
三峡水轮发电机定子铁芯安装技术
2013-08-14 06:06尚培轩
机械工程师 2013年5期
尚培轩
(哈尔滨电机厂有限责任公司,哈尔滨 150040)
1 三峡水轮发电机定子铁芯简介
水轮发电机定子铁芯是发电机的重要组成部件,是机组磁路的一部分。它由定子机座、定子硅钢片、通风槽片、拉紧螺杆等组成。三峡电站是目前世界上容量最大的电站,总装机容量32 台700MW的水轮发电机。其中左岸电站14 台,右岸电站12 台,地下电站4 台。三峡左岸电站ALSTOM 水轮发电机是目前世界上最大的水轮发电机组。定子铁芯外径23100mm,定子铁芯高度2950.4mm,右岸和地下电站的机组尺寸也和左岸相当。由于尺寸和运输的限制,定子机座被设计为分瓣结构,运输到工地现场组焊、叠片。
2 定子铁芯安装前的准备工作
进行铁芯安装前依次进行安装平台的搭设,定子测圆架的安装调整,基础板的埋设,地脚螺栓的拉伸试验,定子机座的组合焊接,定子连接环的组合焊接。
3 工艺过程
3.1 定位筋的安装
定位筋的安装是定子装配工作中精度要求高而又复杂的工作,因为定位筋是铁芯的堆叠基准,而在焊接过程中,定位筋和机座又常常发生变形而影响定位筋的安装精度,同时环境温度也是影响定位筋安装尺寸不可忽视的因素。为保证定位筋的安装质量达到要求,在三峡项目上,定位筋的安装标准严格于国家标准。
大等分定位筋要求为:大等分定位筋扭斜<0.05mm;定位筋半径公差为+0.20mm~-0.10mm;同一层环板水平弦距差不超过0.15mm;同跨距定位筋上、下弦距相差不超过0.10mm。
焊接前定位筋要求为:定位筋与托块径向应没有间隙;托块与环板的间隙应<1mm;定位筋扭斜0.08mm;定位筋半径公差+0.20mm~-0.10mm;定位筋弦距差<0.20mm。
焊接后定位筋要求为:定位筋与托块径向应没有间隙;托块与环板的间隙应<1mm;定位筋扭斜<0.10mm;定位筋半径公差为+0.40mm~-0.10mm;定位筋弦距差<0.20mm。
三峡所有定子定位筋为双鸽尾定位筋,每根定位筋由多块托板固定,托板与机座环板焊接。装配定位筋采用大等分弦距的方法,先安装和调整首根定位筋合格后,再以首根定位筋为基准,调整其余大跨距定位筋。合格后进行跨距内定位筋的调整。首先按照图纸要求位置,安装调整第1 根定位筋,用测圆架测量其半径、扭斜、径向垂直度。用挂钢琴线的方法测量其周向垂直度,尺寸和位置检查合格后,点焊托板。以第一根基准筋为准,安装和调整其余大跨距定位筋,使用内径千分尺测量其弦距,尺寸合格后点焊托板。大跨距内在每两根定位筋之间均匀安装其余根定位筋,用弦距样板调整其弦距,使用内径千分尺调整其半径。
定位筋托块焊接采用CO2气体保护焊,由多名焊工对称跳跃焊接,托板两侧焊缝分3次焊接完成,焊角尺寸不小于图纸要求。焊缝要求10%PT 检查,托块焊接方向及顺序如图1。
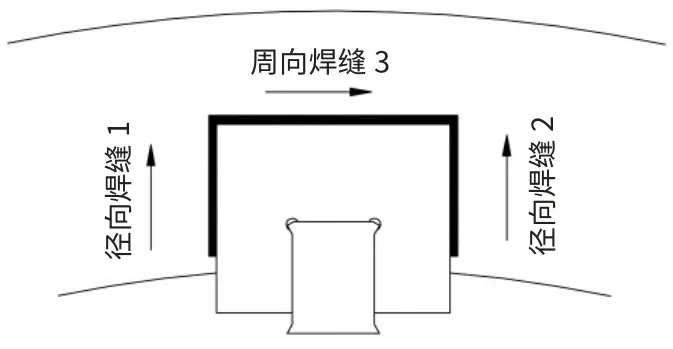
图1 托块焊接方向及顺序
3.2 下齿压板安装及下压板温度计的安装
定位筋安装完成后,用硅钢片作样板,使用进口取芯钻头和磁力钻在下环板上配钻穿心螺栓孔。整圈叠3层冲片检查穿心螺杆孔的位置。使用工具将下齿压板与机座下环板临时固定,测量其水平,并按测量数据对下齿压板进行加工,使加工后的下齿压板安装后周向平面度<2mm,径向水平<1.5mm,两相邻压指高差<0.50mm,合格后焊在下环板上。焊接后对尺寸超差的齿压板进行处理,使之合格,并对焊缝进行100%PT。
