
KDF2滤棒成型机设备参数研究
2013-06-26 11:38魏瑞广张小杭廖艳培
装备制造技术 2013年6期
魏瑞广,张小杭,廖艳培
(1.广东中烟工业有限责任公司梅州卷烟厂,广东 梅州514021;2.龙岩烟草工业有限责任公司,福建 龙岩364000)
滤棒质量是后续烟支接装品质的保证,也是打造全国优秀卷烟工厂的基础条件,因此滤棒的品质显得尤为重要。KDF2滤棒成型机作为国内目前最为普及的滤棒成型机组,肩负着公司所有高档卷烟滤棒的生产任务,所以研究KDF42成型机的滤棒质量稳定性,是打造全国优秀卷烟工的必然要求。影响滤棒成型品质稳定性的因素很多[1~4],除丝束、成型纸等材料外,成型过程中的辊速比、辊压力、空气喷嘴压力、稳定辊压力、增塑剂施加量和设备运行速度等工艺参数是影响滤棒质量稳定性的主要因素。文章用2.7Y/35000规格的醋纤丝束在KDF2成型机上对稳定辊压力、螺纹辊压力、空气喷嘴压力和辊速比4个参数进行了正交试验。
1 实验材料及测试方法
1.1 材料与设备
这里我们选用美国Celeanese公司生产的2.7Y/35000醋纤丝束,以KDF2型滤棒成型机组为实验机组,使用美国BORGWALDT.KC公司生产DT综合测试台。选用英国FILTRONA公司生产的QTM-7硬度仪等作为我们此次的实验材料及设备。
1.2 测试方法
在滤棒生产过程中,设备运行参数的设定直接影响着滤棒的质量稳定性[5]。此次是以辊速比、螺纹辊压力、空气喷嘴压力和稳定辊压力为试验因素,每个因素分别确定3个水平(见表1)。在不考虑因素间交互作用的情况下,我们用田口实验的方法,设定4因素3水平正交试验方案。4因素的水平参数按照正交试验方案设定。其它相关参数控制为:增塑剂喷加量72 mg/支,成型车速3 000支/min,滤棒圆周24.1 mm,滤棒长度为120 mm。正交试验结果如表1所示。
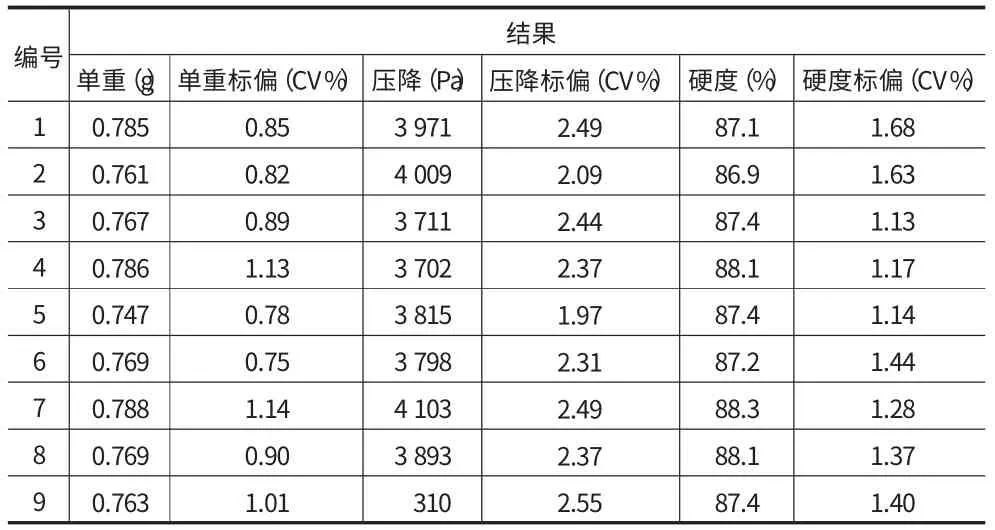
表1 正交试验结果
在试验中,当成型车速稳定达到3 000支/min后,每个样品取样150支,放置60 min后,在环境温度22℃±5℃,相对湿度60%±2%的实验室内,用综合测试台测定滤棒的重量、压降和圆周;用硬度仪测定滤棒的硬度。每个样品测定30支。
2 结果与分析
2.1 试验参数对滤棒单支重量的影响
