
TIP TIG焊接技术在双金属复合管海底管道铺设中的应用(下)
2013-08-02 08:39海洋石油工程股份有限公司天津300452徐玉强徐晓明许可望武振凯刘庆昌
金属加工(热加工) 2013年8期
海洋石油工程股份有限公司 (天津 300452) 徐玉强 徐晓明 许可望 武振凯 刘庆昌
为此,我们选用了单金属焊丝的TIP TIG焊接工艺。焊材选用了美国ARCOS 公司生产的ARCOS 625卷式TIG焊丝,其实测化学成分如表3所示,焊接参数如表4所示,坡口如图4所示。

表3 ARCOS 625焊丝实测化学成分(质量分数)(%)

表4 复合管TIP TIG焊接参数

图4 焊接坡口
3.工艺评定试验
(1)试验步骤 崖城13-4气田海底管道项目复合管焊接工艺评定按照国际上最严格的DNV—OS—F101海底管线规范执行。试验步骤为:坡口制备→管线组对→TIP TIG焊接→外观检验→射线检验→焊缝接头性能测试分析。
(2)拉伸与弯曲试验 进行拉伸和弯曲试验,测定焊缝接头强度和延展性。试验后的试样照片如图5所示。试验结果表明焊缝接头强度满足要求,焊缝表面和根部塑性良好。

图5 拉伸与弯曲试验照片
(3)宏观与显微组织分析 焊缝接头宏观照片如图6所示,未见缺陷。焊缝接头焊缝、热影响区和母材三个区域的微观组织如图7所示。
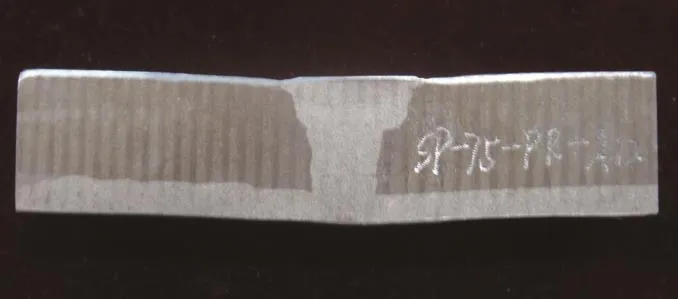
图6 焊接接头宏观照

图7 硬度测试结果
金相组织表明,焊接接头各微区组织均匀,同时不锈钢焊缝中只有铁素体和奥氏体两相,未发现含Cr碳化物的析出,这是由于采用了超低碳焊丝,从而制约了含Cr碳化物的形成,确保焊缝在服役过程中不会发生晶间腐蚀。
(4)硬度测试 进行焊缝接头的硬度测试,测试结果如图7所示。从硬度数据可看出,HAZ硬度高于母材硬度,从熔合线到母材硬度逐渐降低,并逐渐接近母材硬度,焊接接头各处的硬度值都小于酸性介质中管线钢的硬度极限值HV250。
综上所述,焊材选择和焊接参数是合适的,能够满足双金属复合管焊接接头的性能要求。
五、海底管道铺设
崖城13-1气田海底管道是我国首条采用机械双金属复合管的海底管道项目,全长22.5km。施工过程中为了将焊接缺陷出现几率降至最低,在复合管的焊接过程中要求坡口加工精度和组对精度尽可能高。同时,由于起到耐蚀作用的内衬复层合金通常较薄,一般不超3mm,若因焊接根部缺陷引起局部根部返修,对于内部合金层耐蚀质量会有较大影响,因此对于海管铺设通常的做法是禁止进行根部全刨透返修的。如果出现根部缺陷便进行切管作业,重新加工管端坡口再进行组对焊接,这样势必造成整条铺管作业线停机等待,将严重影响铺设效率与成本。因此必须统一质量与效率之间的矛盾,提高焊接质量或者增加过程检验,从降低返修率、及早发现根部缺陷及避免焊口切除等方面提高铺设效率。
六、结语
TIP TIG焊接技术成功应用到了我国首条双金属复合管崖城13-4海底管道项目的铺设中。满足了海底管道铺设焊接对高质量和高效率的双重要求,是复合管管道焊接的最佳焊接方法之一。
(1)对于X65+316L复合管焊接,焊材选择与端部堆焊冶金复层相兼容且焊缝金属强度高于基层材料的合金焊丝ARCOS 625。
(2)合理控制工艺参数,兼顾焊接效率和复层耐腐蚀性能要求。
(3)采取措施,避免耐蚀合金复层免受基层碳钢的污染,从而降低复层耐腐蚀性能。
(4)海底管道铺设过程中保持坡口加工精度和组对精度至最佳水平,降低缺陷特别是根部缺陷发生几率。
双金属复合管海底管道TIP TIG焊接技术的开发和首次成功应用,为复合管的高效高质量焊接提供了解决方案。这必将促进复合管在石油天然气工业中得以更大规模的推广应用,对于降低管道工程建设成本和提高管道服役寿命有着重要经济和技术意义。
猜你喜欢
云南化工(2020年11期)2021-01-14
航天工业管理(2020年9期)2020-12-28
重型机械(2020年2期)2020-07-24
石油化工建设(2018年2期)2018-07-11
海峡科技与产业(2017年6期)2017-07-01
广西林业科学(2016年1期)2016-03-20
焊接(2016年2期)2016-02-27
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
焊接(2015年9期)2015-07-18
焊接(2015年7期)2015-07-18
