激励电流对MGH956合金超声电弧TIG焊接头性能的影响
2013-08-22 06:24:04雷玉成李猛刚梁申勇
江苏大学学报(自然科学版) 2013年3期
雷玉成,承 龙,李猛刚,梁申勇
(江苏大学材料科学与工程学院,江苏 镇江 212013)
MGH956合金是采用机械合金化方法制造的氧化物弥散强化(oxide dispersion strengthened,ODS)高温合金,利用纳米级的氧化物质点(如Y2O3等)对基体进行强化[1-2],具有优异的高温力学性能、高温抗氧化性能、高温抗腐蚀性能[1-4],应用于航空、航天和能源等领域.早期的研究工作[5]表明,MGH956合金TIG焊时焊缝中密布着大量的气孔,在焊接过程中容易出现焊缝处的晶粒粗大,内部缺陷较多,导致其焊接接头性能下降,因此鲜少有关于MGH956合金TIG焊的研究报道.
20世纪90年代,清华大学吴敏生教授提出超声电弧的概念[6],通过高频电流调制,使作为热源的自由电弧同时成为可控的超声发射源,使得超声波能够直接作用于熔池,其目的是希望利用超声电弧的空化和声流作用来细化焊缝组织,改善颗粒分布状态,从而改善焊接接头的组织和性能.
文中通过外加激励源方式对TIG焊电弧进行高频调制从而激发出超声电弧,并将其引入MGH956合金的TIG焊工艺中,研究不同的激励电流对焊接接头中气孔分布、晶粒组织等影响.
1 试验方法
本试验采用自制的超声频脉冲电源调制TIG电弧产生超声电弧,超声电源的激励电流和激励频率均为可调,激励电流调节范围为0~30 A,激励频率在28~80 kHz范围内变化.试验旨在研究超声激励电流对TIG焊接头的影响,因此超声频率保持不变,而施加超声激励电流分别为0,15,23以及30 A.超声频激励电源和TIG焊电源通过自行研制的隔离耦合装置连接,如图1所示.
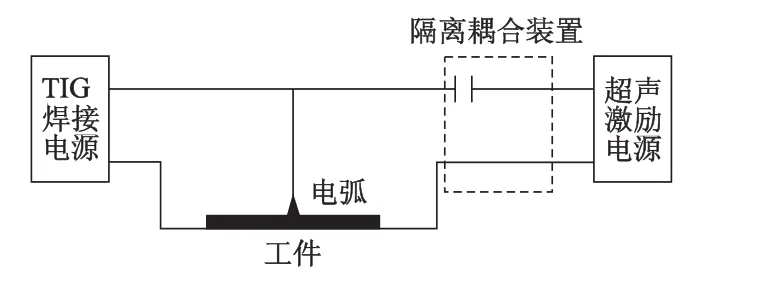
图1 超声电弧TIG焊接试验示意图
试验材料选用由北京钢铁总院研发的、板厚为1.3 mm的MGH956合金板材,加工状态:热轧、冷轧后在1350℃进行再结晶退火1 h.MGH956合金的化学成分:Cr,Al,Ti,Y,O,N,C 质量分数分别为19.640%,5.060%,0.520%,0.400%,0.220%,0.020%,0.007%.
采用线切割方法将MGH956合金加工成70 mm×35 mm×1.3 mm的板材,焊前对试件表面进行严格清理.试验中使用型号为MW3000逆变全数字化钨极氩弧焊机.钨极直径为2.4 mm,直流正接,纯度为99.9%的氩气作为保护气,气体流量为8 L·min-1,焊接电流70 A,电弧长度为4 mm,焊接速度为2 mm·s-1.主要焊接参数:电流70 A;速度2 mm·s-1;超声频率30 kHz;激励电流为0,15,23,30 A.焊接过程中加入自制的填充材料,其化学成分:Cr,Si,Ti,C,Y2O3质量分数分别为 19.00%,2.00%,0.50%,0.25%,4.00%.焊后沿焊缝横向制取金相试样,并用HNO3+HF+H2O(质量分数分别为10%,10%,80%)的腐蚀液对金相样进行腐蚀,用光学显微镜对焊缝形貌、微观组织进行观察.拉伸试验在Instron电子万能试验机上进行,拉伸速度为1 mm·min-1,并用扫描电子显微镜(SEM)观察拉伸断口.
