焊后热处理时间对核电用碳钢焊条CHE507HR2熔敷金属性能的影响
2013-08-06 04:34陈维富霍玲玲赵建仓匡艳军黄腾飞邱振生
电焊机 2013年10期
任 军 ,陈维富 ,蒋 勇 ,霍玲玲 ,朱 平 ,赵建仓 ,匡艳军,黄腾飞,邱振生
(1.四川大西洋焊接材料股份有限公司,四川自贡 643000;2.苏州热工研究院有限公司,江苏 苏州 215004;3.中广核工程有限公司,广东 深圳 518124)
0 前言
国家能源“十二五”规划明确提出:新建核电机组必须符合三代安全标准。随着国内三代核电机组的陆续开工,对三代核电机组用焊接材料的需求也与日俱增,核岛主设备重型支撑需用到大量碳钢焊条,该焊条提出了最长保温40 h热处理态的性能要求,但因热处理保温时间不同,熔敷金属力学性能会发生显著变化。针对上述要求,采用CaO-SiO2-CaF2碱性渣系,获得纯净度高的焊缝金属,采用Mn-Si-Mo系合金系统,获得良好的力学性能,成功开发了用于三代核电机组的碳钢焊条CHE507HR2,研制的焊条获得了良好焊接工艺性能和力学性能,且在不同热处理保温时间下都能获得满足技术指标要求的力学性能,能够满足第三代核电机组用焊接材料的技术指标。研究核电碳钢焊条CHE507HR2在不同热处理保温时间下的力学性能,对该焊条在三代核电机组主设备重型支撑的焊接应用具有一定的指导意义。
1 试验方法和设备
采用焊条CHE507HR2,规格4.0 mm。依据GB/T 25774.1的规定,采用试件类型1.3进行熔敷金属力学性能试验,母材为Q345钢,试板尺寸250 mm×150 mm×20 mm,坡口角度为10°,坡口间隙 16 mm(见图1)。焊接规范为:焊接电流180 A,焊接电压为 24~26 V,焊接速度0.2~0.3 cm/s。焊后模拟消应热处理制度为:保温温度595℃~625℃,保温时间分别为1 h、16 h、40 h,进出炉温度为 300℃,升降温速度不超过60℃/h。

图1 试板拼接与焊接道次安排
采用SPECTROLAB M9型直读光谱仪进行CHE507HR2焊条熔敷金属化学成分分析,采用RE-8030万能材料试验机进行拉伸试验,采用ZBC-3302-C型摆锤式冲击试验机进行低温冲击试验和系列冲击试验,采用ZCJ-2203落锤试验机进行落锤试验,采用Carl Zeiss光学显微镜对熔敷金属的组织进行观察,采用Zeiss EV018型扫描电镜对熔敷金属冲击试样进行断口分析。