如表2所示,我们对滤棒单支总质量进行方差分析。由表2可知:当分别给定显著水平α=0.1、α=0.05、α=0.01时查表得F0.10(2,2)=9.0,F0.05(2,2)=19.0,F0.01(2,2)=99.01。
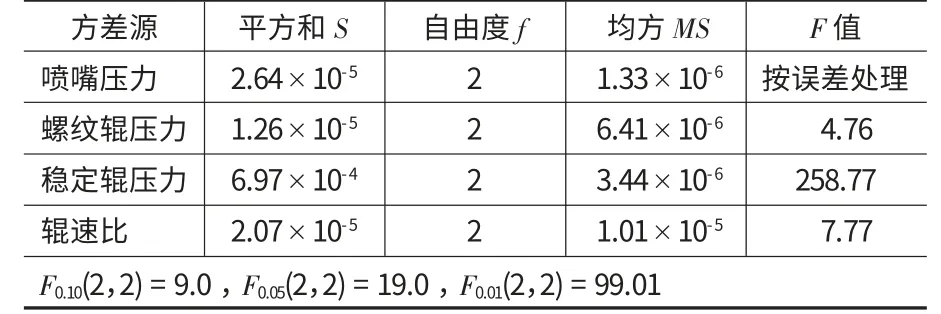
表2 滤棒单重方差分析表
计算得F(稳定辊压力)=258.77>F0.01(2,2),说明稳定辊压力对滤棒单支重量的影响达显著水平,随稳定辊压力的增加,滤棒总质量下降。
2.2 试验参数对滤棒单支总质量变异系数的影响
如表3所示,我们对滤棒单支重量变异系数进行方差分析。由表3知,当分别给定显著水平α=0.1、α=0.05、α=0.01时查表得F0.10(2,2)=9.0,F0.05(2,2)=19.0,F0.01(2,2)=99.01。

表3 滤棒单重变异系数方差分析表
计算得F(稳定辊压力)=6.095 1,F(辊速比)=3.1319,F(螺纹辊压力)=2.378 7均小于F0.10(2,2)、F0.05(2,2)及F0.01(2,2)的值,说明在试验范围内对单支重量变异系数没有显著影响。
2.3 试验参数对滤棒压降的影响
如表4所示,我们对滤棒压降进行方差分析。由表4知,当分别给定显著水平α=0.1、α=0.05、α=0.01时查表得F0.10(2,2)=9.0,F0.05(2,2)=19.0,F0.01(2,2)=99.01。
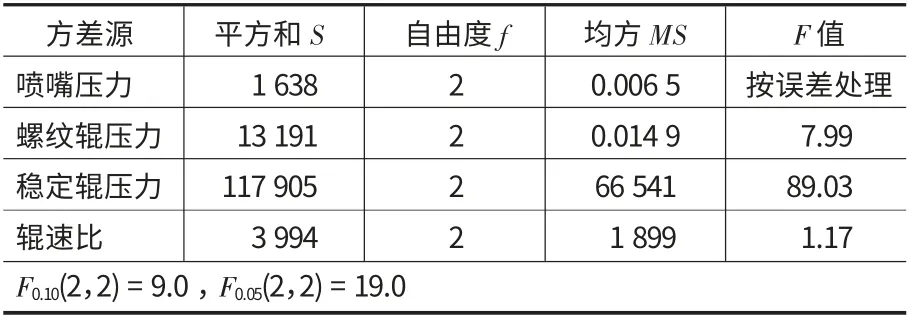
表4 滤棒压降方差分析表
计算得F(稳定辊压力)=89.03大于F0.05(2,2)和F0.10(2,2)的值,表明给定当显著水平位α=0.05和α=0.1时稳定辊压力对滤捧压降的影响有显著性。随稳定辊压力的增加,滤棒压降降低。F(辊速比)=1.17均小于各显著水平下的参考值,表明其对滤捧压降的影响无显著影响。
2.4 试验因素对滤棒压降变异系数的影响
如表5所示,我们对影响滤棒压降变异系数的因素进行方差分析,由表5知,当分别给定显著水平α=0.1、α=0.05、α=0.01时查表得F0.10(2,4)=4.32,F0.05(2,4)=6.94,F0.01(2,4)=18.0。
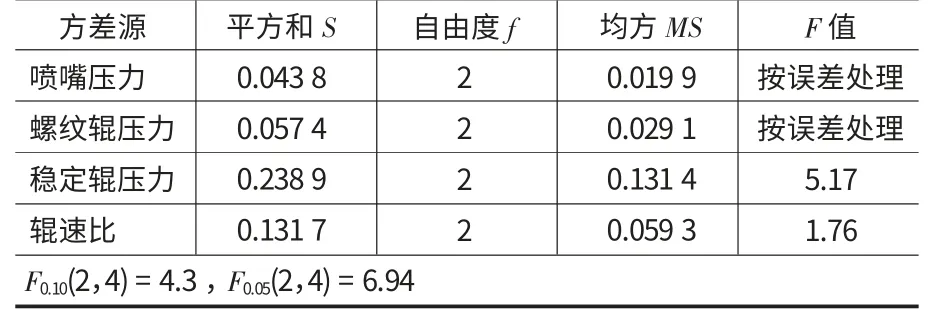
表5 滤棒压降变异系数方差分析表
