
M8超高速卷烟机的烟条成形技术创新及应用分折
2013-08-18 07:44伍建忠
机电工程技术 2013年3期
伍建忠
(广东中烟工业有限责任公司,广东 广州 510310)
0 引言
烟条成形技术是卷烟机的关键技术,如何改良烟条成形技术,保证烟丝的均匀供给,使烟条烟丝填充均匀饱满,提高烟支的卷制质量,一直是高速卷烟机发展和研究的突破方向。目前,国际上主要的卷烟机技术研发集中在欧州少数几个国家,国产卷烟机的设备技术主要采取外方技术转让的方式获得。由于传统的卷烟机在原有的烟条成形技术模式下已应用了较长的一段时间,一直难有大的突破,直到M8卷烟机的出现。M8卷烟机生产速度达到20000支/分,具有很高的生产速度和更好的烟支卷制质量,2011年广州卷烟厂引进了国内首台M8卷烟机,并在年底完成了验收投产。作者通过对这组M8卷烟机进行了研究分析,发现其在烟条输送成形过程中对几项关键的技术进行了创新,相对于传统卷烟机的烟条成形技术具有明显的优势,有必要对这几项技术进行深入的研究分析。
1 传统卷烟机烟条成形技术分析
目前国内在用的传统中速卷烟机生产设备主要 有 PROTOS70, 80, 90, PASSIM70, PRO⁃TOS1-8等机型,这些设备均采用单通道烟条成型技术,简称单烟枪设计,生产速度在7000支/分至10000支/分之间,其中PROTOS90E单烟枪速度达到最高10000支/分,另一类较新型的卷烟机为双烟枪设计机型,如GD121,PROTOS2-2等设备,采用了双烟枪的烟条成形技术,其生产速度可以达到14000~16000支/分,而单烟枪生产速度只有8000支/分,与前面单烟枪卷烟机相比,最大的改进在于VE、SE部分采用了双烟枪的烟条成形技术,将整机的生产速度提高了将近1倍,因此,进入21世纪后卷烟机的发展方向开始逐步向双烟枪形式发展,但双烟枪卷烟机的技术难点主要在于双通道烟条成形技术方面,普遍存在两路烟丝供应不均匀、不一致,两条烟枪生产出来的烟支重量波动较大,废品率高,如何在高速运行的情况下保证两路供丝的稳定性和一致性是主要的技术难点。