2 试验结果
2.1 熔敷金属化学成分
CHE507HR2焊条熔敷金属化学成分如表1所示,化学成分满足设计技术要求。

表1 CHE507HR2熔敷金属化学成分%
2.2 熔敷金属拉伸试验结果
熔敷金属拉伸试验结果如表2所示。试验结果显示,研制的核电碳钢焊条力学性能满足设计技术要求,随着热处理保温时间的延长,熔敷金属抗拉强度和屈服强度逐渐降低,延伸率有所提高。

表2 室温熔敷金属拉伸试验结果
2.3 熔敷金属冲击试验结果
上平台冲击试验和落锤试验如表3所示,熔敷金属冲击试验结果如表4所示。试验结果显示,研制的核电碳钢焊条冲击性能满足设计条件的要求,随着热处理保温时间的延长,冲击吸收能量略有提高,上平台冲击温度变化不大,TNDT温度变化不显著。

表3 室温熔敷金属拉伸试验结果
2.4 熔敷金属金相组织分析
分析CHE507HR2焊条熔敷金属试样金相组织,采用的腐蚀剂为4%硝酸酒精,熔敷金属组织特征如图2所示。
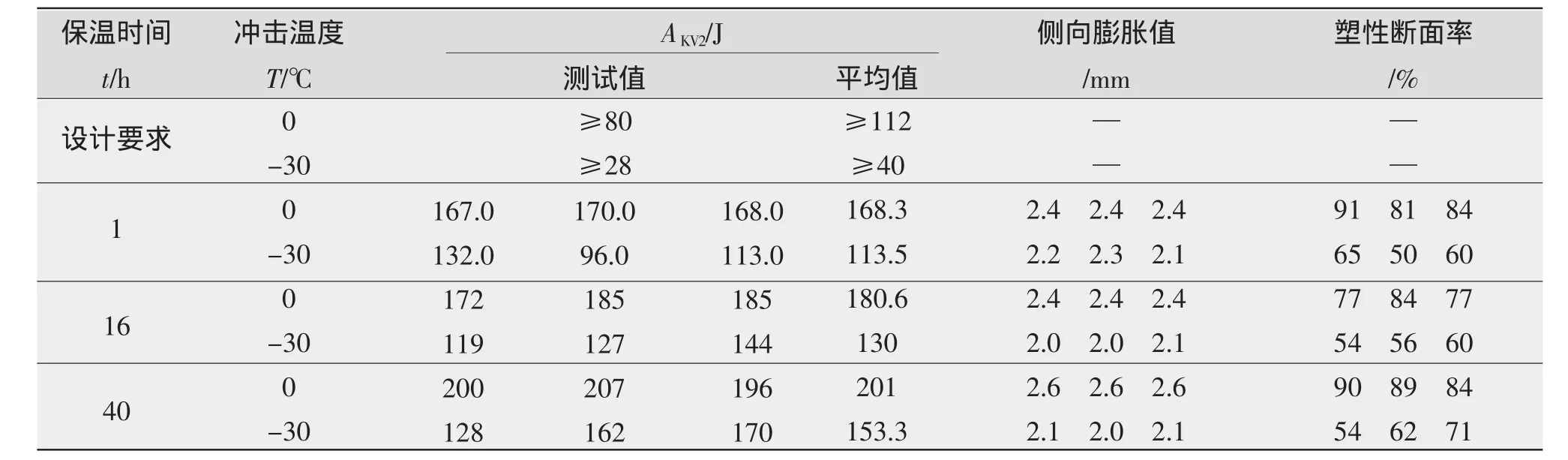
表4 熔敷金属冲击试验结果

图2 熔敷金属显微组织
由图2a、图2c、图2e可知,该碳钢焊条熔敷金属的盖面层为未经焊接热循环影响的原始组织,组织特征为少量先共析铁素体与比例达到95%以上的针状铁素体混合组织。由图2b、图2d、图2f可知,焊缝中心组织在随后的焊接中经受焊接热循环的影响,组织形态变为针状铁素体与粒状珠光体形成的混合组织,熔敷金属显微组织表明,该碳钢焊条熔敷金属组织为针状铁素体,且组织细小,具有良好的熔敷金属组织特征。随着热处理保温时间的延长,碳化物的弥散析出增多,且在一定程度上发生聚集长大而粗化。
2.5 熔敷金属冲击试样断口分析
对CHE507HR2焊条熔敷金属-30℃冲击试样进行断口分析,冲击试样断口扫描如图3所示,对冲击试样的夹杂物分析如图4所示。
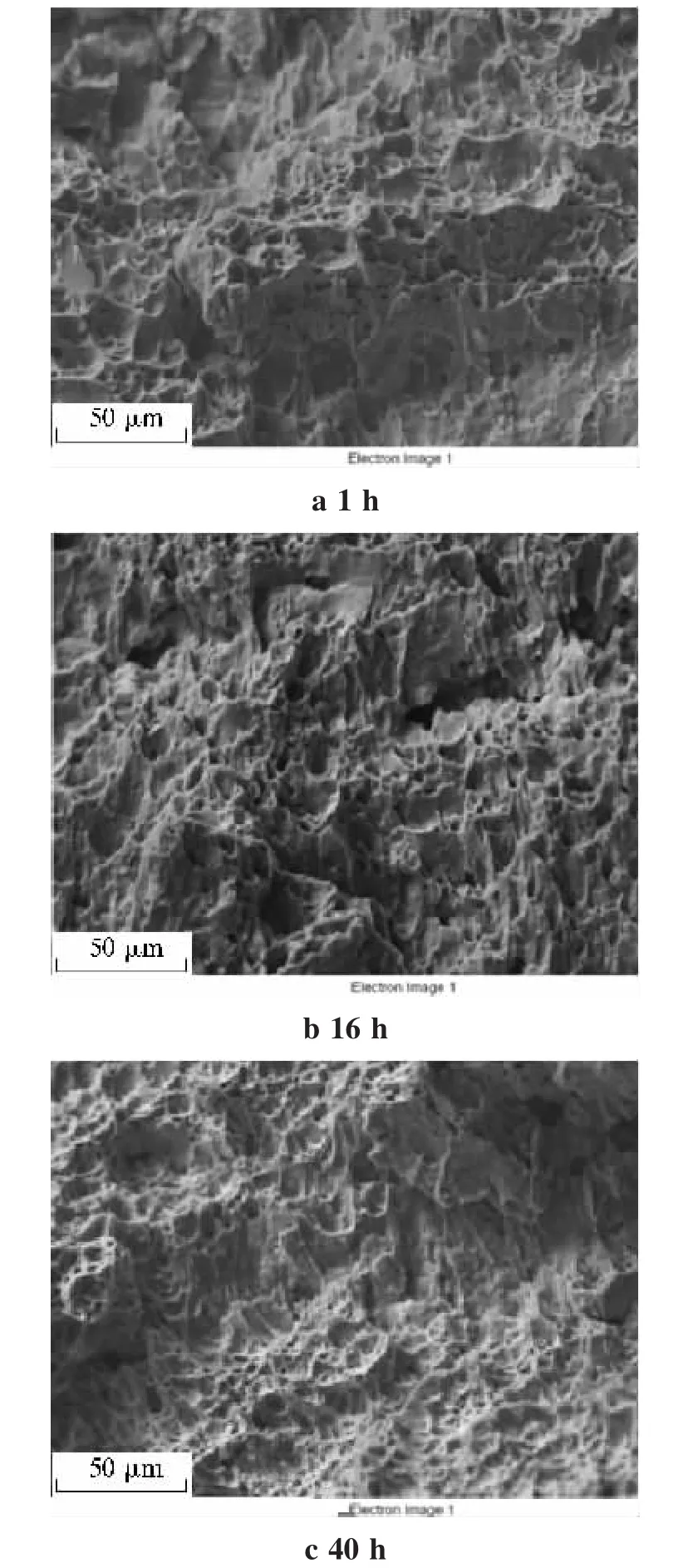
图3 熔敷金属冲击断口扫描
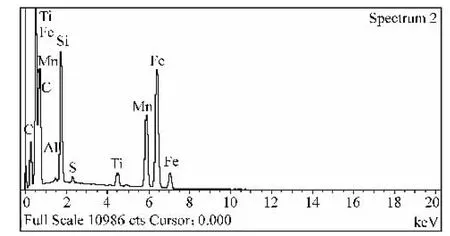
