
FOG邦定机的脉冲加热控制技术
2013-07-04 03:27冯志祥
电子工业专用设备 2013年5期
田 辉,冯志祥
(中国电子科技集团公司第二研究所,山西 太原030024)
FOG (Flex On Glass) 邦定机是一种用于将TCP(Tape Carrier Package)或FPC (Flexible Circuit Board)柔性电路板与ITO(Indium tin oxide)氧化铟锡玻璃之间建立稳定的机械和电气连接的工艺设备,是LCM(Liquid Display Module)液晶显示器件模块生产制造中的关键设备。基于LCM 的工艺需求,自主研发了国内首台用于正反两面压接的自动FOG 邦定机。整机主要功能有:自动上料、定位、正面ACF(Anisotropic Conductive Film)预贴、正面对位(人工)、正面预压、反面ACF 预贴、反面对位(自动)、反面预压、主压、自动下料等。
主压工艺是FOG 邦定的关键工序。主压采用3 个压头压接的方式,每个主压头分别进行加热、加压控制。其中加热控制不仅要求升降温速度快,而且要求具有高的控温精度,是整个设备研发的一个核心技术。主压机采用的是脉冲加热控制方式,可以实时控制温度和压力。本文重点对FOG 邦定中的脉冲加热及其温度控制技术进行论述。
1 脉冲加热技术
脉冲加热方式最适合用于精密焊接或热树脂焊接,其中加热和冷却过程是在受压的情况下完成的。在这种方式中,热压头的形状通常采用U形结构。
基于脉冲压头升温速度快的特点,应用时将热电偶焊接到脉冲压头上以提高热电偶检测温度的灵敏性和快速性。脉冲压头和K 型热电偶如图1 所示。
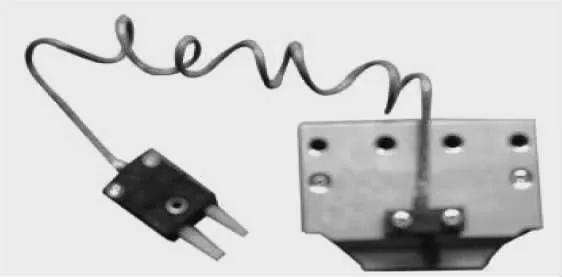
图1 脉冲压头K 型热电偶
脉冲加热要求热压头温度快速升降,因此热压头的电流截面应当越小越好。热电偶连接在热压头上,对温度进行检测。脉冲加热控制器通过温度反馈回路可以对热压头的热量输出进行快速校正,因此脉冲电源能控制温度曲线和热量传输。脉冲加热温控曲线如图2 所示。同时由于加热过程在局部区域短时间内完成,减少了外界对热量的影响,因此具有良好的温度和时间重复性。
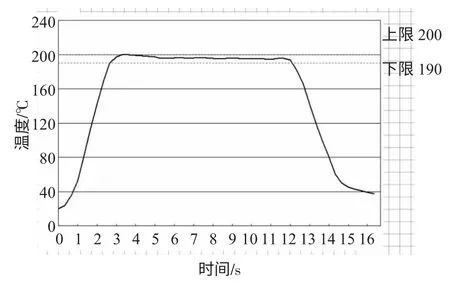
图2 脉冲加热温度控制曲线
