316L/Q235异种钢焊接温度场数值模拟
2013-08-06 04:34尹文锋黄本生
电焊机 2013年10期
尹文锋,黄本生
(1.西南石油大学 工程训练中心,四川 成都 610500;2.西南石油大学 材料科学与工程学院,四川 成都 610500)
0 前言
316L不锈钢是一种超低碳奥氏体不锈钢,大量应用于防腐、防锈设备。但不锈钢的价格偏高,往往采用不锈钢和碳钢的异钢种焊接,以提高经济效益[1-2]。Q235为珠光体碳素结构钢,综合性能较好,价格便宜,应用广泛。316L不锈钢与Q235碳钢的异种钢焊接在设计制造中经常被采用。但异种钢的化学成分、物理性能存在较大差异,给焊接工艺制定带来了困难[3]。因此,分析316L/Q235异种钢焊接过程指导焊接工艺设计具有重要意义。随着计算机技术的发展,焊接过程数值模拟为焊接过程分析、焊接工艺优化提供了新途径[4]。焊接温度场对焊缝及热影响区组织成分有很大影响,并且焊接温度场是进行焊接残余应力和焊接变形预测、评定焊接工艺合理性的重要依据[5]。
在此运用Ansys软件对316L/Q235异种钢平板对接焊的动态温度场进行数值模拟。分析了316L/Q235异种钢平板对接焊的动态焊接过程,探讨了焊接温度场的分布特点及焊接热循环规律。
1 焊接温度场模拟
1.1 材料参数与焊接工艺
母材为316L不锈钢和Q235碳钢,焊接温度场数值模拟需要的材料参数有:导热系数、密度、比热容、对流换热系数,它们与温度成非线性关系,需要在Ansys软件中建立在某些已知温度下的材料参数表,通过插值法和外推法确定未知温度下的参数值[6]。
模拟采用焊条电弧焊焊接温度场。试件尺寸为100 mm×50 mm×8 mm,平板对接焊,开 V形坡口,坡口角度70°,焊缝采用两道焊,第1道焊后冷却时间90 s,第2道焊后冷却时间240 s。焊接电流150~180 A,电弧电压 25~30 V,焊接速度 3 mm/s。
1.2 有限元模型
由于焊接热循环过程快速且不均匀,焊缝附近的温度梯度很大,需采用较细密的网格,远离焊缝的地方,温度梯度较小,可采用较稀疏的网格,既可以保证计算精度,又可以提高运算速度。热分析选择三维热实体单元solid70,它可用于三维稳态和瞬态热分析[7]。考虑到空气对流对焊接温度场的影响,在焊件表面创建热表面效应单元surf152,并将热对流边界条件则施加在表面效应单元上。焊件划分网格后如图1所示。

图1 焊件有限元网格模型Fig.1 Finite element mesh model of weldment
1.3 热源模型和加载计算
实践证明,对于焊条电弧焊,采用高斯热源模型可以得到比较满意的模拟结果。选用单元内部生热的热源模式[8]。
焊接母材初始温度为25℃,在焊件模型外表面通过表面效应单元施加对流边界条件。为模拟热源的移动,可将施加热载荷的过程按时间分为n个载荷步,再将焊缝沿焊接方向等分为n段,在每个时间段施加对应的热流密度,当下一段加载时,删除前面所加的高斯热流密度,以前面所得的温度场作为下一次加载的初始条件。加载过程应用APDL编程实现[9]。焊后冷却模拟将焊后温度作为初始温度,删除焊接过程施加的高斯热流密度,设定载荷步结束时间为冷却时间进行求解。
2 结果分析
2.1 焊接温度场
