
热轧机立辊轴承早期失效分析
2013-07-21 07:16柳枫
轴承 2013年6期
柳枫
(瓦房店轴承股份有限公司,大连 116300)
在钢铁行业,立辊普遍应用于热轧机,如全部的带材热连轧机的粗轧机架、部分中厚板热轧机以及全部的H型钢轧机。配置立辊的轧机机架有2个共同特点:(1)可逆轧制;(2)立辊及立辊轴承轴线呈竖直状态。因而立辊轴承早期失效形式基本相同。由于H型钢轧机立辊轴承在整个热轧机生产线所用轴承中出现问题频次最多,对轧机生产线影响较大,故以国内某钢铁公司的德国西马克米尔公司制造的TM大型H型钢万能可逆轧机生产线立辊轴承为对象,分析其早期失效的原因,并提出改进措施。
1 立辊与立辊轴承
大型H型钢轧机生产线共有4架轧机组成,1架二辊可逆开坯轧机(BD)和1组万能串列轧机机组。串列机组机架布置为:UR—E—UF,即由1架万能粗轧机、1架轧边机和1架万能精轧机组成,3个机架呈连轧布置。
大型H型钢轧机生产线共有4个立辊,分别安装在万能串列轧机机组中的万能粗轧机(UR)与万能精轧机(UF)上。其轧辊布置形式如图1所示。
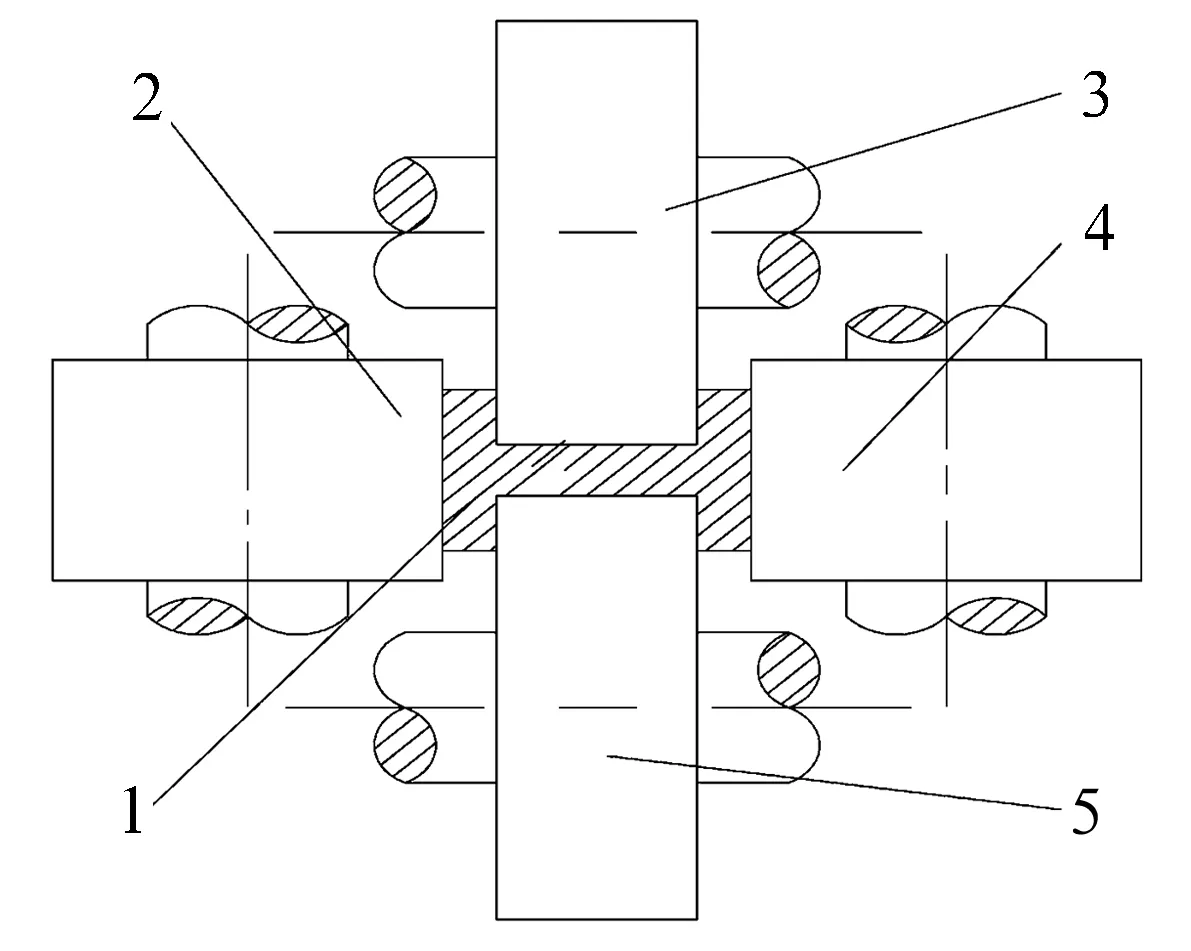
1—H型钢;2—左立辊;3—上水平辊;4—右立辊;5—下水平辊
立辊自重2.5 t。立辊在线靠轧件的带动实现转动,理论最高速度10 m/s,最大载荷达6 000 kN左右,一般在4 000 kN左右。在线使用水冷却,轧制温度一般在40 ℃以下。立辊轴承采用油气润滑,润滑油为460#齿轮油。
立辊辊径使用范围为880~980 mm。每上线轧制3 000 t左右,下线车削一次,车削量根据轧辊的磨损情况而定。每个立辊轴承配备一个辊环,辊环报废时整个立辊报废。 每种规格H型钢轧制工艺和道次不同,一般一根H型钢可逆轧制5~9道次,在3~5 min内完成。
立辊滚环内孔与轴承外径面过盈配合,最大过盈量为0.122 mm,最小过盈量为0.075 mm。轴承内圈与立辊芯轴过渡配合,最大间隙量为0.06 mm,最大过盈量为0.025 mm。
2 轴承失效形式及原因
立辊轴承(图2)早期失效形式主要为轴承抱轴,主要表现为:(1)保持架磨损严重,磨屑充斥于滚子与滚道之间;(2)保持架梁断裂,滚子挤在一起并在滚道中滑动。

图2 四列圆锥滚子轴承结构
分析认为,该轴承失效是由工作过程中受到的冲击力造成的。轴承所受冲击力由以下2个方面引起。
(1)开始轧钢时的冲击力。当轧制钢材时(咬钢-轧制-吐钢),滚道与滚子处于正常接触状态;当不轧制钢材时,立辊因自重处于下沉状态, 滚道与滚子处于非正常接触状态。开始轧钢时,滚道与滚子由非正常接触状态瞬间转变为正常接触状态,因为轴承工作游隙及其他间隙(包括滚子与内滚道和保持架兜孔之间形成的轴向间隙、轴承装配保持架收缩后形成的径向窜动量)的存在,滚子与保持架及内圈挡边之间将产生一定冲击力。游隙与间隙越大,冲击力越大。