在快速冷却之前要求压力保持恒定,这样导电颗粒才能在固化阶段保持在原来位置,从而产生良好的电气连接。
2 脉冲加热原理及理论计算
脉冲加热就是向热压头通脉冲式大电流,热压头部分由钼和钛等高电阻材料制成,当大电流使压头快速升温。热压头前端的热电偶将当前温度反馈到脉冲加热控制器中,控制器根据设定的时间和温度来控制双向可控硅的导通角和开关频率,从而控制变压器输出端脉冲电流的幅值和频率,最终实现现场工艺要求的控温曲线,其原理框图如图3 所示。
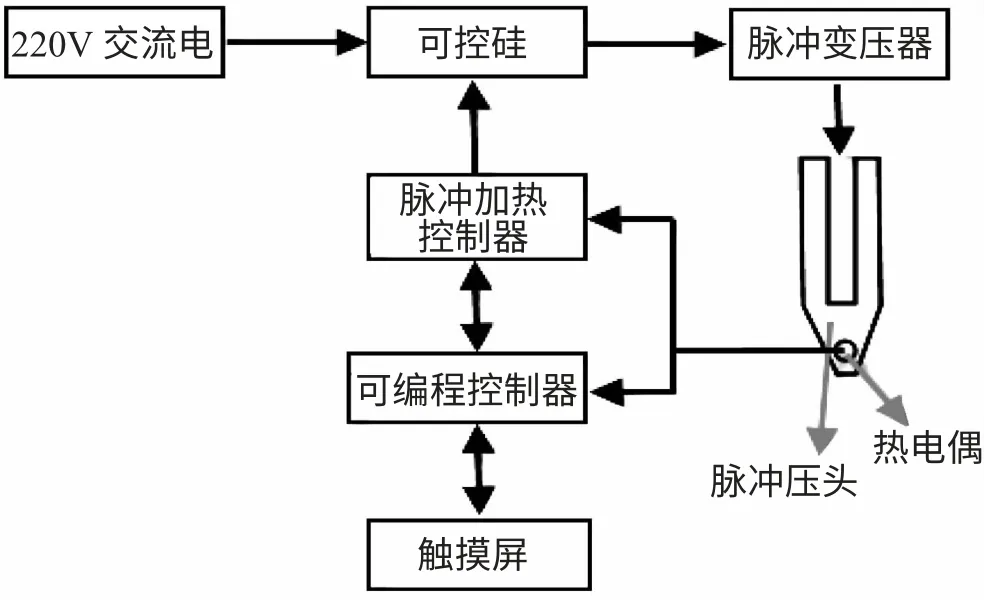
图3 脉冲加热原理图
脉冲加热控制的核心是要随时采集被加热系统的热量,以确定当前需要输出的功率。设计加热系统时要综合考虑:系统启动时所需功率、系统运行时的功率和系统运行中的热量损失等几方面的因素。系统所需功率可用以下公式进行理论计算和设计。

P1——系统启动时需要的功率
m1——加热体重量
c1——加热体比热
ΔT——介质和环境温度之差或温升
Q——散热量
t——加热时间
系统运行时所需要的功率:

P2——系统运行时需要的功率
m2——被加热体重量
c2——被加热体比热
ΔT——介质和环境温度之差或温升
Q——散热量
t——加热时间
3 温度控制系统设计
脉冲式主压系统的温度控制难度很大,因为升温速度快,需要设置的参数多,控制精度要求高。经过对系统所需加热功率的理论计算,并结合以下几方面进行综合设计,以满足系统最终加热控制要求:
(1)脉冲压头材料的选择,选用的是T1镀金的方式,这种处理方法下导电率最高且不易氧化。
(2)在温度值的设定上,采用分段控制,软件可以设置4 段温度控制,温控参数多。
(3)1 个PLC 控制3 个脉冲控制器,控制6 个脉冲压头加热,由于PLC 要实时监控温度,所以需要不停地读取脉冲控制器的温度,并向脉冲控制器写入参数以控制温度的变化,因此要求读取温度和写入参数不能冲突,通讯程序编写时序合理、逻辑清晰。
基于以上要求,PLC 与脉冲控制器采用串行通讯方式,1 个PLC 与3 脉冲控制器通讯,电气原理框图如图4 所示。

图4 电气原理框图
以两段温度控制举例说明,图5 为需要控制实现的温度曲线。
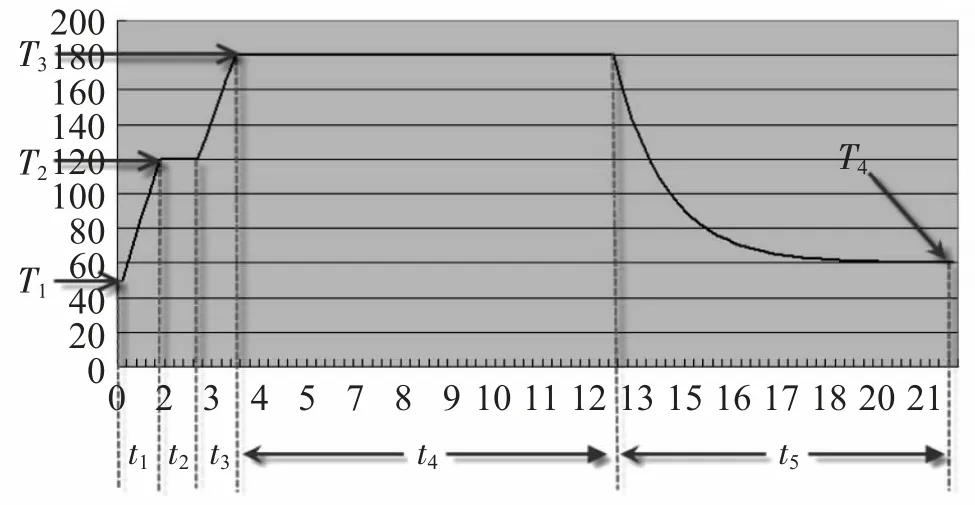
图5 两段温度曲线
T1为起始温度设定为50 ℃
T2为第1 段目标温度设定为120 ℃