通过对传统的烟条成形模式研究发现,早期卷烟机对烟丝输送过程中的烟梗筛分方式比较落后,普遍采用重力抛离或气力抛离的方式,利用烟梗的比重较大进行一次性抛分,在设备设计上处理空间较小,处理时间较短,因此由于烟丝成团的机会大,易造成烟梗剔除不充分;另外,由于剔除烟梗里含有过多的烟丝,还需要对剔除烟梗里的烟丝进行二次回收使用,由于二次回收存在回收量不均匀,因此回收烟丝过程也会影响烟条成形质量。另外,对于双烟枪机型,无论GD121,还是PROTOS2-2机型,其烟丝一分二的输送形式,均是采用左右分段的形式供给,由于设计上的限制,均难以很好地保证两路供丝的均匀性和一致性,而且速度越高,越难以控制,由此也制约了卷烟机在生产速度上的提高。
2 M8卷烟机的烟条成形技术创新和解决方案
M8卷烟机是德国HAUNI公司2000年后通过消化吸收传统卷烟机的设计,按全新理念设计的一款新式设备,应用了很多创新的新技术,其中最核心和最重要的一点是在烟条成形技术方面的创新突破,对烟条成形过程中的烟梗筛分、烟丝一分二、双流化槽等关健技术方面做出了重大的技术创新,对卷烟机的生产质量和速度进一步提升打开了一个崭新的空间,具体分析如下。
2.1 全新的“Z”形烟梗筛分机设计
烟梗分离技术在整个烟条成形过程中是重要的一环,M8卷烟机创新地改变了传统的抛离式和二次分离方式,通过让烟丝进入一个“Z”形的垂直气流通道,让烟丝在通道中通过气流的作用达到充分扬起和悬浮输送的状态,使烟丝中的烟梗和结块因为较重而下落,从而分离出结块的烟丝和烟梗,而且气流是循环的,可以充分保持烟丝中的水分及香气。烟梗筛分机剖面图如图1所示。
图1中最中间部分就是“Z”形烟梗分离通道,烟丝通过整平辊2由轻微的气流输送至筛分机1。锯齿形筛分机中的气流将较轻的烟丝输至上方。较重的烟梗和杂质因重力作用向下坠落,在每个锯齿处进行多次重新筛分,从而在“Z”形通道一次性将烟梗进行彻底分离,不用进行两次分离。向上的烟丝在离心力作用下向外输送,并最终由叶轮闸门3送出封闭的筛分机循环。通过“Z”形烟梗筛分机,一方面有效地剔除了烟丝中的烟梗及结块等杂质,减少了对后面的烟条成形质量影响,另一方面,通过气流松散,减少了烟丝结团,从而获得均匀、松散、稳定的烟丝来料,为下一步的烟支卷制做好准备,保证了后面能对全烟丝进行烟条成形及卷制,从而提高了烟支的卷制质量,减少了空头烟的发生。