2 试验结果及讨论
2.1 超声电弧对焊缝气孔的影响
在TIG焊时,MGH956合金的焊缝中弥散分布着大量的气孔[5],这些气孔对焊缝质量及力学性能会产生不利影响.有研究表明[7]:随着焊接电流增大、焊接速度减小,焊缝气孔量增多.因此,在保证能够焊透的情况下,本试验采用70 A的焊接电流,焊接速度为2 mm·s-1.图2为未施加超声电弧时焊缝的气孔分布图.
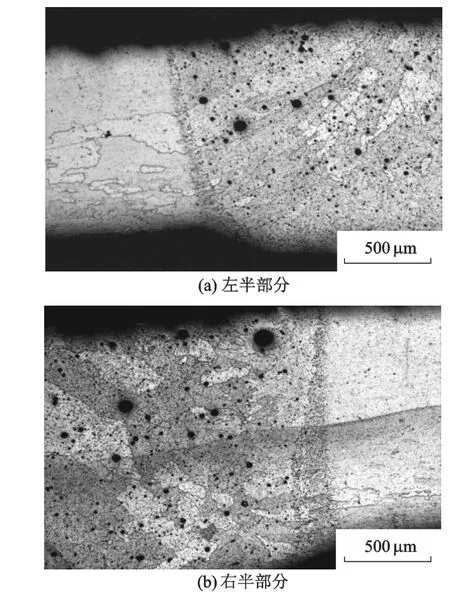
图2 未施加超声电弧焊缝气孔分布图
由图2可以看出,焊缝中密布着大量的气孔,且越接近焊缝表面,气孔数量越多、尺寸越大,在熔合线附近以及焊缝内部的粗大柱状晶上则聚集着尺寸较大的气孔.焊缝底部的气孔数量较少,尺寸也相对较小.
图3为施加不同激励电流的超声电弧的TIG焊焊缝气孔分布图.当激励电流为15 A时,焊缝整体气孔数量没有太大变化,而焊缝表面气孔尺寸明显增大.当激励电流增加到23 A和30 A时,气孔数量略微减少,而气孔尺寸明显减小,基本没有出现如图2及图3a中所示的尺寸较大的气孔.
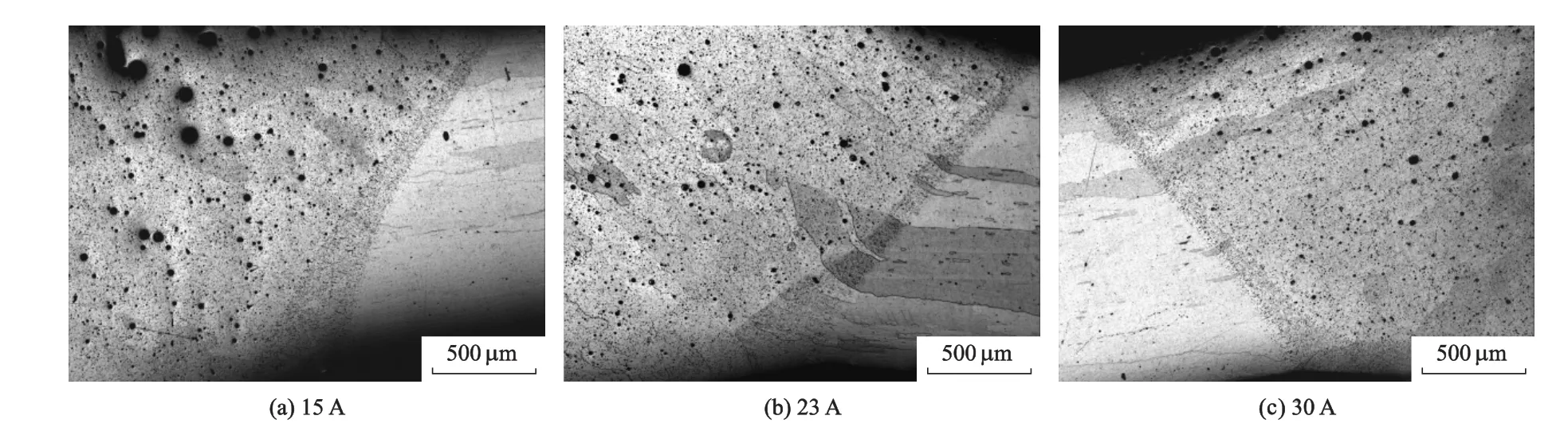
图3 施加超声电弧焊缝气孔分布图
利用超声除气主要是通过超声空化效应以及声流效应来实现的.超声空化效应产生大量空化泡,空化泡的长大是一种持续的膨胀与收缩的脉动扩散过程,当空化泡膨胀时由熔体扩散进入空化泡的气体量较大,而在收缩时扩散到熔体中的气体量较少[8-9].长大了的空化泡受到熔体浮力的作用,上浮至表面,降低了熔体中的气体含量[10].
