
异型石材车铣复合加工中心专用后置处理算法及程序研究
2013-08-22 07:34:30吴玉厚赵德宏姚和川
制造业自动化 2013年1期
吴玉厚,刘 岩,陆 峰,肖 楠,赵德宏,姚和川
(1.沈阳建筑大学 交通与机械工程学院,沈阳 110168;2.大连理工大学 机械工程学院,大连 116024;3.沈阳新松机器人自动化股份有限公司,沈阳 110168)
0 引言
后置处理是连接计算机辅助制造(CAM)与数字化加工制造的纽带,尤其是在自动化编程技术在多轴加工中的应用日趋广泛的今天,后置处理更是成为数字化制造过程中不可或缺的重要组成部分,如果搭建的不好,不仅会影响加工质量和效率,还会引发重大生产事故;由于自动化编程所生成的加工刀具路径是不能被数控机床所识别的,需要将刀位文件中的刀心坐标和刀轴矢量等信息利用适合特定机床的后置处理算法及程序进行转换,使其能够生成被特定机床所能识别的数控加工程序,这种刀位信息的处理过程就是我们通常所说的后置处理;除了对刀位文件中的刀心坐标和刀轴矢量进行特定转换,优秀的后置处理程序还应该使加工设备的功能优势得到最大的发挥,减少现场操作时间(最好生成的数控程序能直接输入数控系统中进行零件的加工而不需要任何辅助性操作),提高加工质量和效率等特点,例如:空间位置与误差补偿,刀具长度补偿,运动性能的平稳性与可靠性以及能够针对不同来源的刀位文件进行处理等功能。
针对通用结构的数控机床,利用通用后置处理软件可以进行搭建,但是随着数控加工装备的结构复杂化、运动形式多样化、多功能复合集成化等趋势,针对类似的专用化数控机床,其后置处理程序还是需要进行专门的定制,商用CAM通用后置处理有时是无能为力的。
本文主要是针对自主研发的HTM50200异型石材多功能数控车铣复合加工中心的专用后置处理算法及其程序进行研究,并利用此专用后置处理对三维雕塑(弥勒佛)的刀位文件进行处理,对其处理结果进行仿真和加工,通过对理论模型与实际模型的对比检测分析,验证了该后置处理算法及程序的正确性和可行性。
1 HTM50200异型石材车铣加工中心结构特性
HTM50200异型石材车铣加工中心采用动龙门结构,如图1所示;具有八轴双五联动加工能力,能实现对复杂异型石材制品的加工;根据加工中心的联动轴数可以将加工中心分为四个模块,主要包括:三轴加工模块、四轴加工模块(立式四轴和卧式四轴)、五轴加工模块(立式五轴与卧式五轴)以及车削模块,其中:车削模块与金属车削是有区别的,金属车削是通过工件以一定的转速旋转,刀具固定在刀架上,通过刀架在平面中对工件的外部轮廓进行两坐标联动插补运动,最终将工件的轮廓加工出来;而在异型石材回转体车削中,由于石材的切削工艺与金属切削工艺的不同,刀具是采用绕刀具轴旋转的金刚石锯片,而在XOZ平面中对异型石材回转件的轮廓进行两坐标插补运动时,刀具与工件分别以一定的转速进行相对转动(其中,工件转速/刀具转速<1,且因石材材质不同,工件与刀具的转速比也不一样)来实现对石材制件的加工,各功能模块的组成,如图2所示。

图1 HTM50200异型石材数控加工中心结构
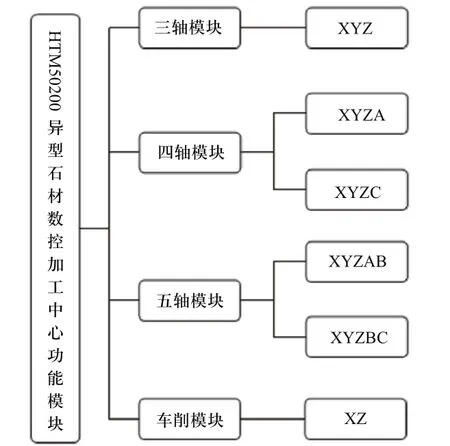
图2 HTM50200各功能模块组成
2 HTM50200专用后置处理算法
本文以五轴加工模块中的卧式五轴为例,给出HTM50200卧式五轴加工模块专用后置处理算法;通过对复杂石材制品利用CAD/CAM软件进行五轴加工路径编程,生成刀位文件并对刀位文件中所包含的位置坐标和刀轴矢量坐标按照特定的算法进行坐标信息转化;根据卧式五轴加工模块的结构和运动特性,工件坐标系、刀具坐标系与机床坐标系的各个坐标轴是平行的,设工件坐标系原点Ow在机床坐标系中的位置坐标设为(xm, ym,zm),摆长为L,刀具偏置为Toset,工件坐标系中任意位置坐标为),刀轴矢量为),求解工件坐标系中的刀尖点坐标在刀具绕刀心点旋转角度B,工件绕C轴旋转角度C之后的刀心点在机床坐标系中的坐标),其中的值根据加工中心各功能模块的实际装配情况进行确定。
2.1 旋转角度的计算