图4 夹杂物成分曲线
在三种热处理保温时间下,宏观上表现为截面起伏较大,说明发生了较多的塑性变形,从图3冲击试样断口扫描图可以看出,微观断口具有典型的韧窝特征,密布着大小不同的圆形或椭圆形韧窝,在韧窝底部可以发现一些细小的第二相质点,能谱分析表明这些质点为Mn、Si、Ti的氧化物。
3 分析与讨论
通过采用CaO-SiO2-CaF2碱性渣系,获得纯净度高的焊缝金属,通过原辅材料优选将杂质元素控制在极低的水平,其熔敷金属纯净度显著提升,研发出核电用碳钢焊条,实现了较窄区间的元素成分控制。熔敷金属化学成分控制的主要目的是为获得大量的针状铁素体组织。加入 w(C)=0.05%~0.15%的对含有 w(Mn)=0.6%~1.8%的焊条电弧焊焊缝组织和性能的影响的研究显示,C促进了针状铁素体的形成,抑制了晶界多边形铁素体。Mn含量从0.65%增加到1.80%时,针状铁素体的数量增加,先共析铁素体和侧板条铁素体的数量减少,且针状铁素体的晶粒度变得更加细小。Mo是铁素体稳定元素,控制焊缝中Mo质量分数小于0.45%,Mo质量分数的增加能抑制焊缝中块状铁素体,有利于针状铁素体形核[1]。通过控制夹杂物的种类,诱导形核、长大的夹杂物中心主要为 Mn、Ti、Si的氧化物[2],有利于针状铁素体的形核,使焊缝金属获得良好的力学性能。
从化学成分、熔敷金属组织、夹杂物等几个方面综合控制,使焊条获得良好的力学性能。在595℃~625℃保温1 h、16 h、40 h时间下抗拉强度均满足技术条件要求,随着保温时间的延长,微观组织时效程度增大,碳化物弥散析出增多并逐步粗化,导致强度逐步下降,但1 h和40 h条件下强度与上下限值均有一定的余量,保持较好的工程适用性,与已发布的压水堆核电厂用焊接材料第1部分:1、2、3级设备用碳钢焊条标准中要求的强度区间470~630 MPa相比,三种热处理恒温时间下的强度均能满足要求,且Rm×A最小值为11704,超过标准要求的10500。抗拉强度和屈服强度曲线基本平行(见图5),表明三种热处理保温时间下熔敷金属的屈强比无显著变化。

图5 强度随热处理时间的变化趋势