当激励电流较小时,超声波强度较弱,超声声流效应、空化效应不明显,在熔体空化核基础上形成空化气泡较难,生成的空化泡数量较少,且生成的空化泡很难上浮到表面;当激励电流增大时,空化泡比较容易形成,空化泡数量增多,且在超声声流效应的作用下,熔池的流动性增加,小的空化泡易聚集长大形成大的空化泡,更容易浮出表面,使得焊缝内气体含量减少.另一方面,由于熔体具有较高的黏度,对高频超声波具有较强的吸收能力,会使得熔体和母材温度升高,延长了熔体处于液态的时间,更有利于空化泡的上浮.
2.2 超声电弧对焊缝晶粒大小的影响
由于TIG焊过程中整个熔池温度分布是不均匀的,在熔池的边缘处散热条件好、温度低,并有母材局部熔化的晶粒,因此很容易从熔合线处半熔化的母材部分开始结晶,与母材的晶粒取向保持一定角度生长,形成粗大的柱状晶,并沿着散热方向倾斜的延伸至焊缝内部,如图2a所示.而柱状晶晶界是杂质、偏析、气孔等的聚集地带,成分变化大,容易产生裂纹等缺陷,从而成为接头中的薄弱地带.当施加了激励电流为23 A的超声电弧时,从图3b中可以很明显地看出,粗大的柱状晶在熔合线附近就被打断了;而激励电流增大到30 A时,虽然也还有柱状晶穿过熔合线生长,但其尺寸与未施加超声电弧时相比,已经明显细化,如图3c所示.
图4为不锈钢的Fe-Cr相图,MGH956合金中Cr质量分数为20%,从图中可以看出,焊缝冷却过程中,从液相中直接析出铁素体组织,不发生奥氏体转变,焊接过程中晶粒容易粗大.
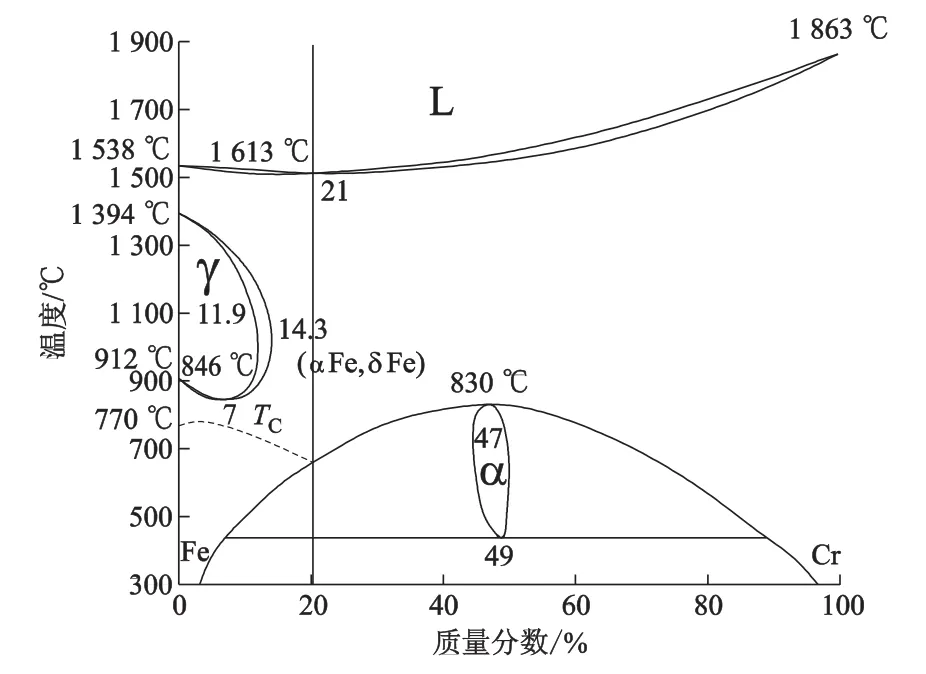
图4 Fe-Cr相图
图5为施加超声电弧前后焊缝微观组织的对比图.由图5a可见,焊缝晶粒成比较粗大的长条状分布,而当施加激励电流为15 A的超声电弧时,粗大的条状晶粒消失了,出现了粗大的等轴晶(图5b).当激励电流增大到23 A时,粗大的等轴晶进一步细化,且细小的等轴晶分布比较均匀,如图5c所示.而在图5d中可以看到,随着激励电流增大到30 A,等轴晶数量减少,且尺寸更为粗大.
