连铸板坯全程保护浇注的问题分析
2013-08-20 01:02张国新贾文军
科技传播 2013年7期
张国新,贾文军
凌源钢铁股份有限公司炼钢厂 辽宁凌源 122504
0 引言
连铸生产特别是板坯品种钢的生产,能否达到全程保护浇注,关系到铸坯的内部质量好坏,同时也是能否顺畅浇注(特别是浇注低碳低硅钢种)的关键所在,凌钢连铸新区板坯生产,特别是品种钢的生产还没有达到真正意义上的全程保护浇注,这也一直困扰着铸坯以及轧材质量的进一步提升主要问题。
1 生产条件
1)工艺条件 1*120 吨顶底复吹转炉—100 吨钢水包—120 吨LF 精炼炉—R10 直弧型双流板坯连铸机;
2)铸坯断面 500~750*160mm;
3)钢种 Q235、Q345B、Q345C、195LD、45、65Mn。
2 现状综述
凌钢新区现建有一台120 吨顶底复吹转炉一座,120 吨LF 精炼炉(双工位)一座,R10 米直弧型双流板坯连铸机一台,断面为500~750*160mm,于2008 年12 月份投产;在保护浇注上主要从以下过程实现:大包钢水采用专用覆盖剂—大包氩封保护浇注(无大包下渣检测装置)—中间罐采用专用覆盖剂—浸入式水口保护浇注—结晶器保护渣覆盖结晶器裸露钢水;但现场操作及工艺设备保证上一直没有真正实现真正意义上的全程保护浇注,主要存在以下问题:1)生产操作上主要是保护套管不能及时安装(特别是发生等水、钢水温度过高的情况下),浇注结束前操作工担心大包下渣不能及时发现而摘套管过早;2)中间罐覆盖剂不能及时按规定数量和时间使用,中间罐钢水液面裸露,造成钢水的二次氧化,覆盖剂指标不合理易结壳;3)大包套管原有密封垫圈使用一炉后破损,在以后炉次使用大包套管周围无法密封;4)氩封气体流量不确定,造成氩封效果不好,不能有效实现氩封保护浇注。
3 采取措施
1)规范套管的安装、摘下时间,不摘套管判断大包下渣操作法
(1)重新规范套管的安装、摘下时间:每炉(包括开浇或换罐炉次)开浇即安装套管,大包浇注结束后(下渣)摘下套管;
(2)制订不摘套管判断大包下渣法:首先大包保护套管确保插入中间罐钢水内100mm~200mm 范围内,中间罐内渣子保持低于200mm 厚,高于200mm 厚时进行放渣操作。其次大包操作工要了解本班所使用的大包及包号并根据上班使用情况计算出每个钢包的平均净重,做好记录,同时大包工充分利用连铸钢包称重系统初步判断所要浇注钢水的重量,在本包钢水浇注即将结束前(与初步计算高于约2 吨左右时)操作工站在下渣观测台上观察套管周围钢渣流动情况,当保护套管周围突然发生涌动(面积直径约为300mm 左右)立即关闭大包,本包钢水浇注结束,进行下一包浇注。