计算得F(稳定辊压力)=5.17大于F0.10(2,4),表明在给定显著水平α=0.1时稳定辊压力对滤棒压降变异系数有显著影响。稳定辊压力控制在0.08 MPa附近时有利于减少滤棒压降的波动。F(辊速比)=1.76均小于各显著水平下的参考值,表明其对滤棒压降变异系数无显著影响。
2.5 试验参数时滤棒硬度的影响
如表6所示,我们对影响滤棒硬度的因索进行方差分析。由表6知,当分别给定显著水平α=0.1、α=0.05、α=0.01时查表得F0.10(2,2)=9.0,F0.05(2,2)=19.0,F0.01(2,2)=99.01。
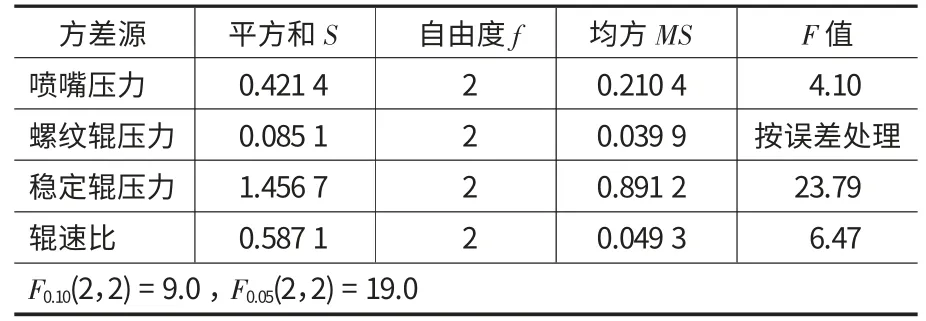
表6 滤棒硬度方差分析表
计算得F(稳定辊压力)=23.79大于F0.05(2,2)及F0.10(2,2),表明给定当显著水平位α=0.05和α=0.1时稳定辊压力对滤棒硬度的影响有显著性。随稳定辊压力的增大,滤棒硬度降低。F(喷嘴压力)=4.10和F(辊速比)=6.47均是显著水平下的参考值,表明其对滤棒硬度无显著影响。
2.6 试验参数对滤棒硬度变异系数的影响
如表7所示,我们对影响滤棒硬度变异系数的因素进行方差分析。由表7知,当分别给定显著水平α=0.1、α=0.05、α=0.01时查表得F0.10(2,2)=9.0,F0.05(2,2)=19.0,F0.01(2,2)=99.01。
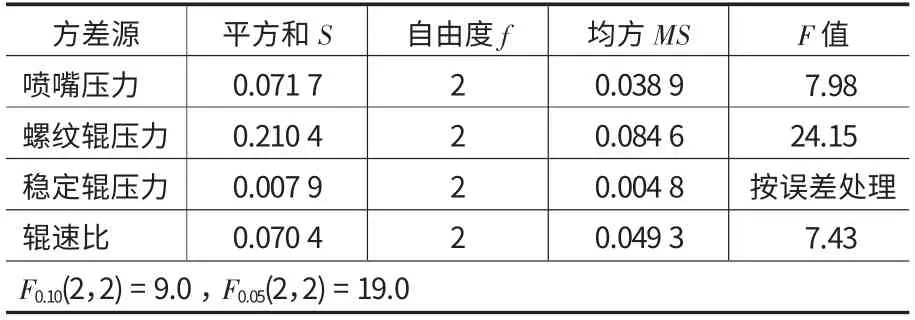
表7 滤棒硬度变异系数方差分析表
计算得F(螺纹辊压力)=24.15大于F0.05(2,2)及F0.10(2,2),表明给定当显著水平位α=0.05和α=0.1时稳定辊压力对滤棒硬度变异系数的影响有显著性。随辊压力的增大,滤棒硬度变异系数减少。辊压力控制在0.19 MPa左右时硬度的变异系数较小。F(喷嘴压力)=7.98和F(辊速比)=7.43均各显著水平下的参考值,表明其对滤棒硬度变异系数无显著影响。
3 应用效果
根据上述试验结果,将试验结果的最佳辊速比、螺纹辊压力、空气喷嘴压力和稳定辊压力等工艺参数应用到实际生产中,其应用效果对比如表8所示。从表8可以看出,成型工艺参数优化后,滤棒质量的稳定性明显提高,滤棒硬度按照设定值±3%的企业标准进行判定,合格率从71.19%提高到95.68%;滤棒压降按照设定值±200 Pa的企业标准进行判定,合格率从91.14%提高到95.46%。实践证明,应用效果显著。