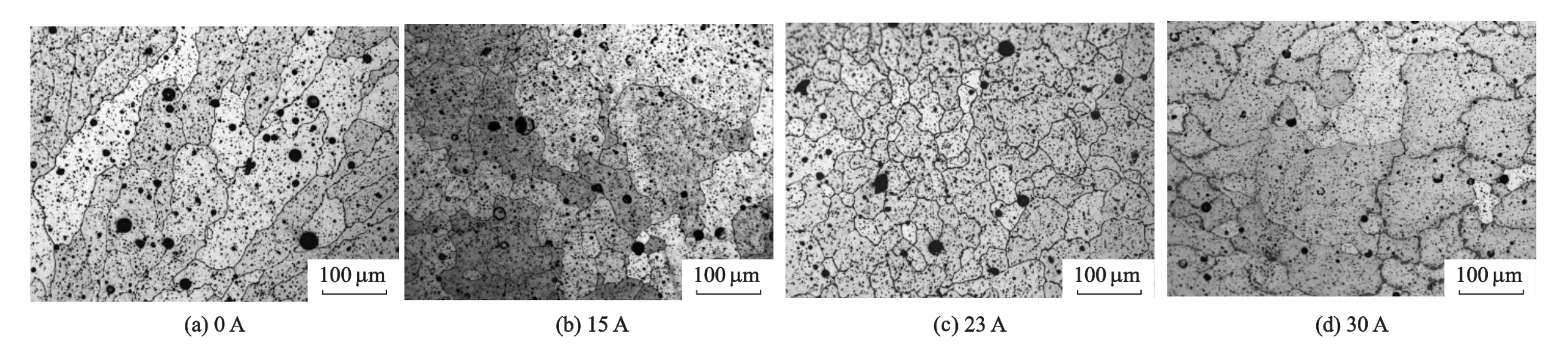
图5 焊缝微观组织
从图5中可以发现,施加超声电弧后,熔池的结晶形式由以柱状晶为主转变为以等轴晶为主,并且出现了晶粒细化现象,组织分布较未加超声前更加均匀.这是由于超声电弧的声流效应、机械搅拌等引起金属熔池内部液态金属的强烈对流,这种强烈的对流作用会将正在结晶长大的柱状晶击碎,而被击碎的晶粒又可作为新的晶核,同时在超声的对流作用下,这些被击碎形成的新晶核弥散的分布在液态熔池中.另一方面,超声能够促进熔体和母材中的热传导过程,使熔池中液态金属的温度趋于一致,这样就更有利于等轴晶晶粒的形核长大.
此外,在焊接过程中,熔池中存在着大量微小的气泡,这就为产生超声空化效应提供了条件.超声的空化作用将熔池中的小气泡激起、振动、生长、收缩以及击碎[11],这些小气泡在闭合瞬间会释放能量,从而在液态熔体中产生局部的高温高压和冲击波,这些冲击波的能量足以将已经形成的晶粒击碎成几小块,进而达到细化晶粒的目的.但是由于金属熔体的黏滞性,对超声波具有较强的吸收能力,超声振动不断被液态金属吸收转化成热能,提高液态金属的过热度[12-13],超声激励电流越大,其热效应也显著增大,当激励电流达到30 A时,液态金属吸收的热能过多,焊接热输入过大导致等轴晶晶粒过分粗化,如图5d所示.
2.3 超声电弧对焊接接头性能的影响
分别对未加超声电弧以及加入不同激励电流的超声电弧时得到的焊接接头进行拉伸试验,拉伸试样参照国家标准GB/T 228—2002制取,室温下在Instron电子万能试验机上进行拉伸试验,拉伸速度为1 mm·min-1,拉伸结果:母材,抗拉强度 720 MPa;激励电流 0,15,23,30 A,抗拉强度分别为595,568,623,601 MPa.