T3为第2 段目标温度设定为180 ℃
T4为上压头分离温度设定为70 ℃
t1第1 段升温时间设定为1 s
t2第1 段温度保持时间设定为1 s
t3第2 段升温时间设定为1 s
t4第2 段温度保持时间设定为10 s
要实现该温度曲线需要在人机交互界面上设置多个参数,如图6 所示。图7 是按照设定的参数进行的实际脉冲加热温度控制曲线。
4 脉冲加热应用效果
在实际应用中脉冲加热比传统的恒温加热有很大的优点:
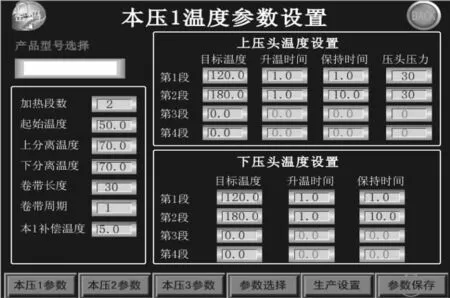
图6 温度参数设置
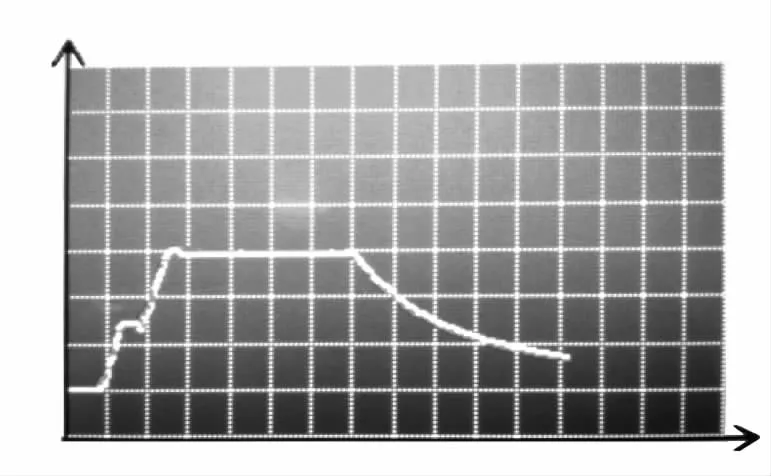
图7 按照设定参数的温度曲线
(1)加压的同时通电加热和断电冷却同时进行,防止了邦定部位浮起、虚焊;
(2)控温精度高,升温速度快,加热时间、保温时间、降温时间可控;
(3)可以根据不同的产品设置温度、时间等参数,可以实现高品质产品的生产;
(4)局部瞬时加热方式能很好地控制对周围元器件的热影响。
5 结束语
脉冲式本压机实现了上下压头同时压接的全自动动作,温度、压力控制准确,在运行过程当中不需要人为干预,整机结构紧凑,整条生产线的产品加工良率及自动化程度高,在国内LCM 生产制造企业中起着举足轻重的作用。
[1] 孟月,陆峰. 视觉系统在全自动COG 热压焊机中的应用[J]. 电子工艺技术,2006,27(1):26-28.
[2] 马增刚. TAB 制造工艺及其关键技术[J]. 电子工艺技术,2005,26(3):169-17.
[3] 张永峰,菅卫娟,何永. FOG 制造工艺及其关键技术[J].电子工艺技术,2010,31 (6): 358-361.
猜你喜欢
武汉理工大学学报(交通科学与工程版)(2022年6期)2023-01-18
西北工业大学学报(2022年6期)2023-01-11
宝钢技术(2022年4期)2022-12-23
中国特种设备安全(2022年6期)2022-09-20
电子制作(2019年19期)2019-11-23
山东冶金(2019年5期)2019-11-16
制造技术与机床(2019年8期)2019-09-03
重型机械(2019年3期)2019-08-27
模具制造(2019年3期)2019-06-06
柴油机设计与制造(2017年2期)2017-07-01