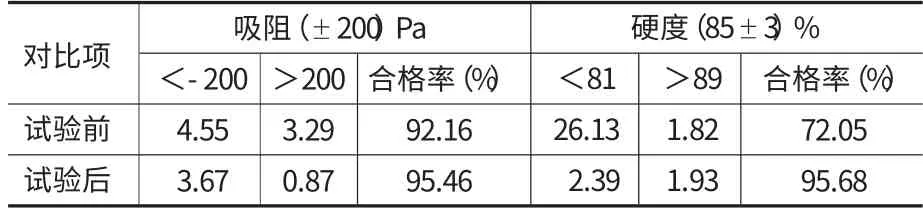
表8 滤棒成型工艺参数优化前后的滤棒喷嘴
4 结束语
从上述分析我们得出以下结论:
(1)稳定辊压力对滤棒单支总质量、压降和压降变异系数及硬度的影响显著,将稳定辊压力控制在0.08 MPa较为适宜。
(2)螺纹辊压力对滤棒硬度变异系数的影响显著,将螺纹辊压力控制在0.19 MPa较为适宜。
(3)在选择的水平范围内,辊速比对滤棒喷嘴的影响不显著,但辊速比过大易导致丝束断裂,影响滤棒喷嘴,应根据丝束规格和丝柬开松情况确定辊速比,一般选在1.15~1.35范围内进行调整。
(4)在选择的水平范围内,喷嘴压力对滤棒喷嘴的影响亦不显著,喷嘴压力的控制以能够满足丝束输送和便于操作为宜。
[1]王 军,曹建华.烟用醋纤丝束对卷烟降焦影响的分析与研究[C].卷烟降焦技术国际研讨会论文集,1999.
[2]Inagaki M,Namiki N,Otani Y.Influences of fiber crimp andcrosssectional shape on particle collection performance ofcigarette filter[J].JAerosol Res,2003,18(4):278-286.
[3]常纪恒,常建勇,等.丝束卷曲特性与滤棒物理特性的关系[J].烟草科技,2011(8):9-12.
[4]常纪恒,赵 荣,等.滤棒成型工艺参数与质量稳定性的关系[J].烟草科技,2007(1):5-9.
[5]王 欣.KDF2型成型机组开松状态与滤棒质量的探讨[J].技术推广与应用,2011(11):125-126.
猜你喜欢
设备管理与维修(2021年6期)2021-04-20
科技与创新(2020年16期)2020-11-29
内燃机与配件(2020年3期)2020-09-10
中国设备工程(2020年2期)2020-03-30
中国设备工程(2019年20期)2019-11-11
中国医学影像技术(2019年8期)2019-08-24
北京汽车(2019年3期)2019-07-19
汽车工程(2016年11期)2016-04-11
中国煤层气(2015年6期)2015-08-22
女友·家园(2015年5期)2015-06-01