对比结果可知,当未加入超声电弧时,接头抗拉强度为595 MPa,达到了母材强度的82%左右.在一定范围内,随着激励电流的增大,接头强度也随之增大.激励电流为15 A时,焊缝内部仍然存在着大量的气孔,数量和尺寸都没有减小,并且晶粒尺寸比较粗大,超声电弧的作用效果不是很明显.当激励电流增大到23 A时,气孔数量和尺寸发生了明显的减小,并获得了细小的等轴晶粒,抗拉强度达到了623 MPa,比未加超声电弧的接头强度增加了4.5%左右,达到了母材强度的86.5%.在激励电流为30 A时,虽然焊缝中的气孔进一步减少,但是由于焊缝热输入量的增加,焊缝晶粒粗大,抗拉强度增大效果并不明显.
在拉伸试验中,各个试样均在焊缝处发生断裂.利用扫描电子显微镜(SEM)观察拉伸试样的断口形貌,如图6所示.
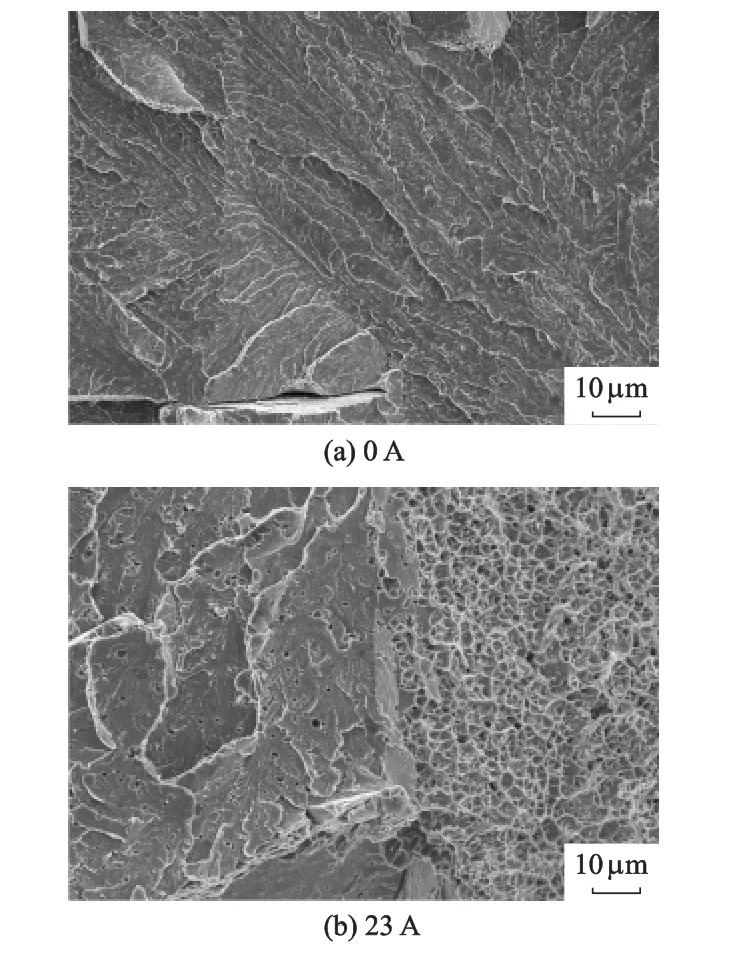
图6 焊缝拉伸断口形貌
由图6a可知未加入超声电弧时,断口为非常典型的河流状脆性穿晶解理断面,为完全的脆性断裂,这与田耘,淮军锋等[5,14]的研究结果一致.当加入激励电流为23 A的超声电弧时(图6b),拉伸断口出现了大量的韧窝,部分区域塑性变形痕迹非常明显,可以认为断裂特征为脆性-韧性混合断裂.
3 结论
1)TIG焊过程中施加超声电弧对焊缝气孔的分布有着一定的影响,随着激励电流的增加,气孔尺寸明显减小,而气孔数量也减少.
2)超声电弧能够打断或者细化熔合线附近粗大的柱状晶的生长.
3)超声电弧能够将焊缝中粗大的条状晶粒击碎,在超声空化效应、声流效应等的作用下,生成细小的等轴晶.当激励电流达到30 A时,过大的热输入量使得等轴晶粒过分粗化.
4)超声电弧能够改善焊接接头的拉伸性能.当施加激励电流为23 A的超声电弧时,比未加入超声电弧的接头强度增加了4.5%左右,能够达到母材强度的86.5%.断口分析表明,断口由完全的脆性断裂转变为脆性-韧性混合断裂形式.
