
车床尾座摇轮钻孔计数器的设计
2013-08-22 07:34季进军
制造业自动化 2013年1期
叶 畅,季进军
(淮安信息职业技术学院,淮安 223003)
0 引言
手动钻孔,是在普通车床乃至数控车床中主要使用的钻孔方式。车床手动钻孔时,我们一般不是一直看套筒伸出刻度,而是根据尾架摇轮旋转的圈数来估算钻头深入的深度,不同机床每旋转尾架摇轮一圈钻头进的深度不同,一般是每圈5mm或每圈10mm。但我们在旋转尾架摇轮时经常因为深度太深、旋转的圈数太多而致使所旋转的圈数记不清,还要反复对照刻度,很麻烦。
本文介绍的车床尾座摇轮计数器,是专为尾座摇轮时自动计数的,机械化设计,结构简单,操作容易,无能耗,免于摇轮时人工计数圈的麻烦,使钻孔工作更加方便快捷。
1 技术方案
在车床尾座摇轮上安装计数器,计数器包括不完全齿轮、完全齿轮、双面齿轮、齿轮和小齿轮,不完全齿轮、双面齿轮和齿轮同轴安装在车床尾架摇轮的摇轮轴上,不完全齿轮上只有一个拨齿,双面齿轮的A面上也只有一个拨齿,双面齿轮的B面上分布若干小齿,不完全齿轮的拨齿啮合完全齿轮,完全齿轮同时啮合双面齿轮的B面的小齿,双面齿轮的A面的拨齿啮合小齿轮,小齿轮同时啮合齿轮。
其中,双面齿轮和齿轮上分别设心形凸轮,计数器表面上的清零拨块配合心形凸轮。
钻孔时,摇动车床尾架摇轮的摇臂,不完全齿轮与摇轮轴同转,当车床尾架摇轮的摇臂旋转一周,不完全齿轮也随之旋转一圈,不完全齿轮上的拨齿拨动完全齿轮旋转1个齿,同时完全齿轮拨动双面齿轮的B面小轮旋转360°,刚好转过双面齿轮上的一个数字,当双面齿轮旋转一圈时,双面齿轮的拨齿拨动小齿轮,小齿轮带动齿轮旋转360°,刚好也是转过1个数字,从而实现2位数记数;双面齿轮和齿轮都附加了心形凸轮,心形凸轮通过拨动块拨动,实现手动清零。
2 结构
图1为计数器的整体剖视示意图。
图2为图1的计数器外观示意图。
图3为图1的不完全齿轮示意图。
图4为图1的完全齿轮示意图。
图5为图1的双面齿轮示意图。
图6为图5的双面齿轮的A面示意图。
图7为图5的双面齿轮的B面示意图。
图中:1不完全齿轮,2完全齿轮,3双面齿轮,4齿轮,5小齿轮,6车床尾架摇轮,7计数器,8摇轮轴,9、10拨齿,11小齿,12心形凸轮,13清零拨块。
3 工作原理
如图1~7所示,在车床尾架摇轮6上安装计数器7,计数器7 包括不完全齿轮1、完全齿轮2、双面齿轮3、齿轮4和小齿轮5,不完全齿轮1、双面齿轮3和齿轮4同轴安装在车床尾架摇轮6的摇轮轴8上,不完全齿轮1上只有一个拨齿9,双面齿轮3的A面上也只有一个拨齿10,双面齿轮3的B面上分布若干小齿11,不完全齿轮1的拨齿9啮合完全齿轮2,完全齿轮2同时啮合双面齿轮3的B面的小齿11,双面齿轮3的A面的拨齿10啮合小齿轮5,小齿轮5同时啮合齿轮4。
其中,双面齿轮3和齿轮4上分别设心形凸轮12,计数器7表面上的清零拨块13配合心形凸轮12。
钻孔时,摇动车床尾架摇轮6的摇臂,不完全齿轮1与摇轮轴8同转,当车床尾架摇轮6的摇臂旋转一周,不完全齿轮1也随之旋转一圈,不完全齿轮1上的拨齿9拨动完全齿轮2旋转1个齿,同时完全齿轮2拨动双面齿轮3的B面小轮11旋转360°,刚好转过双面齿轮3上的一个数字,当双面齿轮3旋转一圈时,双面齿轮3的拨齿10拨动小齿轮5,小齿轮5带动齿轮4旋转360°,刚好也是转过1个数字,从而实现2位数记数;双面齿轮3和齿轮4都附加了心形凸轮12,心形凸轮12通过拨动块13拨动,实现手动清零。

图1 整体剖视图
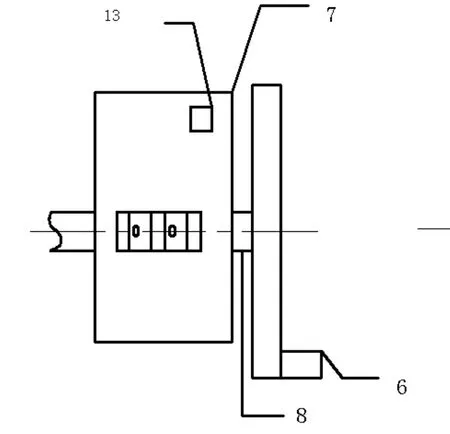
图2 计数器整体外观图

图3 齿轮1

图4 齿轮2

图5 齿轮3

图6 齿轮3
4 结束语
车床尾座摇轮钻孔计数器结构简单,机械化设计,操作容易,无能耗,作为机床的配套产品,为机床的智能化改型提供基础。
[1] 机械设计手册编委会.机械设计手册[M].北京:机械工业出版社,2004.
[2] 机床设计手册编写组.机床设计手册[M].北京:机械工业出版社,1979.
猜你喜欢
山东冶金(2022年2期)2022-08-08
内燃机与配件(2022年2期)2022-01-17
小资CHIC!ELEGANCE(2020年28期)2020-09-17
装备制造技术(2020年12期)2020-05-22
少儿科学周刊·少年版(2020年9期)2020-03-04
意林(儿童绘本)(2019年2期)2019-03-12
小学生优秀作文(低年级)(2018年6期)2018-05-19
电子制作(2017年20期)2017-04-26
知识就是力量(2014年1期)2014-02-21
兵器装备工程学报(2012年2期)2012-07-02