图2为第1道焊刚开始时焊件的温度分布云图(t=2 s)。当焊接热源作用在焊缝单元上时,热源中心的温度从室温25℃升高到1664℃,达到焊材熔点,形成熔池。图3为第1道焊结束时温度分布云图(t=31 s)。热源中心温度达到1976℃比开始焊接时高,这是因为前面的焊接过程存在预热,与焊接热源温度的叠加。Q235的导热系数大于316L,更利于热量的传导,Q235焊板温度上升速度快于316L,Q235焊板温度总体要高于316L。热源中心前方的等温线比较密集,温度梯度较大;热源后方的等温线分布比较疏散,温度梯度稍小。
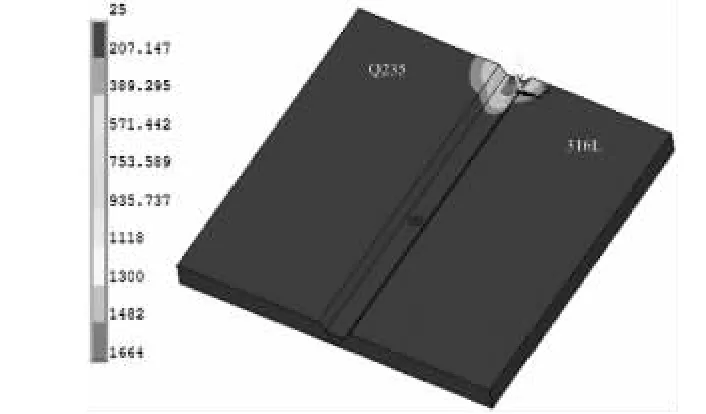
图2 t=2 s时焊件温度分布Fig.2 Temperature distribution of weldment at t=2 s
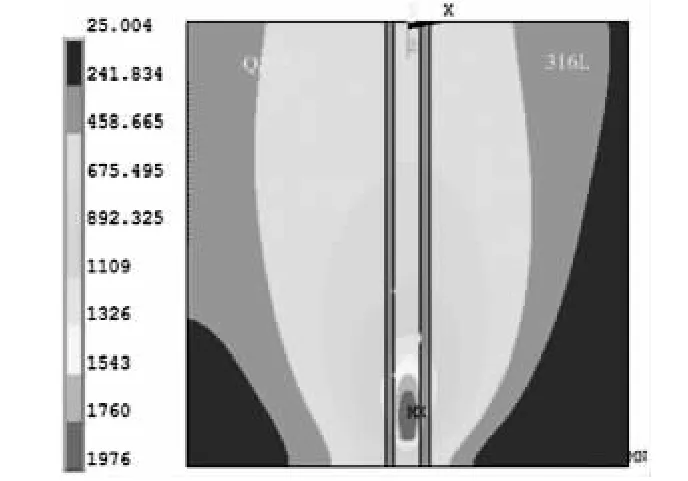
图3 t=31 s时焊件的温度Fig.3 Temperature distribution of weldment at t=31 s
图4为第1道焊结束后,焊件开始冷却时,焊件的温度分布云图(t=36 s)。焊件高温区域温度梯度较大,温度大幅降低;远离焊缝区域温度梯度较小,温度缓慢上升。Q235温度变化较316L更快,这是因为焊缝温度明显高于焊件及环境空气温度,焊接间的热传导较焊件与空气间的热对流占优势,因此,热传导系数较大的Q235焊板温度更容易升高。图5为第1道焊冷却约70 s后焊件的温度分布云图(t=117 s)。焊件最高温出现在第1道焊焊缝的末端及中间区域,其原因是焊缝末端在第1道焊接完成后温度最高,且其冷却时间比焊缝其他区域短。焊缝中间区域由于受到长时间热源作用使该区域周围温度升高,温度梯度较小,降温过程也相对缓慢。经过一段时间的冷却,由于焊件间的热传导,以及与空气存在对流散热,焊接各部分的温度趋于均匀。
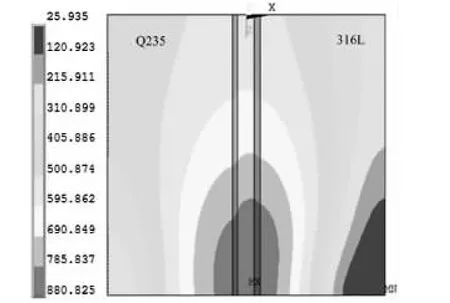
图4 t=36 s时焊件温度分布Fig.4 Temperature distribution of weldment at t=36 s

图5 t=117 s时焊件的温度分布Fig.5 Temperature distribution of weldment at t=117 s
为保证两道焊焊接温度相差不大,第2道焊采用较低的焊接电流。图6为第2道焊开始时焊件的温度分布云图(t=123 s)。焊板整体温度高于279℃,说明第一道焊对焊件产生了预热效果。焊接热源中心温度为1602℃高于焊材熔点,能够形成熔池。图7为第2道焊接过程中的焊件温度分布云图(t=138 s)。由于前面焊接过程的加热,焊接热源中心温度升高2073℃。焊件最低温度265℃,较第2道焊开始时的最低温度279℃有所下降,这说明焊接过程中,焊件与空气存在对流散热,焊件的整体温度场分布是焊接热源加热以及焊接表面散热共同作用下的动态平衡。

图6 t=123 s时焊件温度分布Fig.6 Temperature distribution of weldment at t=123 s
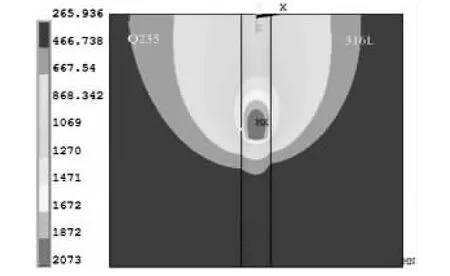
