生物流化床处理乙二醇废水的工业试验研究
2013-07-19 03:56:04史丹妮
石油化工技术与经济 2013年3期
史丹妮
( 中国石化上海石油化工股份有限公司环保水务部,200540)
乙二醇是化纤企业生产聚酯的重要原料。由于乙二醇生产过程中排放大量高浓度有机污水,单独采用好氧法处理很难直接达到排放标准,因此目前企业大多采用活性污泥曝气或氧化沟预处理后,再进入总的污水处理厂处理。但此种方法的缺点是占地面积较大。
中国石化上海石油化工股份有限公司(以下简称上海石化)在2003 年将产能180 kt/a 的乙二醇装置扩建到220 kt/a,同时新建产能380 kt/a 乙二醇装置。原装置污水处理能力要求为50 t/h,处理后的污水化学需氧量(COD)不超过500 mg/L。改、扩建后污水处理量为80 t/h,预处理的污水COD 达到800 mg/L 左右。为了缓解超标污水对后续深度处理流程可能产生的影响,必须要扩建污水处理厂或采用新的工艺以确保污水中COD 不超过500 mg/L。而采用原有技术进行扩建的方案,因受到占地面积大的条件限制而难以实施,因此采用新技术对原污水处理装置进行工艺改造成为唯一的选择。
生物流化床反应器是一种气、液、固并存,且处于高速内循环流化状态下的反应器形式。其中流化床内的悬浮物,既有附着生物膜的固体颗粒,又有活性污泥菌胶团,是一种活性污泥和生物膜的结合形式[1]。为了使处理后乙二醇废水COD不超过500 mg/L,本次工业试验选择了生物流化床反应器。
1 废水来源及水质要求
乙二醇装置污水中主要含有钠盐、乙二醇、微量乙醛及碱等污染物。其水质特征及来源见表1。
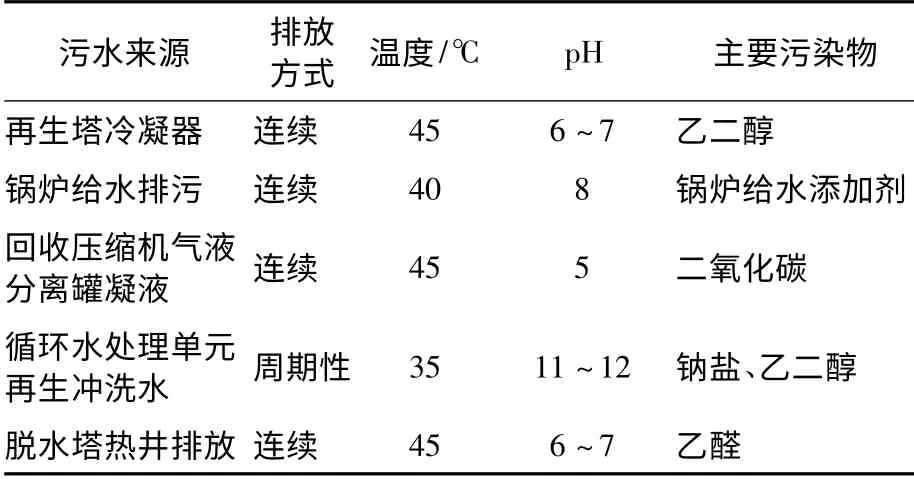
表1 乙二醇污水特征与来源