图3 旋转角度计算示意图

图4 旋转角度计算空间位置规定
算法实现过程:假如刀轴矢量处于第二象限中,且刀具路径的初始旋转方向为顺时针(实际卧式工作台旋转方向为逆时针),即:ΔC<0,规定处于第二象限中的初始刀轴矢量转换成机床角度坐标为负值;路径继续顺时针旋转,当路径旋转到第一象限时,对刀具路径进行标记,标记的主要目的是当刀轴矢量处于第一象限时,如果其再次旋转至第二象限,就输出负值,即:规定C角输出值为 - q ,当刀轴矢量处于第三象限时,如果继续旋转至第二象限,则规定C角输出正值,其他情况以此类推;
B角的计算如下:

2.2 线性坐标的计算
根据卧式五轴加工模块的结构和运动特性,在工件坐标系中的刀心点坐标经过卧式工作台和刀具分别绕其各自的旋转中心(工作台绕其轴线、刀具绕其刀心点)旋转之后,工件坐标系中任意刀心点在机床坐标系下的机床坐标的转换过程如下。

图5 线性坐标变换计算

2)在刀具坐标系中,刀具摆动中心绕OtXt旋转B角,坐标变换矩阵为:

3)将刀具摆动中心转换到工件坐标系中刀心点坐标的坐标变换矩阵为:

4)将工件坐标系中的坐标转换到机床坐标系中的坐标变换矩阵为:

根据矢量关系,得到经过工作台与刀具绕旋转中心进行旋转变换后的机床坐标系中的坐标与工件坐标系中坐标的转换向量关系式为:

对上述表达式进行展开化简可得实际加工中机床坐标系中的坐标:

3 HTM50200异型石材数控加工中心后置处理功能及框架结构
HTM50200异型石材数控加工中心后置处理功能主要包括:1)处理不同来源的CLSF文件功能;2)后置处理参数设置;3)后置处理算法判断功能;4)刀长补偿功能;5)RTCP功能;6)数据转换功能;7)非线性误差处理校核与处理功能;8)进给速度校核与处理功能;9)数据显示与存储功能;10)其他功能;其中后置处理判断功能是根据刀位信息中刀轴矢量所在象限判断采用哪一种角度规划算法,后置处理参数设置是根据加工中心的实际情况进行原点偏置设置,刀具偏置设置,刀具磨损量设置等,目的是为了能够使处理出来的数控加工程序在输入加工中心后不需要进行额外的操作,减少操作员的工作量,提高加工效率,保证加工质量;加工中心专用后置处理的框架结构,如图6所示。后置处理过程采用对刀位文件中的每一段刀位信息进行读取,然后根据具体的算法进行坐标转换、标识辅助指令信息处理、格式转换等,直到读取刀位文件信息结束,将数控程序进行显示并存储在数控程序库中;采用C++面向对象的编程技术编制HTM50200专用后置处理程序,实现CAD/CAM软件编写出来的刀位文件与HTM50200异型石材数控加工中心及数控程序之间的无缝连接与转换。
另外,采用面向对象编程技术使得对HTM50200专用后处理程序中的功能完善非常有利,同时,对于具有其他机械结构的机床改变算法就可很好的适应之。