下压板电阻温度计安装前使用2500V 摇表测量1min 绝缘电阻,要求绝缘电阻值>10kΩ,用惠斯顿电桥检查电阻值符合要求,电阻值按环境温度计算。按图纸安装绑扎测温计后检查电阻是否短路,并使用500V 摇表测量1min 绝缘电阻,要求绝缘电阻值>10kΩ。
3.3 铁芯叠片及压紧
定子铁芯的叠片和压紧根据铁芯高度采用分段压紧形式,每次使用不同的压紧力。
(1)叠片前测量大约50 箱冲片高度,计算铁芯堆积时补偿齿端背部高差所需的补偿片数量。并在叠片过程中随时抽查冲片厚度。补偿片共有四种规格。要求使用时相邻两段补偿片不能同型号,以便最大程度地减小铁芯内部气隙。同时阶梯段不能叠入补偿片,补偿片只能位于每段中部。每叠完一小段,需测量每段的铁芯高度来保证设计高度公差。根据预计算补偿片的分布位置和数量叠装补偿片,每次压紧后需测量铁芯高度值,计算周向补偿片的分布和数量,并在下段铁芯堆积过程中进行补偿。最终达到图纸要求的铁芯高度,并且同一纵截面齿端和背部高差不大于5mm。
(2)按照图纸叠阶梯片,每层之间沿顺时针方向错开1/3,叠片高度达到20mm 时,插入槽样棒,每张冲片插2套,槽样棒伸出高度不超过100mm,当槽样棒末端达到叠片表面时,将槽样棒向上移动。每叠完一小段,按上述要求测量每段的铁芯高度,并根据预计算补偿片的分布位置和数量叠装补偿片,每次压紧后需测量铁芯高度值,计算周向补偿片的分布和数量,并在下段铁芯堆积过程中进行补偿。叠片过程中对铁芯整形的要求,国内和ALSTOM 公司的要求是不同的。国内通常是使用金属质地的槽样棒和整形棒对定子铁芯进行整形和定位,ALSTOM 公司则使用质地比铁芯冲片硬度低的环氧玻璃布板作为槽样棒的材料,以保证槽样棒在槽内滑动的情况下对铁芯绝缘不产生损伤。并且不使用整形棒对铁芯进行整形,只使用塑料锤轻敲铁芯内圆来保证冲片靠紧定位筋。
(3)叠片至预压高度时,安装上压板、压紧螺栓后,先用勾型扳手交叉拧紧螺母,螺母每次只拧一圈,直到用勾型板手拧不动为止。然后用液压拉伸器拧紧,先确定到达规定伸长值时的压力大小,然后开始分数次压紧,直到达到该压力。螺母每次转动不超过2 圈。达到最终的压力后,还要以最终压力再拧数圈,直到螺母几乎无转动为止。以三峡右岸哈电机组为例,在铁芯高度上预压分为7次,每次预压采用多次并且不同的压紧力。最终压紧采用了9 次不同的压紧力。
4 铁损试验及其他
定子铁芯压紧清理后即可进行铁芯的铁损试验,试验按国家标准进行。试验后对铁芯再次进行拉伸,标准按最终拉伸压力进行。并抽查10%拉紧螺杆的伸长。对铁芯两端端片进行粘接固化。
5 结语
三峡机组采用了当代最先进的技术,研究这些技术及对比国内外不同的技术方案可以增强我国在水轮发电机技术上的实力,为我国自主设计巨型机组和常规机组打下坚实基础。
猜你喜欢
农业工程学报(2022年13期)2022-10-09
水资源与水工程学报(2022年3期)2022-07-01
上海大中型电机(2021年2期)2021-07-21
锻压装备与制造技术(2021年2期)2021-07-19
防爆电机(2021年1期)2021-03-29
上海大中型电机(2020年1期)2020-03-27
水资源与水工程学报(2019年2期)2019-05-17
石油化工技术与经济(2017年1期)2017-03-29
上海大中型电机(2017年4期)2017-02-06
应用声学(2015年5期)2015-10-28