乙二醇污水的水量为55 ~80 m3/h,其主要污染物是COD,5 日生物化学需氧量(BOD5)与COD 比值在0.4 ~0.6 之间,可生化性较好。根据乙二醇污水水质情况,确定试验装置进水COD为1 000 ~4 000 mg/L,处理后的污水COD 不超过500 mg/L,具体数值见表2。
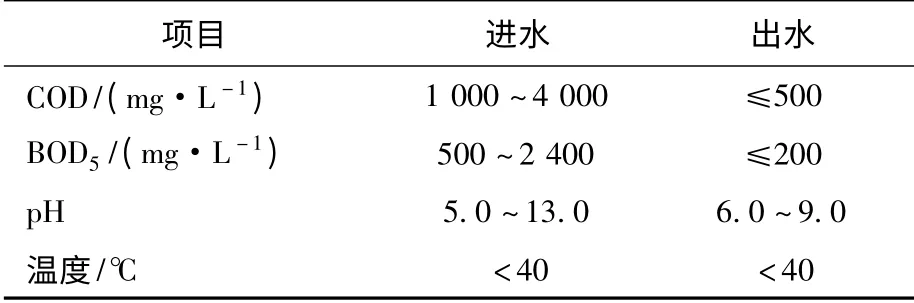
表2 污水处理实验装置进、出水水质
2 工艺介绍
2.1 乙二醇污水处理系统试验流程
乙二醇生产装置排放的污水首先进入水解酸化池,然后进入预曝气池,再进入氧化沟,处理后 的污水送至下游总污水处理场(见图1)。
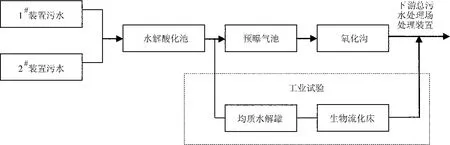
图1 乙二醇污水现有处理/试验流程
乙二醇污水处理试验系统及流程见图1 虚线部分,从水解酸化池引出一部分污水进入试验系统,污水首先进入均质水解罐,然后进入生物流化床反应器,经生化处理后,排至氧化沟出水管线。
2.2 流化床工艺流程
大型生物流化床处理乙二醇污水工业试验装置主要包括均质水解罐、生物流化床、加药罐和空气压缩机,工艺流程如图2 所示。来自水解酸化池的乙二醇污水,由污水泵提升到均质罐,经酸化水解反应后,污水溢流至生物流化床进行生化降解,处理后的水排至氧化沟出水管线。加药罐中按要求配制的营养液,由加药泵送入生物流化床反应器。反应需要的空气由空气压缩机从底部风线输入反应器。
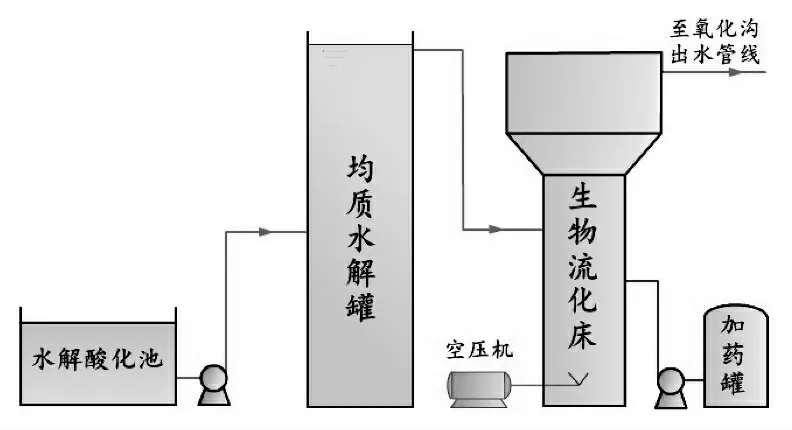
图2 试验工艺流程
3 试验情况
3.1 运行情况
试验开始前先进行2 天连续运行,对流化床的进出水、进气、内部流化状态以及加药系统、水泵及流量计、计量表进行调试,使其满足试验要求。
生物流化床启动阶段是通过培养生物膜,使反应器达到一定的有机物去除率。首先向反应器中投加载体及一定量取自总污水处理场的污泥,另外投加营养液和特种菌,然后通入污水和空气进行闷曝培养,3 天后连续进水,水停留时间(HRT)为10 ~15 h。在启动运行约15 d 后,可发现多数载体的表面附着了生物膜,此外还发现了钟虫、累枝虫等原生动物附着在生物膜表面。随着载体表面生物膜的逐渐形成,生物数量也逐渐增加,在运行20 d 后,载体上生物膜已成熟,在宏观上表现为生物流化床去除有机物的效率达到较高水平。
