基于机器视觉的铣刀几何参数测量
2013-08-20 04:57:38王世勇董志鹏
电子设计工程 2013年8期
汪 迪,叶 峰,王世勇,董志鹏
(华南理工大学 机汽学院,广东 广州 510640)
2011年,全球著名PCB市场分析机构prismark公司对未来PCB市场的未来发展做出了重要预测,在经历了2009年的衰退时,2010年将迎来新一轮的成长期,虽不会出现高速增长态势,但未来发展的特点仍将是平稳增长,与此同时,对于PCB制作过程中需要的硬质合金刀具的需求量也将越来越大。
国内最大的硬质合金刀具金洲精工,随着订单数量的增加,对刀具加工的自动化设备要求越来越高,对刀具加工的效率和质量都提出了更高的要求,结合当今迅速发展的机器视觉技术,PCB加工所用的铣刀刀具自动加工检测设备的研究有了新的突破。基于机器视觉的影响测量技术由于其具有非接触、精度高、柔性好、速度快的特点,被广泛运用于工业控制检测领域,对于提高装备制造业水平具有重要意义。基于机器视觉的自动影像测量相比传统的测量技术,具有以下优点:
1)提高测量精度
随着工业相机,光学镜头,图像采集设备等在硬件上的提升,使得获得图像的信息比传统方法更多,更精确。
2)提高了图像的质量
随着数字图像处理技术在理论上的不断完善,可以明显改善图像处理的结果,甚至可以检测到传统方法无法测量的物理量。
3)减小系统误差
用数字图像处理技术可以实现对成像系统的高精度标定和误差修订,为高精度测量提供坚实的基础。
4)自动化程度高
目前该领域的中高端设备基本被国外厂商垄断,国内的测量仪器基本靠手动完成,最多只是处于半自动化状态,没有实现真正意义的自动化,手动测量的效率和可靠性都不高,很难适应制造业大批量产品的测量。
随着PCB集成度的增长,所用的铣刀刀具直径不断减小,机器视觉技术的优势将得到更大程度上地发挥。影像检测技术必将受到越来越广泛地重视。
1 检测系统的组成与工作原理
1.1 检测方案设计
图1是测量系统的结构示意图,从图1可见,该测量系统主要由照明系统,光学成像系统,机械运动系统等部分组成。照明系统主要由光源,光源控制器,开关电源构成,光学成像系统由变焦镜头,面阵相机(CCD)以及图像采集卡构成,机械运动系统由工作台,立柱,Z轴运动部件,底座,支撑座和伺服运动系统等构成。
光学成像系统所采用的主要部件为:相机是高解析逐行扫描,型号是VCC-870,分辨率达到145万像素,解析度为:1 392(水平)*1 040(垂直)像素。 镜头采用 Navitor的 12倍的变焦镜头,工作距离是86 mm,视野为13.79~1.14 mm,在低放大倍率下,特征尺寸为9.26 mm,像素尺寸为2.69 μm,景深为2.98 mm;在高放大倍率下,特征尺寸为1.67 mm,像素尺寸为5.83 μm,景深为0.1 mm.图像的采集基于型号为Foresight I-75,PCI插槽的模拟图像采集卡,具有四路模拟输入,带宽100 MHz.

图1 测量系统示意图Fig.1 Sketch of measurement system
1.2 系统工作原理
待检测的螺旋铣刀,能有效抑制板边毛刺产生,适用于表面带铜箔板的加工,待检测的项目主要包括两个方面:1)螺旋槽的长度(刃长)变化量;2)鱼尾槽的角度变化量;3)切削刃的间距大小。该系统的基本工作原理是:将加工好的铣刀置于物镜的正下方 ,被加工面朝上,调整好镜头的倍率,光圈,工作距离以及光源的强度,正确聚焦后,通过CCD面阵相机获取到铣刀刃面图像的模拟信号,图像采集卡将采集到模拟信号量化成数字信号并传入计算机,由上位机的软件对图像进行处理,根据相应的需求,设计不同的算法,完成对铣刀刃面的表面质量和几何形状进行检测。
2 照明装置的设计及刃面图像的获取
照明对图像检测起着至关重要的影响,照明系统选择合适,将会对图像处理起到事半功倍的效果,因为高质量的图像采集,可方便对后续的图像处理,对图像检测十分有利。
3 检测过程算法分析
1971年R.Kirsch提出了一种边缘检测的新方法:它使用了8个模板确定梯度和梯度的方向,是一种最佳匹配的边缘检测,用M1~M8分别与图像的各对应元素相乘,去计算该结果的最大值作为中央像素的强度边缘。8个卷积核形成了Kirsch算子,图像的每个像素都用这8个掩模进行卷积,每个掩模都是对某个特定边缘方向做出最大响应,所有8个方向的最大值作为该点的输出值,实际使用的8个模板为:

图2 照明系统下的铣刀径向与轴向图Fig.2 Radial and axial image of milling cutter with the illuminating system
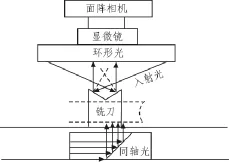
图3 照明原理图Fig.3 Sketch of illuminating principle
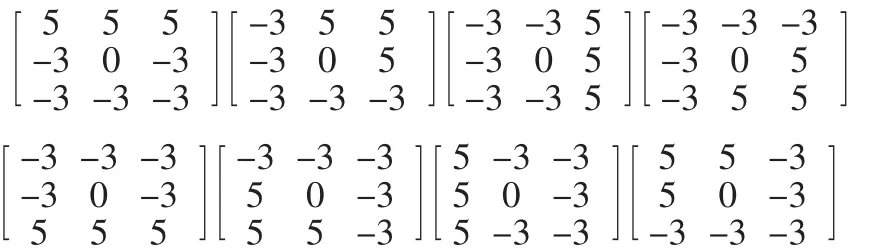
在进行边缘提取时,将上述模板分别与图像中的一个3*3区域相乘,选取输出值为最大的模板,把这个最大值作为该区域中心像素点上的边缘强度,通过图像预处理及kirsch边缘检测提取的边缘点是一个像素宽度的边缘。
由于测量精度要求的不断提高,像素级精度已经不能满足实际测量的需要,因此亚像素边缘检测的算法被提出,最近几年有不少学者提出了研究各种亚像素算法,较为典型的有矩方法,插值法和拟合法。Tabatabai等首先提出利用前三阶灰度矩对边缘进行亚像素边缘定位,随后基于空间矩,Zernike正交矩的方法也相继提出。在数字图像处理技术中,矩是作为数字图像灰度直方图的统计特征量出现的。从另一个角度看,也可以把矩理解为原图像函数在新的坐标空间的展开,即一个分段连续有界函数可以用其矩族唯一表示。
将一维连续函数f(x)的p阶空间矩和灰度矩分别定义为

一维边缘检测的理想阶跃模型可认为是由一系列具有灰度h1和一系列具有灰度h2的像素相接构成。这种模型可以用边缘位置k,边缘两侧的灰度值h1和h23个参数来决定,图4中的离散点为实际边缘,这线为理想边缘。
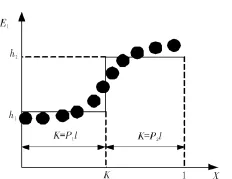
图4 一维边缘检测Fig.4 One dimensional edge detection
设u(x)为理想阶跃函数,则一维理想边缘函数可表示为:

假设灰度值为h1和h2的像素点数在整个边缘上所占的比例分别为p1和p2,则二者满足以下关系:

设单调序列 gj(j=1,2,…,n)为实际边缘点的灰度值,则该序列的前三阶灰度矩满足下式:

式中,n为整个实际边缘所占的像素总数,因此有p1=k/n。
以上3个方程式中包含了3个未知数p1、h1和 h2,联立求解式(3)、(4)、(5)可得

其中,

由式(10)可得到边缘位置为

4 实验结果与分析
利用本研究所设计的自动光学检测系统对直径为3.175 mm的铣刀进行图像采集,图像大小为,利用kirsch算子进行图像边缘提取,并采用空间矩的亚像素细分法进行边缘的精确定位,再采用最小二乘法等算法对铣刀刃面尺寸和缺陷进行检测,检测指标如图5所示。在上述相同的实验条件下,对200件用人工显微镜检测,直径为3.175 mm的铣刀合格品,采用该自动光学检测方法检测,结果为198件合格,2件不合格,对比结果表明,自动光学方法的准确率达到了99%,加工后铣刀切削刃标准间距0.160±0.01 mm,螺旋槽标准长度 12.500±0.01 mm,过切标准角度为 138.1°±0.1°检出精度均达到了0.01 mm,过切角度达到0.1°对随机抽取的10支做出数据统计得出表1及图6.
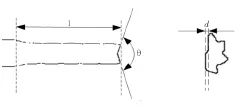
图5 检测指标示意图Fig.5 Detection indicator diagram
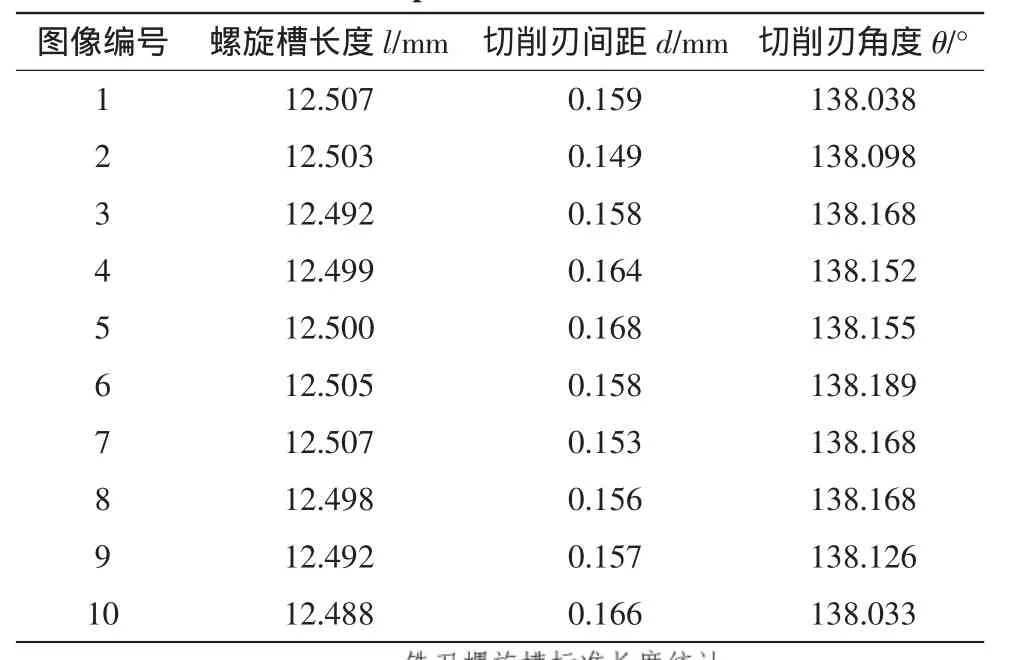
表1 刃面检测结果Tab.1 Inspection results of blades

图6 刃面检测软件统计Fig.6 Blade surface detection software statistics
5 结束语
本研究所设计的照明装置能够得到高质量,形变小的铣刀刃面图像,所采用的边缘检测算法以及亚像素边缘定位算法,能够获得亚像素的边缘精确定位,提高了检测精度,降低了生产成本,使铣刀的检测由人工抽检变成机器普检成为可能,具有实际应用的意义。
[1]Hecht O,Dishon G,Automatic optical inspection (AOI)[C]//Proc Electronic Compon Conf, Las Vegas, NV:IEEE,1990:659-661.
[2]Smith S M ,Brady J M.SUSAN—a new approach to low level image processing[J].Int Journal of Computer Vision,1997,23(1):394-397.
[3]Tae-hyoung P,Hwa-jung K.Path planning of automatic optical inspection machines for PCB assembly systems[C]//IEEE International Symposium on Computational Intelligence in Robotics and Automation.Espoo,Finland:IEEE Computer Society Press,2005:249-254.
[4]中国电子元件行业协会信息中心.2011版中国印制电路板(PCB)市场竞争研究报告[EB/OL].http://www.ic-ceca.org.cn/yjbg/report.asp.
[5]Raymond D W.Finding opens with optics [C]//Proc Test Conference.Washington,DC:IEEE Computer Society Press,1997:277.
[6]Sorting M.Application of statistical filtering for optical detection of tool wear[J].International Journal of Machine Tools and Manufacture,2003,43(5):493-497.
[7]朱铮涛.基于计算机视觉图像精密测量的关键技术研究[D].广州:华南理工大学,2004.
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02 02:00:02
高技术通讯(2021年3期)2021-06-09 06:57:48
模具制造(2019年10期)2020-01-06 09:13:08
制造技术与机床(2017年3期)2017-06-23 08:11:47
自动化学报(2017年5期)2017-05-14 06:20:56
通信产业报(2016年44期)2017-03-13 08:41:45
光学精密工程(2016年1期)2016-11-07 09:01:59
金属加工(冷加工)(2014年21期)2014-12-02 01:35:40
河南科技(2014年23期)2014-02-27 14:18:56
雕塑(1999年2期)1999-06-28 05:01:42