图1 烟梗筛分机剖面图
2.2 烟丝一分为二技术
在通过“Z”形烟梗筛分机获得稳定的烟丝流后,由于M8卷烟机是采用双枪设计,要将单通道的烟丝流变为双通道的烟丝流,并精准控制两路烟丝供应的均匀性和连续性,M8卷烟机巧妙地采用了双电机控制装料闸板交替摆动装置,通过闸板的左右摆动从而将烟丝一分为二,创新地采用了两路全宽度供丝方式,而不采取其他机型对单一通道的烟丝左右对分的方式,更有利于保证两路烟丝的均匀性,如图2所示。
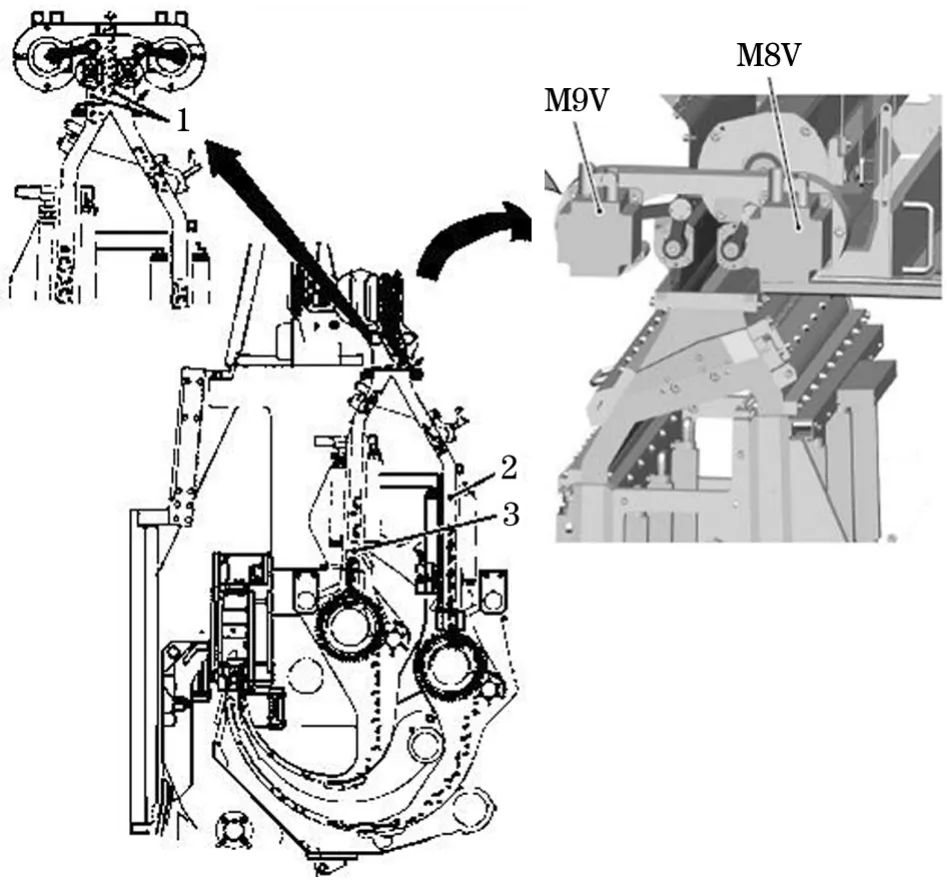
图2 M8卷烟机
首先,堆料槽装料闸板1将烟丝交替地导入后堆料槽2和前堆料槽3。前堆料槽3中的烟丝用于后道烟条成形,后堆料槽2中的烟丝用于前道烟条成形。前闸板由电机M8V控制来回运动,后闸板由电机M9V控制来回运动。堆料槽下部的针辊从堆料槽中拔取烟条成形必需的烟丝量,针锟的转动速度是根据后端烟丝余量传感器的测量值进行控制,保证前后堆料槽的两路烟丝供给量相均衡。针辊上的烟丝输送至弹丝辊时,弹丝辊从针辊的针上梳下烟丝,并将其导入下一关键部件“双流化槽”。正是采用了电机控制堆料槽闸板分流这一装置,从而将单通道的烟丝形成两路均匀的烟丝流。
2.3 采用双流化槽向烟条输送机输送烟丝
在获得两路稳定的烟丝流后,M8设备采取了两路全宽度的流化槽,均匀地将两路烟丝流送入抽吸式烟条输送机,进行烟条成形。
如图3,流化槽4将烟丝用空气射流引入吸气槽2,继而输送至抽吸式烟条输送机6。斜向空气喷嘴导板5将烟丝加速输送至SE烟枪。鼓风机M2V为流化槽的喷嘴导板供应空气射流。吸气槽2中多余的空气通过管路输送至抽吸式烟条输送机风机。待排出的空气量可通过节流阀3设定。吸气槽内的负压由测量传感器测得,测量传感器A2.0V测量前吸气槽的负压,测量传感器A2.1V测量后吸气槽的负压。前后通道烟条的流化槽均有接近开关监控极限位置;在流化槽防护罩内有喷嘴,可通过阀供给压缩空气,用于吹净吸气槽。双流化槽的设计紧凑合理,承接弹丝辊过来的烟丝并将烟丝流畅地输送至吸丝室,由于在前端已进行了前后分层,相对于PROTOS2-2左右错位流化槽设计,两条烟枪的烟丝分布更加均匀和接近。另外,由于M8采用全宽度的双层流化槽供丝,相对于PROTOS2-2的流化槽,单个流化槽的宽度多了一倍,吸丝室的宽度也多了一倍,从而更有利于烟丝在抽吸式烟条输送机上吸附成条。