3.2 运行结果
3.2.1 COD 处理效果
生物流化床在进水量达到负荷后,连续稳定运行2 个多月,在pH 为5.0 ~13.0,反应温度为20 ~38 ℃操作条件下,在进水COD 为1 000 ~3 000 mg/L 的情况下,处理后污水的COD 小于500 mg/L,COD 去除率达到89%,且对COD 波动冲击具有很好的适应性。生物流化床连续运行处理COD 的效果如图3 所示。
分析至此,我们发现整个文章根本就是一个悖论的集合体:骑桶者非借煤不可,但他实际上内心深处不想借煤;骑桶者强烈地需要温暖,但他实际上好像更渴望寒冷;骑桶者明明对世界充满了恐惧与无力感,但他对世界与内心的叙述与认识却又干脆有力。看看结尾吧,表面上看,他说自己是被老板娘用围裙给扇飞的,而且对老板娘充满了愤怒,但最后一句话却是这样说的:就这样,我浮升到冰山区域,永远消失,不复再见。这句话说得铿锵有力,分明流露出如释重负的轻松与绝决:他再也不用和他人见面了,他终于获得了彻底的轻盈!他无所依附的尊严终于摆脱了一切源于沉重肉身的牵累,他从恶梦一般无所不在的屈辱与恐惧中走出来获得了完全的尊严。
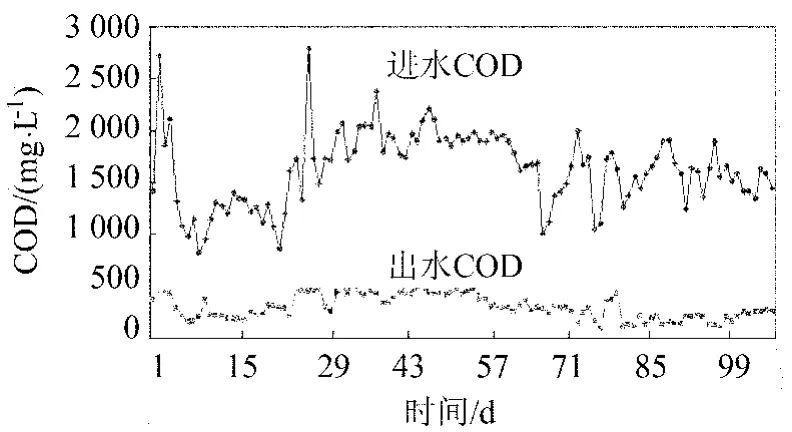
图3 COD 去除效果
3.2.2 容积负荷
容积负荷即为每立方米池容积每日负担的有机物量,去除容积负荷即为每立方米池容积每日去除的有机物量。生物流化床中,若S1、S2分别表示为进、出水COD 值,Q 为装置处理量,V 为装置体积,则生物流化床的COD 投配容积负荷(N′V)=Q×S1/V,去除容积负荷(NV)=Q ×(S1-S2)/V。本次实验的生物流化床NV 试验情况如图4 所示。
