
大型不锈钢铸件门槽轨道的铸造生产实践
2013-07-11 04:03王秀生
铸造设备与工艺 2013年3期
王秀生,张 琦
(山西百一机械设备制造有限公司,山西 太原 030003)
我国西南地区某电站是目前澜沧江上最大的水电站,总装机容量为420 万kW。其中:门槽轨道是用于电站底孔放空事故检修闸门链轮装置的重要承载部件。每套门槽轨道共26 节,左右各6 节,节间采用螺栓连接。闸门的启闭运行通过门叶上装配的链轮装置在门槽轨道上滚动而进行。链轮闸门断面见图1.
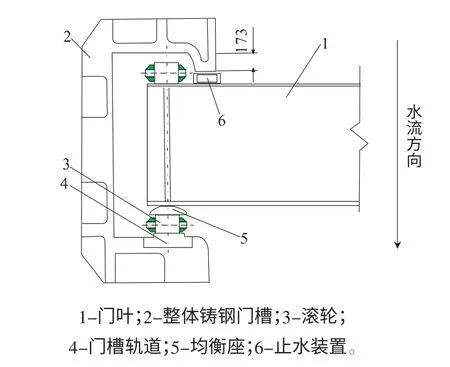
图1 链轮闸门断面图
为了防止门槽轨道在工作时产生过量变形、表层压碎和侵蚀损伤等现象,必须保证各部件在接触应力作用范围内有足够的强度,有良好的综合机械性能,且耐蚀性能良好。门槽轨道的轮廓尺寸为5416 mm×706 mm×171 mm,单重4880 kg,属于大型板类铸钢件,材质选用0Cr17Ni4Cu4Nb,系高强度马氏体沉淀硬化型不锈钢,铸造极其困难,制造技术难度很大。为此,成立攻关项目组。
通过在生产过程中,不断完善铸造、冶炼、热处理等工艺技术参数,严格控制各工序过程质量,最终取得该项目的研制成功。该项目的研制成功,不仅完成了我们进入水电用不锈钢铸锻件领域的一次有益尝试,而且填补了我公司生产沉淀硬化不锈钢铸锻件的技术空白,未来经济效益十分显著。
1 主要技术指标
1)材质为0Cr17Ni4Cu4Nb
2)化学成分见表1.

表1 化学成分 (质量分数,%)
3)机械性能
σb≥900 MPa;σS≥80 MPa;δ≥12%;ψ≥45%.
4)探伤要求
对照GB7233—87,超声波探伤符合Ⅲ级标准要求。
2 门槽轨道结构图和立体图
门槽轨道结构图和立体图如图2 和图3.
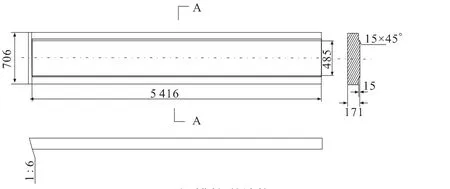
图2 门槽轨道结构图

