
小口径炮弹铜弹带自动焊接技术
2013-07-09 02:33:36舒泽胜余海勇
兵器装备工程学报 2013年3期
舒泽胜,余海勇
(中国兵器工业第五八研究所,四川 绵阳 621000)
目前国内生产小口径炮弹的军工企业在装配铜弹带时,大多采用在弹体上开凿齿状沟槽,将预先制成的铜弹带套在沟槽内,然后靠紧口压合机构将铜弹带和弹体结合在一起。这种传统的结合成型方式主要有2 种弊端:①是铜弹带与弹体结合效果不好,在射击时铜弹带容易脱落,影响炮弹的射程和精度;②是这种生产方式工序复杂,生产效率较低。故采用氩弧焊自动焊接的方式实现小口径炮弹铜弹带的装配在生产中具有重要的现实意义。
1 焊接工艺的确定
1.1 焊接材料的准备
由于紫铜导热性好,焊接时热量可能迅速从加热区传导出去,使弹体与铜带难以融合,因此选取合适的紫铜焊丝尤其重要。S201 紫铜焊丝,国家标准:HSCu;美国焊接协会标准:ERCu;德国标准:SG -CuSn 。产品说明:紫铜焊料一般用于脱氧铜和紫铜的焊接,可适用于MIG 和TIG 共2 种焊接方式。由于具有良好的流动性,是纯铜理想的焊接材料,同时,可保证焊点牢固,S201 紫铜焊丝相当AWS RCu 主要成份(%)Cu Rem。特性和用途:机械性能好,抗裂性好。紫铜适合氩弧焊用。
因此铜弹带材料选择S201 紫铜焊丝。
1.2 焊接工件的要求
把弹体需要焊接的表面通过去油污清洗干净,晾干以方便达到焊接要求。
1.3 焊接方式的确定
由于在氩气保护下熔融状态的铜不会被氧化,同时氩气又不与铜发生反应也不溶于铜,形成的铜焊缝质量高,焊缝表面光滑,均匀,无气孔,无飞溅;这种焊接方式产生的热量集中,热影响区很窄,焊接变形和应力小,因而对弹体的战斗性能影响较小。考虑到弹体的工艺结构与焊接热影响区大小等因素,决定选择全自动环焊缝TIG 焊的焊接方式。另外为了更进一步减少焊接产生的热影响对弹体战斗性能的影响,在焊接过程中对弹体进行液体循环冷却。
2 焊接专机的组成及主要指标和功能
2.1 组成
2.1.1 机械本体的组成
主要由床身、气动三爪夹紧机构、旋转动力头(步进电机驱动)、焊枪驱动机构、焊枪水平移动(摆动)机构(步进电机驱动)、冷却液泵循环系统以及控制器(含手控盒)和一台氩弧焊焊机等组成。如图1 所示。
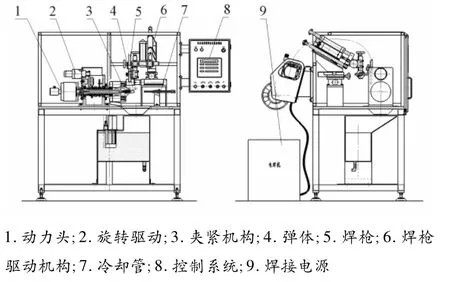
图1 铜弹带自动焊接专机
2.1.2 控制系统的组成
主要由控制柜、西门子PLC、触摸屏、手控盒、伺服电机系统等组成。控制电缆的安装采用金属软管防护飞溅。操作面板如图2 所示。
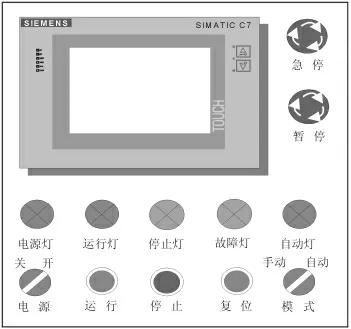
图2 铜弹带自动焊接专机面板
2.1.3 气路系统
采用台湾AIRTAC 公司气动元件,采用快换式管接头,以方便更换气管和更加合理的布置气路,以便于维护。