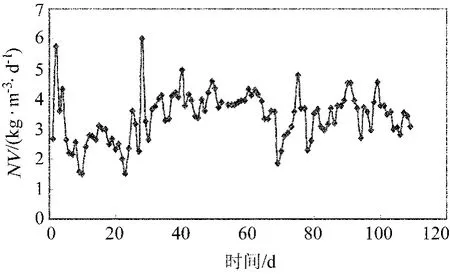
图4 COD 去除容积负荷
由图4 可见:生物流化床的平均COD NV 为3.1 kg/(m3·d)。装置运行时的最大COD N′V可达6.0 kg/(m3·d),表明它对COD 有较高的容纳和抗冲击能力。
生物流化床N′V 和NV 的关系如图5。
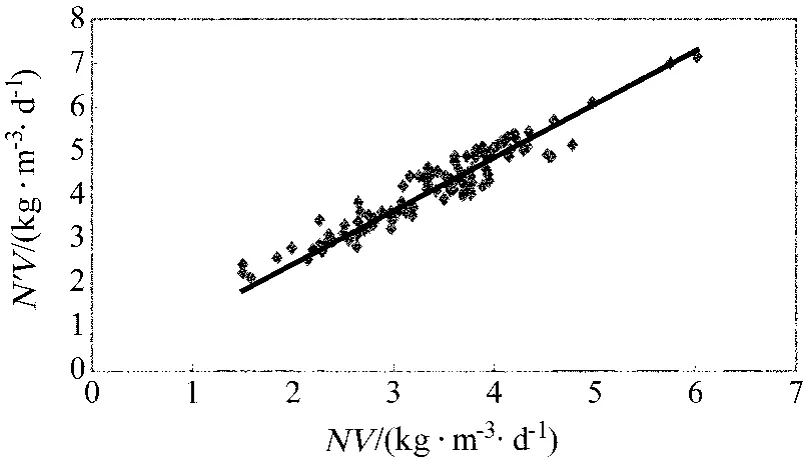
图5 N′V 与NV 关系
NV 随N′V 的增大而增大,且NV 与N′V 之间大致成正比关系,根据试验结果采取回归的方法得出其正比例关系为:NV =0.829N′V,NV 与N′V之间呈线性关系,表明在此负荷范围内,反应器尚有潜力。
3.2.3 生物流化床与传统活性污泥法比较
根据试验数据对比生物流化床与传统活性污泥法运行数据见表3。
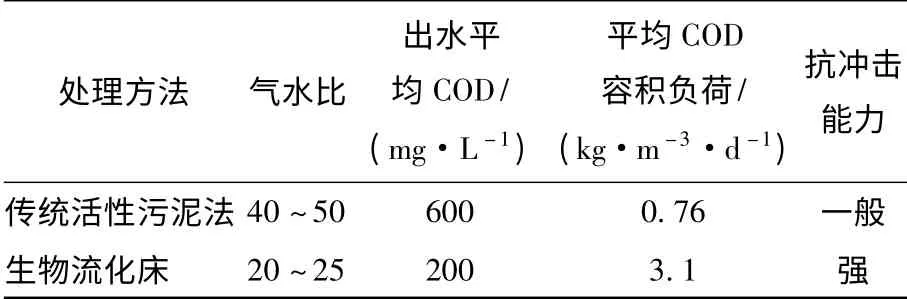
表3 生物流化床与传统活性污泥法工艺比较
4 技术经济分析
生物流化床反应器在运行时反应器内部的气-液-固三相处于高速均匀流化状态,这不仅使系统的传热、传质、动量传递效率增强,而且使生物膜表面不断更新,保持与溶解氧及营养介质的充分接触,使微生物活性及代谢功能大大增强,是一种反应效率较高的反应器形式。这种反应器可实现污水处理的装置化、集成化,占地面积少,投资省、操作费用低等特点,与传统的氧化沟法相比具有一定的优势[2]。氧化沟法与生物流化床2 种工艺预处理乙二醇污水的工业试验成本对比见表4。
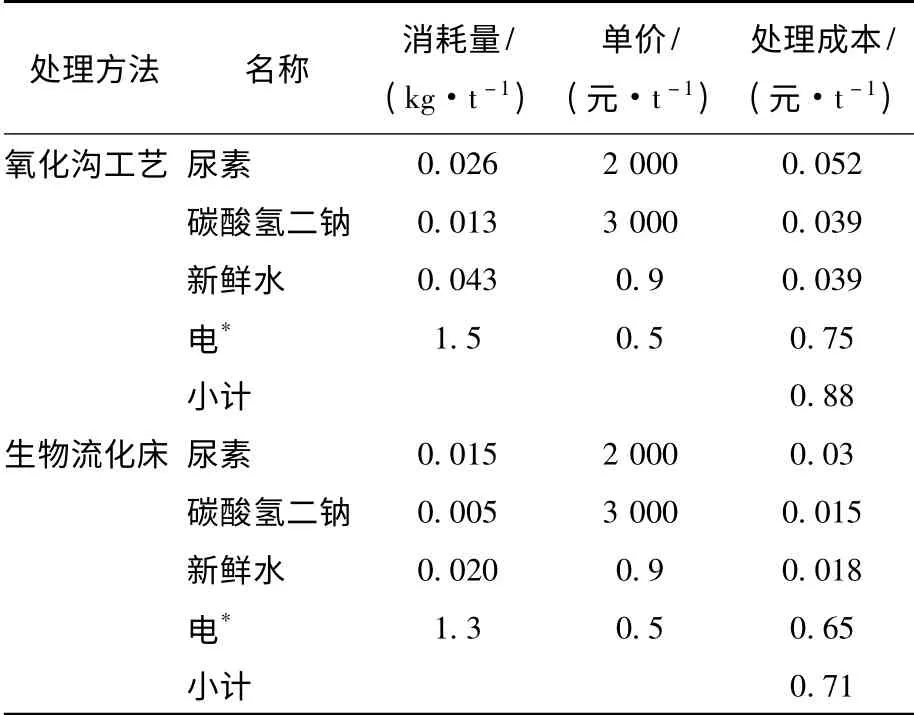
表4 氧化沟工艺与生物流化床污水处理成本对比
现有氧化沟工艺乙二醇污水预处理成本(人工成本除外)为0.88 元/t,生物流化床乙二醇污水工业试验预处理成本为0.71 元/t(人工成本除外)。生物流化床比传统工艺方法氧化沟运行处理费用节约0.17 元/t。