2)设计制作大包保护套管垫圈
由于大包保护套管只带有一次性垫圈,使用一炉后便被大包上水口磨损或被钢水寝浸蚀掉,在以后炉次使用过程中无法再起到密封作用,因此重新设计制作了大包保护套管垫圈并进行了试验,对使用垫圈和未使用垫圈炉次检验大包至中间包钢水N 含量变化来反映密封效果;试验炉次钢水在精炼炉吹氩结束后用取样器同时取两支钢水样,该包钢水吊至连铸后开浇前安装套管,在浇注25min 时在中间罐连续取两支钢水试样,取两支钢水试样N 含量的平均值。
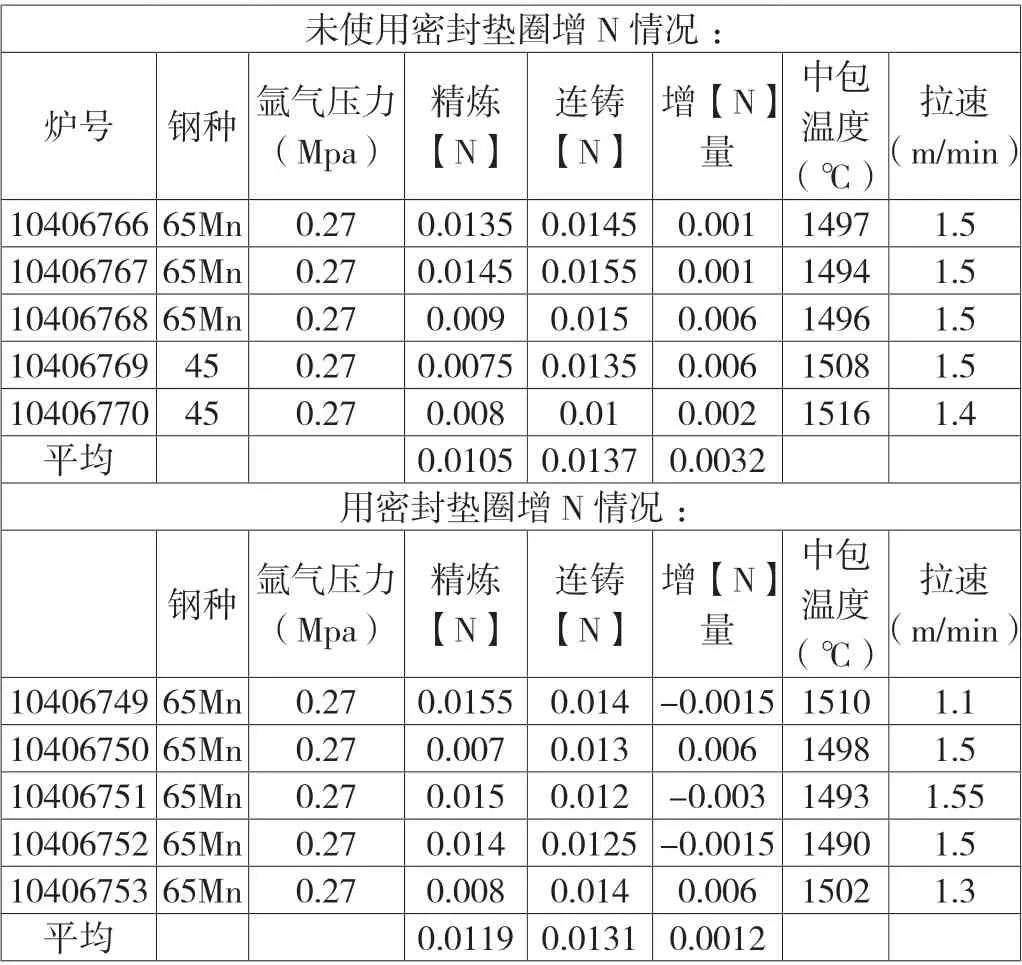
未使用密封垫圈增N 情况:炉号 钢种 氩气压力(Mpa)拉速(m/min)10406766 65Mn 0.27 0.0135 0.0145 0.001 1497 1.5 10406767 65Mn 0.27 0.0145 0.0155 0.001 1494 1.5 10406768 65Mn 0.27 0.009 0.015 0.006 1496 1.5 10406769 45 0.27 0.0075 0.0135 0.006 1508 1.5 10406770 45 0.27 0.008 0.01 0.002 1516 1.4平均 0.0105 0.0137 0.0032用密封垫圈增N 情况:钢种 氩气压力(Mpa)精炼【N】连铸【N】增【N】量中包温度(℃)拉速(m/min)10406749 65Mn 0.27 0.0155 0.014 -0.0015 1510 1.1 10406750 65Mn 0.27 0.007 0.013 0.006 1498 1.5 10406751 65Mn 0.27 0.015 0.012 -0.003 1493 1.55 10406752 65Mn 0.27 0.014 0.0125 -0.0015 1490 1.5 10406753 65Mn 0.27 0.008 0.014 0.006 1502 1.3平均 0.0119 0.0131 0.0012精炼【N】连铸【N】增【N】量中包温度(℃)
使用密封垫圈较未使用密封垫圈增N 量平均降低0.002,约占钢水中总氮的15.26%。
3)调整中间罐覆盖剂的指标,减轻结壳现象,确定使用用量和加入时间
调整后的中间罐覆盖剂为碱性覆盖剂,具体指标如下:

检验项目 SiO2 AL2O3 Fe2O3 MgO CaO C 固 H2O R指标 25.2 4.46 1.90 3.35 29.68 8.58 0.35 1.18