(2)咬钢与吐钢转换产生的冲击惯性力。在可逆轧制钢材的过程中,立辊轴承的转速为190 r/min,咬钢与吐钢转换时,立辊在瞬间改变旋转方向,滚子与保持架兜孔间会产生极大的冲击惯性力。
因为滚子与保持架硬度差异较大,上述冲击力特别是咬钢与吐钢转换产生的冲击惯性力,使得保持架梁频繁产生塑性变形,并最终出现断裂。同时,冲击力使保持架兜孔表面与滚子表面接触应力较大,会造成保持架兜孔表面磨损严重,使得磨屑充斥在滚子与滚道之间。
3 主要改进措施
3.1 提高保持架强度
对保持架进行碳氮共渗处理,提高保持架表面及心部硬度。普通低碳钢进行碳氮共渗处理前、后的硬度对比见表1。从表中可以看出,普通低碳钢保持架经过碳氮共渗后表面和心部硬度有了大幅度的提高,基本相当于40#钢经过表面淬火后的表面及心部硬度。

表1 普通低碳钢碳氮共渗处理前、后的硬度对比 HRC
3.2 减小轴承工作时冲击力
(1)对保持架进行车底和车边,减小其重量,从而减小冲击惯性力。
(2)减小滚子与保持架兜孔和内滚道之间的轴向间隙。在滚子长度保持不变的情况下,保持架采用微伸展工艺,减小其兜孔长度。以380690(非标准轴承)立辊轴承为例,保持架采用微伸展工艺后,兜孔长度减小了0.3 mm;内圈滚道宽度设计尺寸减小0.5 mm。
(3)减小轴承轴向游隙。以380690立辊轴承为例,轴向游隙由原来的0.7~0.8 mm减小到0.45~0.55 mm。
(4)减小保持架兜孔压坡工序形成的径向窜动量。通过减小保持架兜孔压坡量,以减小保持架径向窜动量。以380690立辊轴承为例,保持架兜孔压坡径向坐标尺寸由原保持架板厚的1/2减小到1/3。
(5)减小轴承装配保持架收缩后径向窜动量。以380690立辊轴承为例,保持架收缩后径向窜动量由0.8 mm以上降为0.5 mm以下。
4 改进效果
采取上述措施后,国内某钢铁公司大型H型钢轧机生产线配套的立辊轴承年抱轴频次由改进前的8%降至1%以下,平均使用寿命提高到195 h以上,比进口轴承平均使用寿命还要高出11.43%;国内某钢铁公司中型H型钢轧机生产线配套的立辊轴承两年来没有发生轴承抱轴现象,轴承最低使用寿命为过钢量5×104t,达到了进口轴承水平,改进效果明显,均已全部替代进口轴承。
此经验推广至带材热连轧生产线粗轧机架、部分中厚板热轧机立辊轴承及单机架可逆冷轧板带轧机轧辊配套的冲压保持架四列圆锥滚子轴承上,均收到了良好的效果。
猜你喜欢
设备管理与维修(2022年16期)2023-01-14
山东冶金(2021年4期)2021-09-09
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2020年3期)2021-01-26
水泥技术(2020年3期)2020-06-06
哈尔滨轴承(2020年4期)2020-03-17
农产品加工(2019年22期)2019-12-04
冶金与材料(2019年2期)2019-06-13
设备管理与维修(2019年3期)2019-05-15