图3 门槽轨道示意图
3 铸造工艺流程
铸造工艺流程如图4 所示。

图4 铸造工艺流程
4 铸造工艺难点
由于门槽轨道属于重型、长板型铸件,单件毛坯重4880 kg,轮廓尺寸为5416×706×171(mm),因此,是组芯造型还是砂箱造型?造型方法的选择是首要问题。由于门槽轨道属于厚壁铸件,壁厚均大于100 mm,而技术协议要求探伤,因此,不能使用内冷铁且需保证铸件的致密度,又是一个工艺难点;由于材质为0Cr17Ni4Cu4Nb,属于马氏体沉淀硬化型不锈钢,因此,如何确定中频炉冶炼工艺,从而获得合格的钢水,也是一个工艺难点;由于打箱之后的门槽轨道为马氏体组织,塑性很差,晶粒粗大,内应力由于冷却过程不一致而增大,切割浇冒系统存在很大的裂纹倾向,所以,冒口切割工艺也是一个工艺难点。
5 主要采取的措施
5.1 造型方法的选择
相对于砂箱造型来说,组芯造型的方法不必配制专用的造型工装,制芯工作量大,便与组织生产,但是由于分芯面较多,在铸件几何尺寸的控制上较差,很难保证铸件尺寸精度。鉴于此,确定“平做侧注”的砂箱造型方法。
5.2 铸造工艺方案设计
1)加工余量:顶面,28 mm;底、侧面,19 mm.
2)缩尺:2.3%.
3)浇注系统:采用阶梯式浇注系统,直浇道:φ100 mm 1 个;内浇道:规格φ80 mm 2 个。
4)冒口
规格550×270×600(mm)3 个。
5)型、芯砂和涂料
面砂采用铬矿砂,背砂采用水玻璃石英砂,涂料采用锆英粉醇基涂料。
6)铸造工艺图见图5.
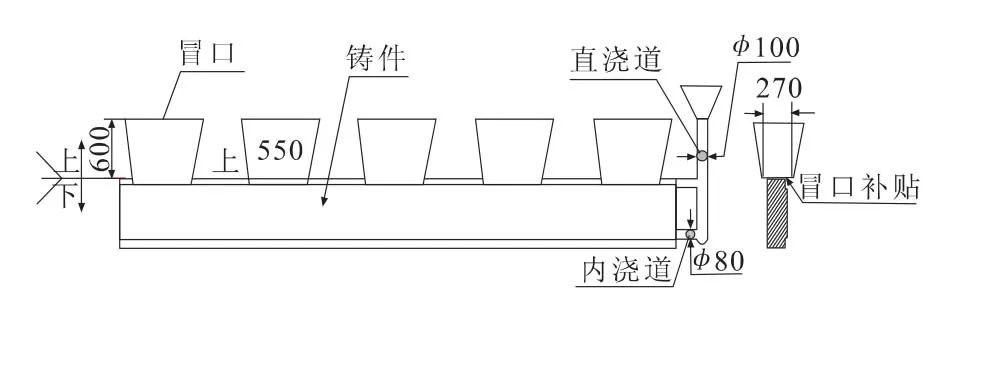
图5 门槽轨道铸造工艺图
5.3 冶炼工艺设计
1)对原料中废钢项进行全分析,合金相必须索要准确的化学成分报告。
2)所有入炉合金料及辅料必须按规程烘烤,废钢必须干净、无水气;
3)根据装入总量、收得率及成品钢水各元素含量计算出合金料加入量,并准确计量。
4)将Cr 铁、Cu 板、Nb 铁、含铜镍系不锈废钢和0Cr 或00Cr 不锈废钢装满坩埚,顺序为:合金—废钢中、小料—重料。
5)造渣材料为石灰和萤石以及铝石灰。
6)出钢温度:1600 ℃~1620 ℃。
7)浇注温度:1540 ℃~1560 ℃。
8)浇注过程中,钢水必须压满浇口杯,当浇注到冒口1/2 时,中等流量轮流点注冒口,直至注满。
5.4 铸件清整工艺要点
1)浇注后砂箱保温96 h,方可打箱。
2)浇冒口采用气刨切割,必须热割,铸件温度≥300 ℃。
3)铸件去应力退火,700 ℃保温3 h 内,炉冷到30 ℃以下出炉。
6 应汲取的经验教训
6.1 铸造工艺设计
由于初期设计没有任何参照和经验可以吸取,工艺设计中存在诸多问题,导致初期生产的铸件粗加工时,裂纹现象严重,返修工作量很大。经过充分讨论后,我们改进了铸造生产设计方案,主要对冒口尺寸设计、增加冷铁、调整浇注工艺等进行了更改。更改后的铸造工艺,不仅从工艺上更为可行,操作上更为方便经济上也更为合理。
6.2 冒口切割工艺
初期制做时,打箱后即开始气刨浇冒口、飞边皮缝等,导致冒口根部常有裂纹产生。发现问题后,项目组及时确定改进措施,工艺要求热割冒口,铸件温度不得低于350 ℃,并给操作班组配设测温枪,温度一旦低于工艺要求,即行进窑加热。最终解决了问题,使得产品的缺陷率大幅下降,产品的质量也获得了质的提高。
7 结术语
公司生产的大型不锈钢铸件门槽轨道,由于工艺设计合理,操作正确,取得了满意的结果,通过检验,各项性能数据达到预期的要求,交付用户后,使用效果良好,获得用户的好评。门槽轨道的成功制作,填补了公司马氏体沉淀硬化型不锈钢铸造工艺的技术空白,拓宽了特种铸件的市场领域,经济效益显著,具有极高的推广应用价值,为我公司今后生产类似铸件取得了宝贵的铸造工艺经验。
猜你喜欢
山东冶金(2022年4期)2022-09-14
铸造设备与工艺(2022年3期)2022-07-13
中国铸造装备与技术(2022年3期)2022-05-27
新疆钢铁(2021年1期)2021-10-14
中国金属通报(2021年22期)2021-03-09
玻璃(2020年2期)2020-12-11
玻璃(2020年2期)2020-12-11
铸造设备与工艺(2017年6期)2018-01-28
中国铸造装备与技术(2017年6期)2018-01-22
资源再生(2017年4期)2017-06-15