根据覆盖剂熔化的时间和每炉钢浇注周期确定加入时间和数量

第三炉及以后炉次加入数量(Kg) 40 30 20加入时间 开浇或换罐第一炉开浇或换罐第二炉
4)确定氩气流量,确保氩封效果
通过多次的试验摸索,调整氩封气体的流量[1],使其既能达到氩封的效果又不至于流量过剩造成气体的浪费,通过在大包套管周围放置载体物质等方法,最终 确定压气流量为0.3MPa。
4 实现全程保护前后轧材高倍(夹杂)效果对比
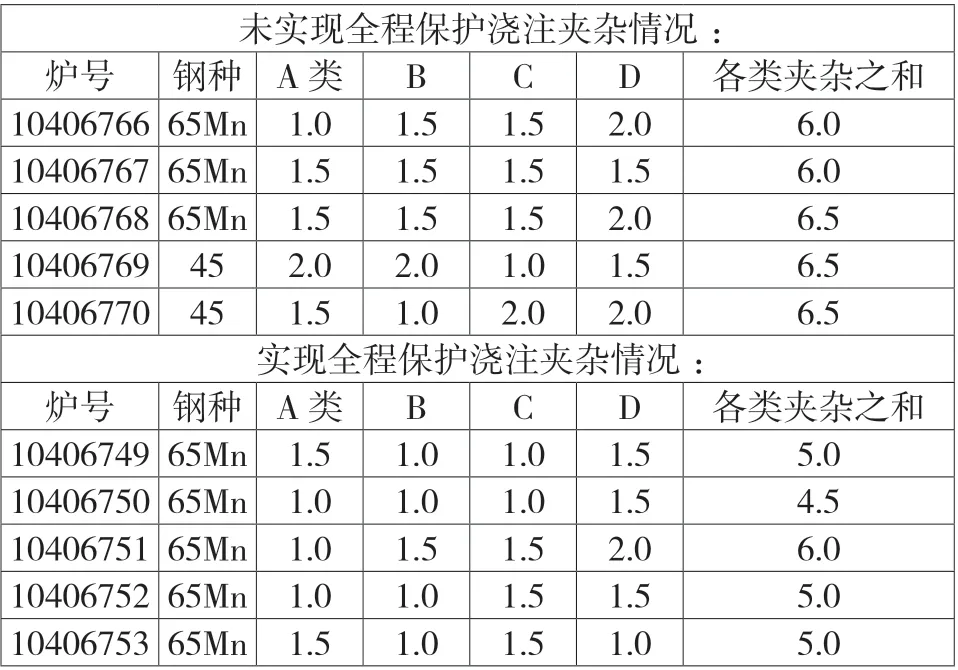
未实现全程保护浇注夹杂情况:炉号 钢种 A 类 B C D 各类夹杂之和10406766 65Mn 1.0 1.5 1.5 2.0 6.0 10406767 65Mn 1.5 1.5 1.5 1.5 6.0 10406768 65Mn 1.5 1.5 1.5 2.0 6.5 10406769 45 2.0 2.0 1.0 1.5 6.5 10406770 45 1.5 1.0 2.0 2.0 6.5实现全程保护浇注夹杂情况:炉号 钢种 A 类 B C D 各类夹杂之和10406749 65Mn 1.5 1.0 1.0 1.5 5.0 10406750 65Mn 1.0 1.0 1.0 1.5 4.5 10406751 65Mn 1.0 1.5 1.5 2.0 6.0 10406752 65Mn 1.0 1.0 1.5 1.5 5.0 10406753 65Mn 1.5 1.0 1.5 1.0 5.0
5 结论
通过对以上保护浇注措施的实施和改造,铸坯(特别是品种钢)夹杂得到了明显的改善,内部质量有了很大的提高,为凌钢下一步开发品种钢奠定了基础。
[1]成旭东,徐学良,唐志军,郝强.ML08Al水口堵塞的研究与解决[J].连铸,2012(1):16.
猜你喜欢
安徽冶金科技职业学院学报(2023年1期)2023-08-15
金属世界(2022年4期)2022-07-29
中国金属通报(2019年7期)2019-08-13
山东冶金(2019年2期)2019-05-11
山东冶金(2019年1期)2019-03-30
设备管理与维修(2019年12期)2019-02-18
计算机集成制造系统(2018年10期)2018-11-12
化肥设计(2018年2期)2018-05-18
红领巾·成长(2017年3期)2017-05-03
创新作文(小学版)(2017年24期)2017-04-04