2.2 主要指标和功能
1)人工放置工件后能自动齐边夹紧、定位和旋转。
2)焊接弹带后不允许弹体直径变形。
3)焊接完全,焊接面积大于95%。
4)弹体热影响区不大于1 mm。
5)人工将弹头放置在定位夹紧机构上后,启动夹紧按钮。
6)焊接后确保弹带环环焊缝均匀美观,无咬边等焊接缺陷。
7)能人工调整焊枪位置和角度
位置微调整范围:X 方向为±25 mm,Y 方向为±25 mm,Z 方向为±25 mm。
角度调节范围:±15° 。
8)在“设定”状态下,能通过西门子触摸屏TP170A 5.7″分别检查和(在正确输入口令后)设定焊接电源的焊接工艺参数及工件相关尺寸:焊件半径R 为10 ~50 mm;搭接量为0 ~50 mm;后退量为0 ~10 mm;焊接电流为10 ~300 A;焊接电压为12 ~35.5 V;焊接速度为100 ~650 mm/分。
9)“手动”状态下能检查:焊枪的上升和下降、中心定位夹紧机构的松开和夹紧、工件旋转。
10)在“自动”状态下
具有单步和连续锁弧运行的调试功能。在自动焊接全过程和中途停止且停后能从断弧处继续焊接。能实时显示焊接中的焊接电流和电压。具有断弧检测和自动补焊功能。具有焊丝粘检测和自动停机功能。
3 焊接热影响分析
在铜弹带焊接过程中,技术关键点也是难点在于对焊接热影响区的控制。焊接熔池中的热量对弹体合金钢的材质和力学性能会产生严重影响,会降低弹体的杀伤力。因此,在焊接过程中应该尽量降低热影响区域的范围和效果。
焊接传热过程对焊接接头堆焊层和界面组织将产生重要影响。基体的传热过程决定着基体的熔化量,也就决定着Fe 向Cu 中的溶解量;焊接熔池中的传热过程,决定着堆敷层金属的晶体成长形态,决定着Fe -Cu 液相分离现象的发生以及Fe 在堆敷层中的分布形态,因而也就决定着堆敷层的组织、相组成。因此,定量分析焊接传热过程具有重要的意义。
由于焊接本身的特点,对焊接过程发生的一些现象进行实验存在较大困难。而科学的数值模拟方法,为我们定量的描述焊接传热过程,深入理解焊接过程中所发生的复杂现象及本质提供了必要而实用的手段。
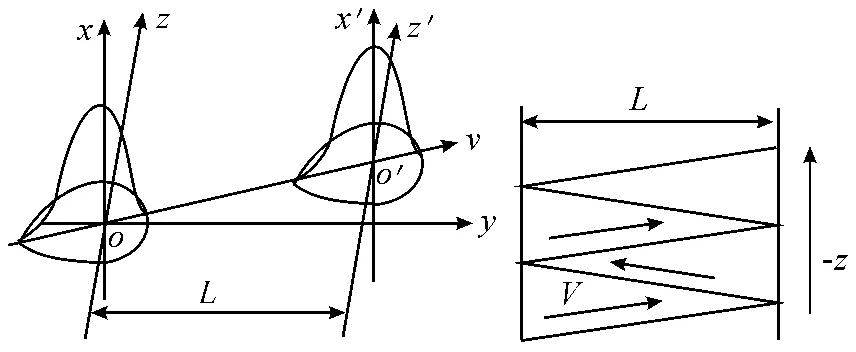
图3 摆动焊接电弧示意图
从温度分布云图可以看出,与单道焊相比,摆动焊最高温度较低,这主要是由于摆动焊焊接速度快,但是有两次出现最高温度,而且由于热量积累,冷却速度比单道焊小。
因此,从分析结果得出如下结论:采用摆动焊接,弹体基体的热影响区小。
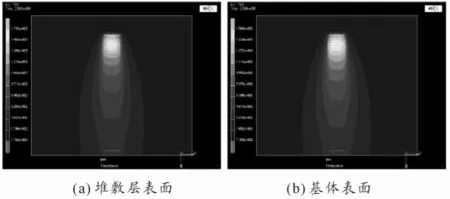
图4 单道焊表面瞬时温度分布云图
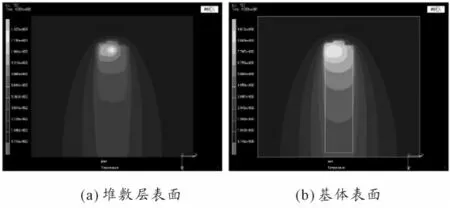
图5 摆动焊表面瞬时温度分布云图