图7 t=138 s时焊件的温度Fig.7 Temperature distribution of weldment at t=138 s
图8为第2道焊后自然冷却约210 s后的焊件温度场分布云图(t=378 s)。Q235焊板温度整体低于316L,这是因为Q235与空气的对流换热系数比316L与空气的对流换热系数大,当没有焊接热源加热,焊件与空气的对流散热就占主导地位,因此Q235焊板温度就比316L降低得更快。
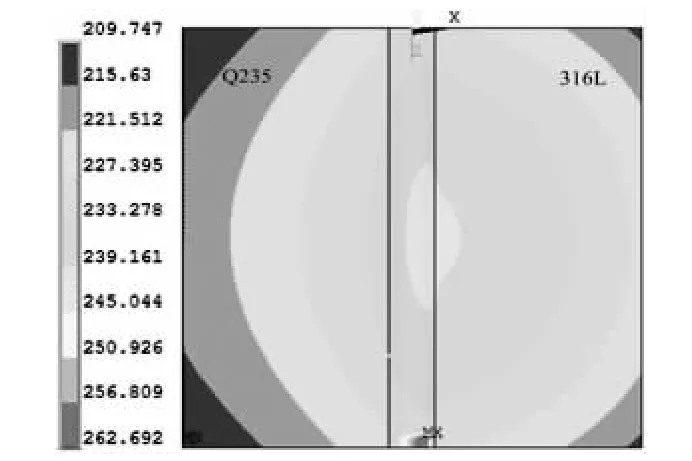
图8 t=378 s时焊件温度分布Fig.8 Temperature distribution of weldment at t=378 s
2.2 焊接热循环曲线
为分析焊缝及其附近热影响区的焊接热循环,在焊件上选择三条路径,作出路径上各节点的热循环曲线。路径布置如图9所示。路径1在316L焊板表面中央垂直于焊缝,各节点间距为10 mm。路径2在焊板Q235表面平行于焊缝,距焊缝中央6 mm,各节点间距为15 mm。路径3在两块焊板表面垂直于焊缝,各节点间距为20 mm。
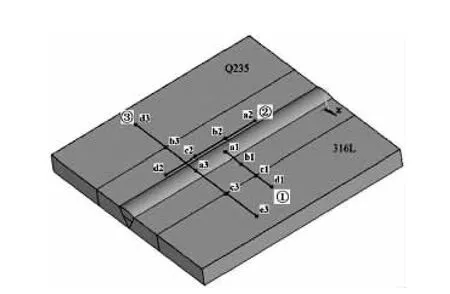
图9 路径布置示意Fig.9 Path layout diagram
路径1上节点在焊接过程中的热循环曲线如图10所示。焊接采用两道焊,因此各点温度均存在两个峰值。当焊接热源距离较远时,各点温度均为室温;当热源经过特征点所在路径时,各点的温度迅速上升,并且由于焊接加热的局部性,越靠近焊缝中央其温度上升越快,温度值也更高。当热源远离该路径后,各特征点温度又迅速下降,并且温度越高的点降温越快。这是因为焊件各部分间存在热传导,并且温度梯度很大,因此热传导及散热迅速。冷却阶段,各点温度变化趋势基本相同,在开始冷却时温度下降较快,而后逐渐趋于稳定,下降减慢。
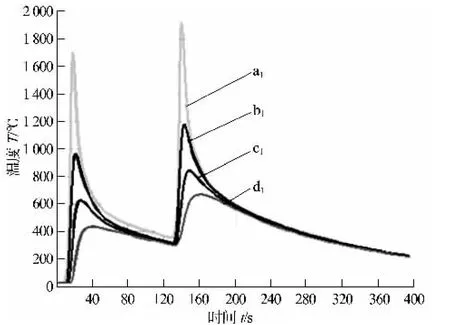
图10 路径1上各点热循环曲线Fig.10 Thermal cycle curves of path 1
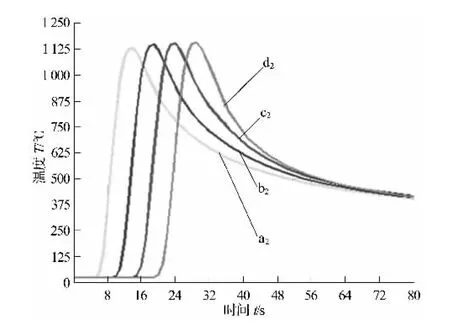
图11 路径2上各点热循环曲线Fig.11 Thermal cycle curves of path 2
路径3上各点在第1道焊接过程中的热循环曲线如图12所示。a1点位于焊缝中心,位于Q235焊板上的b3、d3点距焊缝中心的距离分别与位于316L焊板上的点c3、e3相同。由于距离焊缝中心较远,热量主要来自于焊缝处局部热源的热传导,并且与空气存在较大面积的对流散热,b3、d3、c3、e3各点的温度峰值远低于焊缝中心最高温度,并且各点的温度变化不是很剧烈。位于Q235焊板上的b3、d3节点温度在相同时刻均高于316L焊板上的节点c3、e3;并且在焊接加热阶段,Q235焊板上节点温度要先于316L开始上升,这主要是因为Q235热导率及与空气的对流散热系数均比316L大,利于热量的传递,温度变化更迅速。
路径2上点在第1道焊接过程中的热循环曲线如图11所示。其温度变化总趋势与路径1上各点相似。路径2上各点的温度峰值均在1250℃以下低于母材熔点,这是因为路径2上各点均在焊缝之外,是通过热传导将熔池热量传递给各点的,并且由于先焊熔池的预热作用,后焊区域节点的峰值温度略高于先焊区域节点的峰值温度。由于路径2上各点到焊缝中心距离相等,因此所经历的热循环过程变化规律基本相同,区别在于熔池加热过程中各点温度达到峰值的时间不同。