5 结论
(1)试验确定了生物流化床处理乙二醇污水工艺最佳运行参数为pH 5.5 ~10.5,温度25 ~30℃。在进水COD 为1 000 ~3 000 mg/L,处理后的污水COD 低于500 mg/L,COD 去除率可达到89%。
(2)生物流化床运行时的平均COD NV 为3.1 kg/(m3·d),是传统活性污泥法平均NV 的4 倍。该装置最大COD NV 达6.0 kg/(m3·d),充分表明该反应器较高的处理效率。
(3)试验表明采用生物流化床处理乙二醇污水效率高、能耗少,并且产泥量少,减少了固体废弃物的二次污染。
(4)生物流化床实现了污水处理的装置化、集成化、占地面积小,操作费用低,处理效果好,抗冲击能力强。
[1] 刘献玲,张建成,曹玉红,等.炼油废水生物流化床处理工业应用研究[J].现代化工,2005(3):53 -55.
[2] 李春华,张洪林. 生物流化床法处理废水的研究与应用进展.环境技术,2002,(4):27 -32.
猜你喜欢
冰雪运动(2021年2期)2021-08-14 01:54:20
广州化工(2020年5期)2020-04-01 01:24:58
石油石化绿色低碳(2019年6期)2019-01-14 01:16:16
中央民族大学学报(自然科学版)(2018年3期)2018-11-09 01:16:42
中国盐业(2018年23期)2018-03-30 01:29:28
中央民族大学学报(自然科学版)(2018年3期)2018-01-12 06:03:03
计算机测量与控制(2017年6期)2017-07-01 16:24:28
山东工业技术(2016年15期)2016-12-01 05:30:46
中国塑料(2015年5期)2015-10-14 00:59:48
浙江大学学报(工学版)(2015年1期)2015-03-01 01:17:27