2.4 烟条成形
抽吸式烟条输送机将下方流化槽输送过来的烟丝,通过吸丝带进行吸附,从而形成两路横向输送的烟丝流,再经过修整器进行修整,最终通过双烟枪进行卷制成形,由于这部分处理技术与传统的技术差别不大,故不作深入研究。
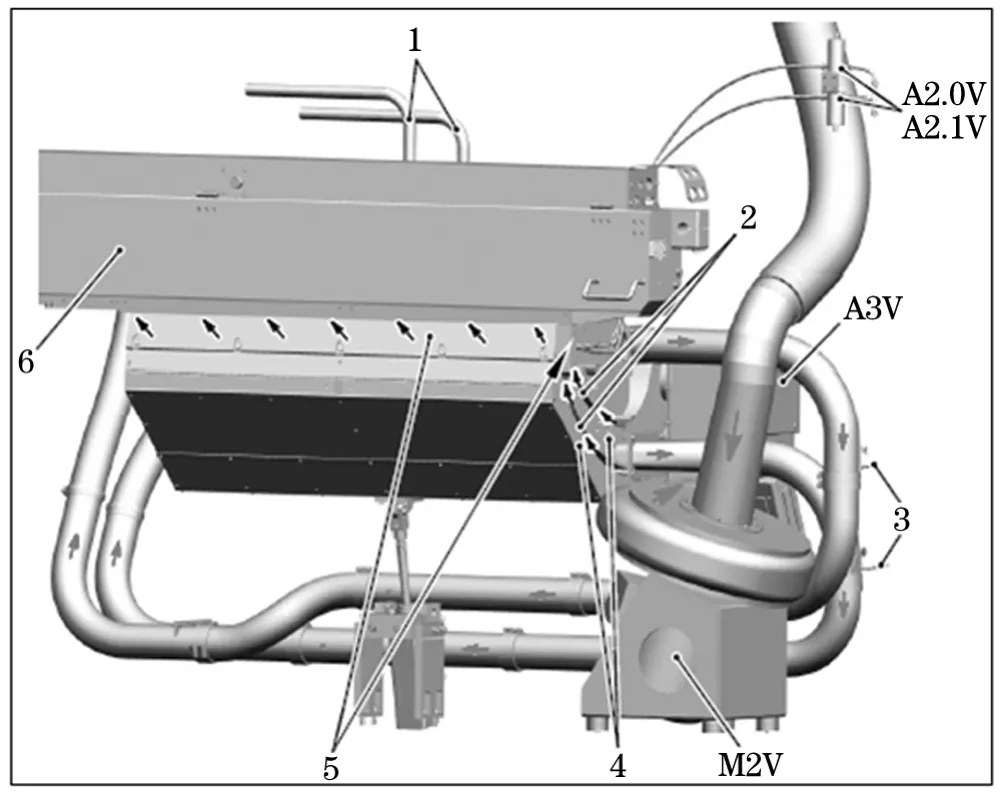
图3 双流化槽送丝
3 实际应用效果分析
国内引进的第一台M8卷烟机在广州卷烟厂验收后,为了对这款M8卷烟机的烟条成形质量进行客观的分析,在2012年6月5-7日,对这组M8设备进行了为期三天的生产测试,每天测试7小时,主要针对单支烟支重量的短期标准偏差及长期标准偏差,与及对烟支卷制部分废品率的相关生产测试数据进行统计及分析。
3.1 对烟支卷制部分的废品率进行分析
卷烟机烟支卷制方面的质量问题主要包括烟支太重、烟支太轻、硬点烟、软点烟、轻烟端共五个方面,分别对卷烟机在这几方面的不合格品进行了记录统计,如表1所示。
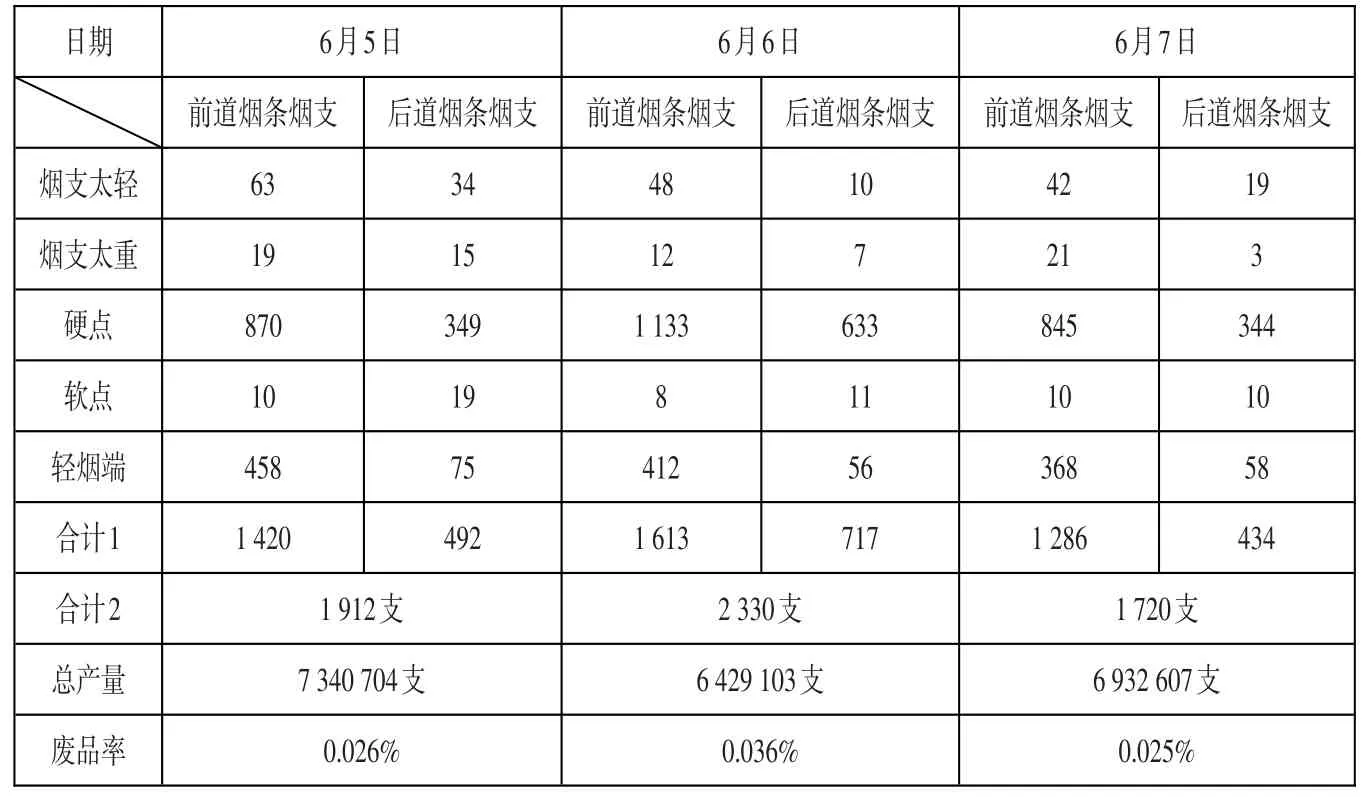
表1 不合格品记录
通过以上的数据可以看到,三天统计不合格烟支的平均废品率只有0.029%,而同期同车间的其他传统卷烟机的平均废品率约为0.1%,很明显,M8卷烟机要低很多。另外,由表1中也可以看出两条通道的废品率存在一定的差异,其中后通道比前通道的废品率要低一些,但均为较低水平的。能够取得只有0.029%的较低废品率,说明正是由于M8卷烟机在烟条成形过程中对烟梗的除剔比较充分而且对烟丝输送成形处理效果较好,从而减少了太重、太轻、硬点、软点、轻烟端等几方面不合格的烟支。
3.2 从单支烟支重量的短期标准偏差及长期标准偏差进行分析
单支烟支重量的短期标准偏差及长期标准偏差是反映烟丝来料稳定性及重量控制效果的两个很重要指标,偏差越少,说明烟支烟丝重量越均匀,越稳定,如表2所示。
