
铝镁合金贮气筒的焊接技术
2013-06-26 11:38:06黄丹,蒲磊
装备制造技术 2013年6期
黄 丹,蒲 磊
(1.上汽通用五菱汽车股份有限公司,广西 柳州545007;2.东风柳州汽车有限公司,广西 柳州545005)
纯铝比重为2.7 g/cm3,纯镁比重为1.4 g/cm3,而铝镁合金比重介于两者之间,仅为碳钢比重的1/3。汽车自身质量的大小是影响燃油经济性的最重要因素之一,汽车质量减轻10%,油耗可降低8%~9%。在能源日趋紧张的今天汽车降重成了各汽车厂商的技术发展方向。为此采用铝镁合金替代碳钢来生产贮气筒,从而实现汽车的轻量化。本文深入分析了铝镁合金贮气筒的焊接性,制定了铝镁合金贮气筒的焊接工艺,详细介绍了焊接所采用的焊接方法、焊接电源、焊接工艺参数、焊前焊后处理及操作要点等。
1 铝镁合金的焊接性分析
铝镁合金熔点(约为455~602℃)较低,但铝镁合金在高温下,由于和氧的亲和力强,在空气中很容易与氧化合成高熔点的氧化膜(约为2 050℃)覆盖熔池,严重的妨碍母材和填充金属的熔合,从而在焊缝中易产生氧化物夹杂、未熔合、气孔等缺陷。同时薄壁的铝镁合金轻量化贮气筒焊接时由于高熔点氧化物覆盖熔池,温度不易控制,焊缝易产生烧穿和下塌现象,影响焊缝品质和产品的外观及性能。
铝镁合金的比重介于纯铝和纯镁之间,但氧化镁的比重为3.2 g/cm3,在焊接过程中形成的氧化镁混在在比重较轻的熔融合金熔液中不易被排出,易使焊缝存在夹渣,导致焊缝的强度无法满足产品性能的需求。
铝镁合金熔点低,易熔化,但其比热和熔化潜热大,导热率大,局部加热较困难,焊接时必须采用能量适中,功率较大的焊接设备,使其有较大的热源。
铝镁合金在高温下的强度和塑性低,易产生塌陷现象,又因铝镁合金从固态到液态时颜色无明显变化,因此对于焊接操作人员的技术要求高。且铝镁合金膨胀系数大,约为钢的三倍,在焊接过程中易产生较大的热应力。
2 铝镁合金轻量化贮气筒的焊接技术
2.1 铝镁合金贮气筒的工序流程
铝镁合金贮气筒呈圆筒形,一般由两个端盖和本体焊接而成。端盖一般为半球形,上面焊接有管接头座;本体为圆筒形,上面焊接有数个管接头座。工艺流程如图1所示。
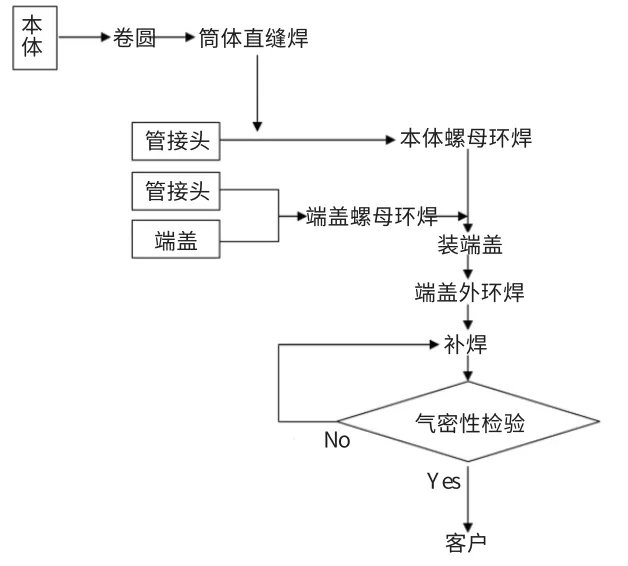
图1 工艺流程简图
由图1的工艺流程图可知,在铝镁合金贮气筒的工艺难点和重点为焊接工序,尤其是筒体的直缝焊和端盖外环焊。
2.2 焊接材料的选用
(1)焊丝
在焊接时,焊丝是影响焊缝金属成分、组织、液相线温度、固相线温度、焊缝金属及近缝区母材的抗热烈性 耐腐蚀性及常温或高低温下力学性能的重要因素。铝镁合金的焊接性较差,熔焊时出现裂纹、焊缝及焊接接头力学性能欠佳或焊接结构出现脆性断裂,因此选用合适的焊丝对于焊接结构非常重要。
在选用焊丝时,对于焊丝性能的要求是多方面的,即
一是,在焊接时生成焊接裂纹的倾向低;
二是,在焊接时生成焊缝气孔的倾向低;
三是,焊缝及焊接接头的力学性能(强度、延性)好;
四是,焊缝及焊接接头在使用环境条件下的耐蚀性能好;
五是,焊缝金属表面颜色与母材表面颜色能相互匹配[1]。
针对焊丝的性能表现及其适用性和预定用途联系起来,选用的焊丝是高Mg含量的ER5356焊丝。
(2)保护气体
在气体保护下焊接铝镁合金时,只能采用惰性气体,选用的氩气纯度(体积分数)不低于99.99%。不仅氩气的纯度至关重要,而且氩气的流量也对焊接品质产生影响。如果氩气的流量过大,会产生一种紊流现象,易将空气卷入,从而降低氩气的纯度,增加气孔的机会。同时由于流速过大,还会加速熔池的冷却速度,不利于氢的逸出,还会出现电弧不稳,使熔池无法保持足够的温度,造成组织冻结,产生气孔和未熔合等。反之,如果氩气流量过小,会使保护气体力度不够,使周围空气大量涌入,从而产生大量气孔,使焊缝变黄、产生裂纹等[2]。