图12 路径3上各点热循环曲线Fig.12 Thermal cycle curves of path 3
3 结论
(1)运用Ansys软件模拟了316L/Q235异种钢平板对接焊三维动态焊接过程,得到了不同时刻焊接温度场分布及焊件上不同节点的热循环曲线。
(2)焊接温度场高温中心随焊接热源匀速向前移动,热源前方的温度梯度较大;后方温度梯度比较缓和。Q235钢较316L钢热传导系数及对流散热系数大,更利于热量传导和流动,Q235钢焊板在焊接和冷却过程中的温度变化也更迅速。
(3)节点距焊缝中央热源越近,热源加热作用越强烈,温度升高越迅速且峰值越高;与焊缝中心等距离节点的热循环曲线特征相似,区别是温度达到峰值的时间先后有所不同;由于焊接热源预热作用,不同道次间焊接温度随着道次的增加而上升。
[1]李光福,李冠军,方可伟,等.异材焊接件A508/52M/316L在高温水环境中的应力腐蚀破裂[J].金属学报,2011,47(07):797-803.
[2]Satyanarayanaa V V,Reddyb G M,Mohandas T.Dissimilar metal friction welding of austenitic-ferritic stainlesssteels[J].Journal of Materials Processing Technology,2005,160(2):128-137.
[3]刘中青,刘 凯.异种金属焊接技术指南[M].北京:机械工业出版社,2000:30-80.
[4]宫大猛,雷 毅.数值模拟在焊接中的应用分析[J].电焊机,2012,42(6):58-62.
[5]刘 川,梁延德,邓莹莹.超声波塑料焊接温度场有限元数值模拟[J].机械工程材料,2005,28(11):14-16.
[6]陈 浩,高传玉,曹 敏,等.薄板镁合金激光焊接温度场分布的模拟研究[J].热加工工艺,2012,41(3):154-159.
[7]迟露鑫,麻永林,邢淑清,等.压力容器用钢板焊接温度场模拟与验证[J].焊接学报,2012,33(5):61-65.
[8]肖 冯,米彩盈.T型角接头焊接热源模型研究[J].电焊机,2010,40(6):41-45.
[9]董学伟,黎向锋,左敦稳,等.7022铝合金搅拌摩擦焊接全过程温度场的数值模拟[J].机械工程材料,2012,36(10):92-96.
猜你喜欢
焊接(2021年12期)2022-01-20
有色金属(矿山部分)(2021年4期)2021-08-30
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05
新疆大学学报(自然科学版)(中英文)(2020年2期)2020-07-25
山西建筑(2019年21期)2019-12-02
电子制作(2018年23期)2018-12-26
中国塑料(2016年10期)2016-06-27
焊接(2016年5期)2016-02-27
铁道建筑(2015年3期)2015-12-26
湖南大学学报(自然科学版)(2015年7期)2015-03-09