图6 HTM50200后置处理流程图
4 HTM50200专用后置处理算法实例验证
通过使用CAD/CAM软件对立体雕塑(弥勒佛)进行刀具路径编程,生成刀位文件(CLSF),并通过上述专用后置处理程序进行处理,获得适合HTM50200数控加工中心的数控程序如表1所示,并通过专用仿真软件进行计算机虚拟仿真验证,其仿真结果满足理论要求,没有碰撞和过切等现象发生,如图7所示,同时又针对处理出来的数控加工程序,利用HTM50200异型石材数控加工中心进行试验切削,并对理论模型与实际模型进行对比检测分析如表2所示,得出试验切削效果与仿真结果一致,达到了加工的预期目标,加工质量良好,如图8所示。
5 结论
1)针对HTM50200异型石材数控加工中心,根据其各个功能模块的机械结构及其运动关系,研究其后置处理算法,为后续的专用后置处理程序的编制作了理论基础;2)通过对过象限及旋转角度输出不确定性问题进行研究,提出采用五象限制法对旋转角度进行合理规划,解决了旋转角度值的输出不确定性问题;3)采用C++面向对象的编程技术,编写HTM50200异型石材数控加工中心专用后置处理程序,并利用其对标准的APT刀位文件(CLSF)进行处理,获得符合HTM50200数控加工中心控制系统要求的数控加工程序,通过对NC程序进行计算机虚拟仿真验证、试验切削验证及对理论模型与实际模型的对比检测分析,结果表明此后置处理算法是有效可行的,样件加工质量满足加工要求。
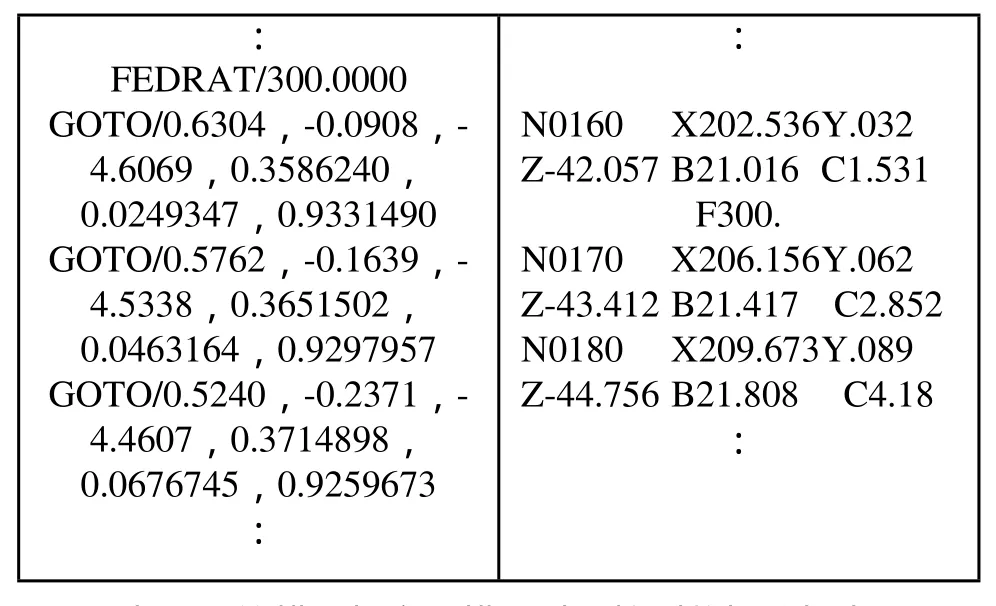
表1 来源于CAD/CAM软件的CLSF文件与经过专用后置处理程序的数控程序

表2 理论模型与实际模型对比检测数据分析表(部分分析数据)


图7 弥勒佛理论模型与仿真模型

图8 弥勒佛实际加工样件
[1] 刘雄伟,张定华,王增强,等.数控加工理论与编程技术[M].北京:机械工业出版社,2000.
[2] 张贺,吴玉厚,冯松涛,等.基于UG/POST的异型石材数控加工中心SYH4608专用后处理器研究[J].制造业自动化,2010,32(10):20-23.
[3] 葛振红,姚振强,赵国伟.非正交五轴联动数控机床后置处理算法[J].机械设计与研究,2006,22(2):79-81.
[4] Tung,Chieh,Tso,Pei-Lum.A generalized cutting location expression and postprocessors for multi-axis machine centers with tool compensation,International Journal of Advanced Manufacturing Technology,2010,50(9-12):1113-1123.
[5] 丁勇,耿小强,陈刚.一种特殊结构的五轴数控机床的后置处理算法与软件实现[J].CAD/CAM与制造业信息化,2005,(1):77-78.
[7] Barbara Johnston著,曾葆青,等,译.现代C++程序设计[M].北京:清华大学出版社,2005.
[8] Y.H.Jung,D.W.Lee,J.s.Kim,H.S.Mok.NC postprocessor for 5-axis milling machine of tablerotating/tilting type[J],Journal of Materials Processing Technology,2002,(130-131):641-646.
[9] R.S.Lee,C.H.She.Developing a postprocessor for three types of five-axis machine tools[J].The International Journal of Advanced Manufacturing Technology,1997,13(9):658-665.
[10] 刘日良,张承瑞,宋现春,等.5轴数控机床坐标系统的一个特例及其后置处理方法[J].机械设计与制造工程,2002,31(3):61-62.
猜你喜欢
机械研究与应用(2023年6期)2024-01-12 06:07:10
石材(2020年12期)2021-01-15 00:16:34
石材(2020年7期)2020-08-24 08:27:54
石材(2020年6期)2020-08-24 08:26:52
石材(2020年5期)2020-07-27 01:50:06
制造技术与机床(2019年12期)2020-01-06 03:18:24
制造技术与机床(2019年6期)2019-06-25 10:18:00
环境科技(2016年4期)2016-11-08 12:19:04
现代工业经济和信息化(2016年4期)2016-05-17 05:35:40
国际感染病学(电子版)(2016年2期)2016-03-09 04:35:56