2.3 焊接工艺及控制措施
(1)焊接电源
焊接电源采用的是Fromius TPS4000,其一种具有完美焊接特性的全数字化焊机,能够实现无飞溅起弧,当开始焊接时,焊丝缓慢向工件输送,接触的一瞬间停止,然后小电流引弧,焊丝回抽,当达到了设定的弧长时,按已设定的送丝速度进行送丝,一旦焊接参数已经优化设置好,则焊接过程就可100%的重复实现。
(2)焊接工艺参数
降低电弧电压,增大焊接电流,降低焊接速度,有利于减小焊接熔池溶解的含氢量,延长液态熔池存在时间,减缓熔池冷却速度,便于氢气泡的逸出,减少焊缝气孔。经过试验优选,找出的最佳焊接工艺参数如表1所示。

表1 工艺参数表
(3)焊前处理
铝镁合金在焊接时容易产生气孔,因此铝镁合金焊接时对于母材的表面清洁度高,为此需对铝镁合金焊前进行处理。应采用清洗液进行清洗,去除母材表面油污,保证焊缝的质量满足要求。
(4)焊接过程
引弧:由于铝镁合金和氧的亲和力强,在空气中很容易与氧化合成高熔点的氧化膜(约为2 050℃),覆盖熔池,严重的妨碍母材和填充金属的熔合,因此在引弧时要提前20~30 s送保护气体以排除焊接区域的空气。由于铝镁合金的熔点低,为了保证焊缝质量均匀,需要在引弧位置使用引弧板,起到对母材焊接有预热的作用。
焊接:薄壁的铝镁合金轻量化贮气筒焊接时由于高熔点氧化物覆盖熔池,温度不易控制,焊缝易产生烧穿和下塌,同时又因铝镁合金从固态到液态时颜色无明显变化,因此对于焊接过程中的操作要求高。筒体直缝焊时采用的是平板对接的形式,焊接的方法采用左向焊法,焊枪均匀平稳的向前直线移动,焊接操作过程中要保持焊枪与母材的角度为70°~80°。端盖外环焊时工件的接头为搭接,采用的是工件旋转焊枪位置保持不变,焊接操作过程中要保持焊枪与母材的角度为70°~80°。
收弧:焊接中断或结束时,为了防止产生弧坑或缩孔,收弧处要多填充一些金属,然后再使焊接电流逐渐衰减,断弧后,氩气要持续5~8 s,以防止高温时熔敷金属被氧化,影响焊缝质量及外观。
(5)焊后处理
铝镁合金轻量化贮气筒表面有一层致密的氧化物薄膜,具有防锈和美观的作用,因此成品无须进行涂装。在对铝镁合金焊后需进行处理,采用擦拭液进行擦拭,清理焊缝两侧的黑色物质,保证产品外观品质。
3 结束语
通过分析铝镁合金贮气筒的焊接特性,对铝镁合金焊接材料的焊丝的选用(牌号、直径),焊接规范的工艺参数(焊接电流、焊接电压、气体流量、焊枪角度和保护气体Ar气的纯度)、焊接方法进行辛勤探索研究,制定出一整套铝镁合金贮气筒特有的焊接规范,保证了焊接品质要求。
[1]中国机械工程学会焊接学会.焊接手册:第2卷[M].北京:机械工业出版社,2009.
[2]王宗杰.熔焊方法及设备[M].北京:机械工业出版社,2007.
猜你喜欢
现代农机(2022年3期)2022-07-11 11:42:12
皮革制作与环保科技(2022年10期)2022-06-30 09:06:54
中学生数理化·八年级物理人教版(2021年4期)2021-07-22 03:15:18
装备制造技术(2020年9期)2021-01-26 00:14:42
四川冶金(2019年5期)2019-12-23 09:04:46
四川冶金(2019年4期)2019-11-18 09:30:54
铝加工(2017年5期)2017-03-08 21:31:45
焊接(2016年6期)2016-02-27 13:04:57
制造技术与机床(2015年8期)2015-04-24 07:25:38
汽车文摘(2014年4期)2014-12-13 17:52:05