从熔敷金属组织和冲击断口扫描可以看出,研制的核电碳钢焊条具有良好的冲击韧性。冲击试验结果显示,相比较技术要求,三种热处理保温时间、两种试验温度下,冲击吸收功均有较大的裕量,表明韧性储备良好(见图6)。由图6可知,熔敷金属在0℃下的单组冲击功的3个单值比较接近,表明该温度下的冲击韧性比较均匀,当试验温度降到-30℃时,单组冲击韧性波动范围明显增大,从0℃到-30℃冲击功均值在三种热处理状态分别下降约50 J,降幅分别为32%、28%、24%,呈现降幅减小的趋势。从熔敷金属金相组织可以看出,随着热处理保温时间的延长,碳化物析出并粗化,基体组织被软化,使得冲击韧性提高。断口扫描显示随着热处理保温时间延长,韧窝的尺寸逐渐减小,尤其是在40 h热处理状态更加明显,与冲击韧性实验结果存在对应关系。
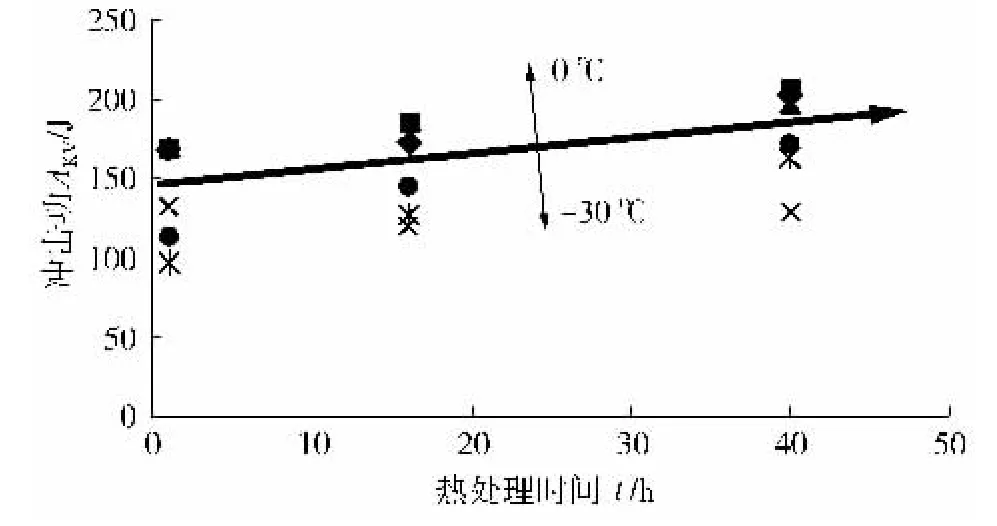
图6 韧性随热处理时间的变化趋势
4 结论
(1)焊条CHE507HR2熔敷金属化学成分满足技术指标要求,杂质元素含量低,熔敷金属纯净度高。
(2)通过对焊条合金元素和夹杂物类型的控制,获得了以针状铁素体为主的理想焊缝组织。
(3)碳钢焊条熔敷金属力学性能满足3种不同热处理恒温时间状态下的设计技术指标要求,性能数据有较高的余量,低温韧性储备较高。
(4)随着热处理时间的延长,微观结构碳化物弥散析出并粗化,熔敷金属抗拉强度与屈服强度同步减小,但屈强比变化不明显,冲击韧性提高,上平台温度、TNDT温度无显著变化。
[1]余圣甫,李志远,石仲堃,等.低合金高强度钢药芯焊丝焊缝中夹杂物诱导针状铁素体形核的作用[J].机械工程学报,2001,37(7):65-69.
[2]张文钺.焊接冶金学[M].北京:机械工业出版社,1995:25-30.
猜你喜欢
金属加工(热加工)(2022年8期)2022-09-01
石油化工技术与经济(2021年6期)2022-01-18
化工管理(2021年25期)2021-01-08
环球市场(2020年24期)2020-11-26
山东冶金(2019年6期)2020-01-06
西南石油大学学报(自然科学版)(2018年4期)2018-08-02
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
焊接(2015年11期)2015-07-18
装备环境工程(2015年4期)2015-02-28