可以看出,M8卷烟机的重量短期标准偏差平均只有18.3 mg,长期标准偏差平均值为2.3 mg,均是很低的一个水平,同期,也对同车间生产相同品牌烟丝的其他卷烟机进行了统计,如PRO⁃TOS7090,短期标准偏差约为23 mg,长期标准偏差值约为3.5 mg,通过比较,M8卷烟机在烟支重量控制方面明显比传统卷烟机要好。原因一方面可能是重量控制系统的作用,另一方面,也是很重要一点,是由于M8卷烟机的烟条成形技术的提高,使烟条的烟丝来料更均匀,重量波动更少,因此,从数据上反映烟支重量的短期标准偏差优于普通卷烟机约20%。另外,由表2中也可以看出两条通道的长短期标准偏差还存在一定的差异,其中后通道比前通道要好一些,这与表1废品率反映的数据相一致,但还是存在差异,这也是M8卷烟机需要进一步提高的地方。
4 总结
正是由于M8卷烟机在烟条成形过程中对烟梗筛分、一分二技术、双流化槽技术等方面很好地进行了创新处理,而且在设备机械设计方面进行合理的结构分配,使整个卷烟机的设计紧凑合理,烟丝输送成形顺畅,从而使它在20000支/分的超高速运行的情况下,达到较好的烟支卷制质量和较少的烟支废品率,对于以后卷烟机的研制或改进提高,有较大的借鉴和学习意义。
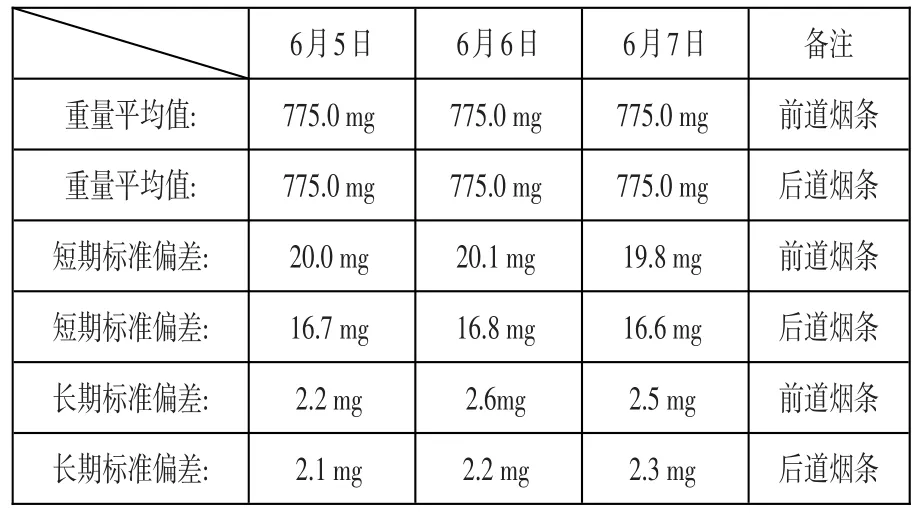
表2 标准偏差
[1]PROTOS-M8操作说明书[Z].Made by hauni.2010.HBD.3242.029.00 ZH.
[2]国家烟草专卖局.卷烟工艺规范[M].北京:中央文献出版社,2003.
猜你喜欢
商品与质量(2021年43期)2022-01-18
装备制造技术(2020年4期)2020-12-25
小小说月刊(2019年8期)2019-08-22
金山(2019年7期)2019-07-31
江西农业学报(2019年1期)2019-01-25
新商务周刊(2017年8期)2017-12-24
阅读与作文(小学高年级版)(2016年11期)2016-12-10
烟草科技(2015年8期)2015-12-20
中国造纸(2014年1期)2014-03-01
机械与电子(2014年3期)2014-02-28