4 焊接专机的工作过程及焊接效果
4.1 工件装夹
人工将工件装入气动卡盘,脚踏按钮,气动卡盘将工件夹紧定位,人工将冷却水管伸入到工件内部。在第一次焊接时需人工调整焊枪水平方向和前后的位置,使焊枪与工件焊接的初始位置一致,然后关闭防护装置。
4.2 设置焊接参数
电流值(A):× × × ×
电压值(V):× × × ×
焊接速度(mm/min):× × × ×
搭接量(mm):× × ×
工件直径(mm):× × ×
摆幅(mm):× × ×
4.3 焊接
启动运行按钮,焊枪下降到位,焊枪引弧焊接,冷却泵启动对弹体进行冷却。动力头步进电机驱动工件旋转,焊枪移动(摆动)机构的步进电机驱动焊枪水平移动(摆动),焊机完成工件的焊接。
4.4 卸料
人工将焊接完成的工件取下,重新装夹新的工件。
4.5 工件焊缝效果
如图6 所示。
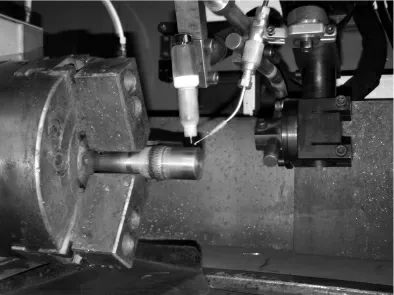
图6 铜弹带焊接效果
5 结束语
成功应用全自动氩弧焊焊接专机对传统的小口径炮弹弹带装配方式进行改进,堆焊出的铜弹带与弹体结合更牢固,也改善了传统的加工工艺,炮弹经过射击打靶验证能完全满足各项技术性能指标的要求,此项研究成果必将对我国小口径炮弹传统弹带装配技术产生积极的深远意义,发挥历史性的技术突破作用。
[1]冯太合. 西门子S7 -300 系列PLC 及应用软件STEP7[M].广州:华南理工大学出版社,2004.
[2]张方宇.我国弹药生产技术和装备发展现状及发展对策初探[J].兵工自动化,2008,17(4):1-4.
[3]哈尔滨工业大学.采用异质铜双丝氩弧堆焊焊接炮弹弹带的方法[P].中国专利:CN1817542,2006-03-06.
[4]中国机械工程学会焊接学会.《焊接手册》第1 卷.焊接方法及设备[M].北京:机械工业出版社,2008.
[5]王海涛.铜弹带堆焊中泛铁规律研究[D].哈尔滨:哈尔滨工业大学,2007.
猜你喜欢
现代农机(2022年3期)2022-07-11 11:42:12
弹道学报(2022年1期)2022-03-28 07:37:08
小学生必读(低年级版)(2021年3期)2021-05-12 05:33:44
装备制造技术(2020年9期)2021-01-26 00:14:42
兵器装备工程学报(2019年3期)2019-04-11 01:43:58
兵器装备工程学报(2018年1期)2018-03-01 09:08:37
焊接(2016年6期)2016-02-27 13:04:57
焊接(2015年2期)2015-07-18 11:02:38
制造技术与机床(2015年8期)2015-04-24 07:25:38
机械工程师(2015年10期)2015-02-02 01:14:22
