
冷床上料装置试车调试时乱钢现象分析与处理
2013-08-14 06:06胡会同
机械工程师 2013年5期
胡会同
(石家庄市动力机械厂冶金设计院,石家庄 050000)
1 引言
冷床上料装置是整条棒材生产线中的重要设备之一,是钢材能否顺利进入冷床的关键。冷床上料装置在调试试车过程中会因加工、安装、电控、液压等各种因素导致钢材无法顺利进入矫直板(冷床),出现乱钢现象。
2 动作描述及问题出现
江西省某100 万吨棒材线钢厂在完成设备安装后,进行设备生产调试初期发现乱钢问题。
在工作位置上拨料块由126 块单件组成一个有机整体,设计要求所有拨料块在低位调平后提升到中位,工作中拨料块在中、低、高三个位置往复循环工作。实际情况是:在生产中本应处于一个平面上的拨料块出现高低不平现象,且运行一段时间后部分拨料块不能下降至工作低位,造成低位时钢材不能从辊子表面顺利滑落,高位时拨料块不能将钢材正常抛出,出现乱钢现象。
3 事故原因分析及处理
棒材生产线在调试试车过程中无论是电气、液压、机械等哪个方面原因引起的故障,最终都反映在机械设备上。因此一般在调试过程中出现故障后都会认为是机械故障,而电控、液压等因素引起的设备故障却不容易发现。所以在调试试车过程中出现故障后应先检查机械设备,排除机械故障后再检测各辅助控制设备。
3.1 机械部分
如图1 所示,经仔细检查发现导致拨料块不能正常工作的主要原因是连接杆锁母10 松动,致使连接杆6 实际长度与设计尺寸不一致,一批连接杆长度长短不齐,造成拨料块3 出现高低不平现象。另一导致拨料块无法达到低位的原因是:挡料块压紧螺栓9 松动,而紧定螺栓8 过紧,使挡料块出现后倾,挡料块2 与辊支架5 呈口大底小形状,底部尺寸小于拨料块尺寸,将拨料块夹住,无法到达低位,发现问题的根源后将连接杆6的尺寸调至设计尺寸后将锁母10 锁死。将出现后倾的挡料块紧定螺栓8 松开,调整好挡料块与辊支架的距离,并保证拨料块在中间滑动无卡阻现象后,将所有压紧螺栓拧紧。
3.2 辅助控制部分
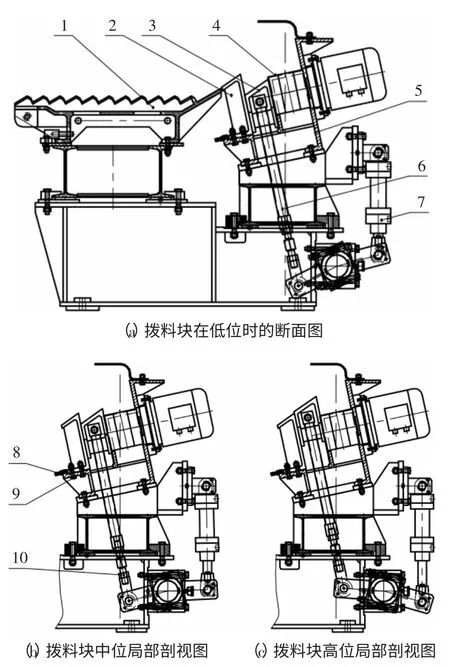
图1
与电控、液压专业技术人员探讨分析后,检测控制各油缸的电磁阀、油缸进出油口的压力,检测发现部分电磁阀的电压未达到要求额定电压,不足24V,导致液压阀反应不同步,造成油缸动作不一致。控制拨料块升降的10个油缸的进出油口的压力不同,如距控制开关近的油缸压力大时,它会率先到达开关位置,开关给出信号关闭供油,其它油缸压力不足没有到达预定位置时就停止供油,导致其他油缸动作不到位,造成拨料块高低不平。类似这种问题不容易排查,但都会直接导致拨料块出现高低不平现象导致乱钢。需调整各电子阀的电压到额定电压、各油缸的进出油口压力按压力表调一致。
4 结语
棒材生产线试车调试过程中问题多种多样,如不及时处理或处理不得当会给厂家带来巨大经济损失。问题的关键在于通过分析找到根源,并与设备及辅助控制多方合作处理。
江西省某100 万吨棒材线钢厂经过对机械设备、辅助控制设备的检测、检修后,投产至今拨料块能顺利实现低位接钢、中位制动、高位抛钢,拨料块动作准确、灵活、可靠,未出现卡阻、乱钢现象。其故障现象及分析处理可为以后类似设备在调试试车中出现的问题起到一定的借鉴作用。
猜你喜欢
昆钢科技(2021年1期)2021-04-13
中国化肥信息(2020年2期)2020-11-14
河北果树(2020年2期)2020-05-25
中国化肥信息(2020年8期)2020-03-19
中国化肥信息(2020年8期)2020-03-19
四川冶金(2019年5期)2019-12-23
铁路通信信号工程技术(2019年6期)2019-01-17
经营者·汽车商业评论(2016年12期)2017-03-08
上海金属(2016年1期)2016-11-23
太空探索(2016年9期)2016-07-12
