
ZG30Mn2摇臂壳体调质工艺试验
2013-06-28 06:27鸡西煤矿机械有限公司黑龙江158100张淑梅吕凤雷孙秋玲
金属加工(热加工) 2013年11期
鸡西煤矿机械有限公司 (黑龙江 158100) 张淑梅 吕凤雷 孙秋玲
对ZG30Mn2采煤机摇臂壳体进行调质处理,可以更好地发挥材料潜力,进一步提高其综合力学性能。为此,我们进行了工艺试验,制订ZG30Mn2调质工艺规范,掌握热处理变形及淬火裂纹的倾向,对ZG30Mn2机壳调质后的焊接性能进行测试,进行调质状态的硬度、拉伸、冲击韧度等力学性能的试验。
1. 工艺试验用零件的选取
选取25MJ0501A摇臂壳体进行此次工艺试验。该机壳材料为ZG30Mn2,长2225mm,宽1067mm,高688mm,毛坯重量约2060kg,其机壳结构如附图所示。

25MJ0501A截割部机壳结构简图
2. 制订工艺路线
考虑到摇臂壳体有水槽盖板及耐磨合金的焊接工序,本着最大限度地消除加工、焊接应力并使热处理变形最小,热处理对耐磨合金硬度的影响最小。经过讨论研究,并结合焊接工艺试验结果,制订的25MJ0501A摇臂壳体生产工艺路线为:铸造→正火+回火→铆→机加工→调质→喷丸→机加工。
3. 热处理工艺试验
(1)机壳调质工艺规范制订 根据以前该材料的调质试验结果,并且考虑机壳的质量较大,制订了此机壳调质工艺规范,见表1。
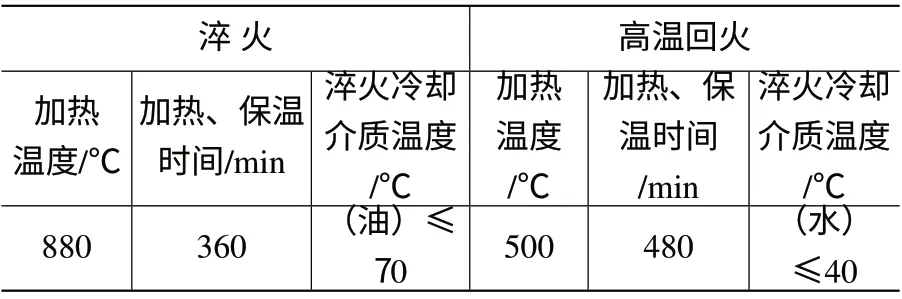
表1 机壳调质工艺规范
因为机壳重量、体积都很大,淬火出炉时如何在高温下迅速准确地将零件吊起放入油槽是一个很大的问题,为此决定在机壳上焊接吊耳,并选定RT-320台车炉作为加热设备。
(2)机壳调质后硬度测定 在机壳外表面有代表性的位置测量硬度,调质后硬度值见表2。

表2 机壳外表面调质后硬度 (HBW)
从表2数据可以看出,摇臂壳体调质后外表面的硬度较以前正火后的硬度(160~170HBW)有较大提高。
(3)机壳调质后力学性能试验 调质后在机壳有代表性的位置截取试样,进行冲击韧度、抗拉强度、硬度试验,数据见表3。
(4)摇臂壳体调质后金相试验 对调质后的冲击韧度试样进行金相检验,金相组织为S(50%)+大小不太均匀的条块状F(50%)。
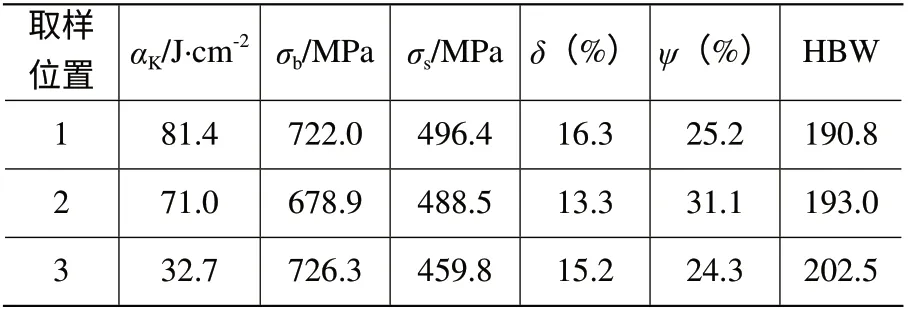
表3 机壳调质后力学性能试验数据
4. 结语
此摇臂壳体调质后的综合力学性能以及金相组织都较以前正火状态有所提高,能大幅提高其使用寿命。
猜你喜欢
民生周刊(2022年16期)2022-08-03
环境工程技术学报(2022年3期)2022-06-05
橡塑技术与装备(2021年23期)2021-12-13
大电机技术(2021年5期)2021-11-04
装备制造技术(2019年12期)2019-12-25
山东冶金(2019年3期)2019-07-10
材料科学与工程学报(2016年4期)2017-01-15
上海金属(2016年4期)2016-11-23
饲料工业(2016年1期)2016-03-22
材料科学与工程学报(2016年5期)2016-02-27
