
FMS系统中上料机械手的PLC控制
2013-08-02 00:47雷登峰李祥阳
机械制造 2013年1期
□ 雷登峰 □ 李祥阳
1.西安航空学院 电气工程系 西安 710077
2.西安航空学院 军工装备研究所 西安 710077
1 FMS系统中上料机械手
在 FMS(Flexible Manufacture System)系统中,上料机械手[1,2]的主要功能是根据不同的控制要求从料槽中抓取装配主体送入数控铣床单元或将铣床单元加工后的产品转送下一个单元。上料机械手的主体结构由扬臂同步带传动机构、旋转行星齿轮传动机构、水平移动支架及其齿轮齿条传动机构、托盘直线传送单元、托盘转向从动单元、轨道等[3,4]组成,如图 1 所示。
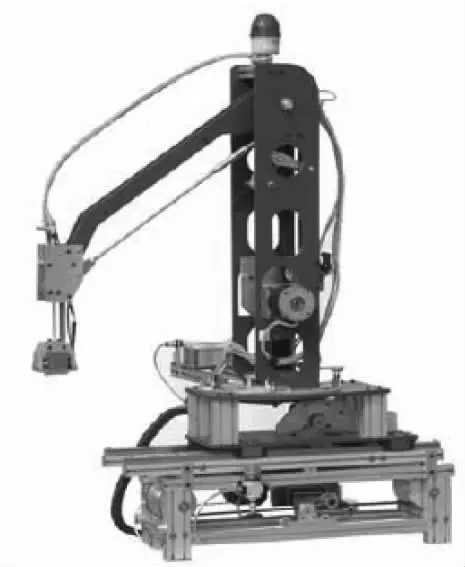
图1 上料机械手主体结构外形图
2 上料机械手控制部分的硬件
上料机械手控制部分的硬件由检测元件、执行机构、控制元件组成。其中,检测元件即传感器部分,它们的输出作为PLC的输入信号;执行机构的作用是完成具体的机械动作[5]。 上料机械手的检测元件、执行机构、控制元件一览表见表1。

表1 检测元件、执行机构、控制元件一览表
3 上料机械手控制部分的I/O编号分配表
上料单元控制板上PLC的I/O编号设置见表2;上料机械手的PLC控制程序流程如图2所示。

表2 上料单元I/O分配表

图2 上料机械手的PLC控制程序流程图
4 调试、验证
调试时用开关模拟机械手的状态信号,按机械手的动作控制模拟输入,观察输入接口板的状态指示和输出接口板的继电器动作情况,当功能与机械手的控制要求吻合时,再实际连接机械手的输入和输出信号。程序设计上,对电机的顺时行转和逆时行转要进行互锁,以免短路电源。经调试、验证,由PLC对机械手进行控制的结果与事先预期的情况一致,完全能达到实际应用的目的。
[1] 张明峰.PLC入门与实战 [M].北京:北京航空航天大学出版社,2004.
[2] 袁森,肖军,罗卫东.基于PLC的机械手控制系统设计[J].煤矿机械, 2009,30(5).
[3] 孙兵,赵斌,施永辉,基于PLC的机械手混合驱动控制[J].液压与驱动,2005(3):37-39.
[4] 郭琼.开发适用自动化教学的PLC机械[J].机电信息,2009(30):47.
[5] 王月芹.基于PLC机械手控制系统设计与实现[J].机电产品开发与创新,2011(5):149-150.
[6] 史映红,周志海.西门子S7-200PLC在机械手中控制的应用研究[J].煤矿机械,2010,31(12).
猜你喜欢
天然气与石油(2022年5期)2022-11-01
天然气与石油(2022年4期)2022-09-21
物流技术与应用(2022年8期)2022-08-26
物流技术与应用(2020年4期)2020-05-06
中国自行车(2018年8期)2018-09-26
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年4期)2017-06-22
通信电源技术(2016年1期)2016-04-16
机电信息(2015年3期)2015-02-27
导航定位与授时(2014年2期)2014-04-27