References)
[1]柳光祖,田 耘,单秉权.氧化物弥散强化高温合金[J].粉末冶金技术,2001,19(1):20 -23.Liu Guangzu,Tian Yun,Shan Bingquan.Oxide dispersion strengthened super alloys[J].Powder Metallurgy Technology,2001,19(1):20 -23.(in Chinese)
[2]Gao Z Y,Han F S,Wu J,et al.Mechanism of void formation in grain interior of ODS alloys[J].Journal of Alloys and Compounds,2006,419:126 -132.
[3]Pint B A,Wright I G.Long-term high temperature oxidation behavior of ODS ferritics[J].Journal of Nuclear Materials,2002,307:763 -768.
[4]崔 超,黄 晨,苏喜平,等.快堆先进包壳材料ODS合金发展研究[J].核科学与工程,2011,31(4):305-309.Cui Chao,Huang Chen,Su Xiping,et al.R&D on advanced cladding materials ODS alloys for fast reactor[J].Chinese Journal of Nuclear Science and Engineering,2011,31(4):305 -309.(in Chinese)
[5]淮军锋,郭万林,李天文,等.氧化物弥散强化高温合金MGH956的基本焊接性研究[J].材料工程,2008(9):52-55.Huai Junfeng,Guo Wanlin,Li Tianwen,et al.Weldabilities of the oxide-dispersion-strengthened superalloy MGH956[J].Journal of Materials Engineering,2008(9):52 -55.(in Chinese)
[6]Zhang Chunlei,Wu Minsheng,Du Jinglei.Improving weld quality by arc-excited ultrasonic treatment[J].Tsinghua Science and Technology,2001,6(5):475 -478.
[7]雷玉成,任闻杰,谢伟峰,等.氧化物弥散强化MGH956合金TIG焊缝气孔问题分析[J].焊接学报,2011,32(11):1 -4.Lei Yucheng,Ren Wenjie,Xie Weifeng,et al.Study on pores in TIG welding of oxide dispersion strengthened(ODS)alloys MGH956[J].Transactions of the China Welding,2011,32(11):1 -4.(in Chinese)
[8]Meidani A R,Hasan M.A study of hydrogen bubble growth during ultrasonic degassing of Al-Cu alloy melts[J].Materials Processing Technology,2004,47:311 -320.
[9]Xu Hanbing,Jian Xiaogang,Thomas T M.Degassing of molten aluminum A356 alloy using ultrasonic vibration[J].Materials Letters,2004,58:3669 -3673.
[10]李晓谦,陈 铭,赵世琏,等.功率超声对7050铝合金除气净化作用的试验研究[J].机械工程学报,2010,46(18):41-45.Li Xiaoqian,Chen Ming,Zhao Shilian,et al.Experimental research on the effect of power ultrasonic on the degassing process of 7050 aluminum melts[J].Journal of Mechanical Engineering,2010,46(18):41 - 45.(in Chinese)
[11]Zhang Chunlei,Wu Minsheng,Hong Yuping.Effects of arc-excited ultrasonic on microstructures and properties of weld[J].Transactions of Nonferrous Metals Society of China,2000,10(6):712 -716.
[12]Li Junwen,Momono T,Fu Ying,et al.Effect of ultrasonic stirring on temperature distribution and grain refinement in Al-1.65%Si alloy melt[J].Transactions of Nonferrous Metals Society of China,2007,17:691 -697.
[13]何龙标,李路明,吴敏生.电弧超声对焊接过程热量传递的影响[J].中国机械工程,2010,21(2):225-228.He Longbiao,Li Luming,Wu Minsheng,et al.Effect of arc ultrasonic on welding heat transfer process[J].China Mechanical Engineering,2010,21(2):225 -228.(in Chinese)
[14]田 耘,郭万林,杨 峥,等.MGH956合金板材电子束和氩弧焊的接头组织与性能研究[J].航空材料学报,2011,31(4):33 -38.Tian Yun,Guo Wanlin,Yang Zheng,et al.Microstructures and properties of MGH956 sheet joints with EB and TIG welding methods[J].Journal of Aeronautical Materials,2011,31(4):33 -38.(in Chinese)
猜你喜欢
钢铁钒钛(2023年5期)2023-11-17 08:48:34
材料工程(2017年6期)2017-06-22 13:33:24
厦门理工学院学报(2016年1期)2016-12-01 04:50:53
科技创新与应用(2016年5期)2016-10-21 09:06:26
中国新技术新产品(2016年6期)2016-05-14 16:10:33
水利科技与经济(2016年7期)2016-04-25 13:03:00
焊接(2016年10期)2016-02-27 13:05:32
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年9期)2015-07-18 11:03:51
上海金属(2014年4期)2014-12-15 10:40:30