
机电产品开发与创新(2014年6期)2014-03-11 16:42:58
