
计量泵阀球阀座密封性能检测装置
2013-06-18 01:15大连里瓦泵业有限公司辽宁116600李佰明
金属加工(冷加工) 2013年11期
大连里瓦泵业有限公司(辽宁 116600)李佰明
我公司是生产计量泵的专业厂家,图1所示的阀球与阀座是计量泵的主要组件之一,吸入阀与排出阀的阀球-阀座的组件相同,只是装配顺序相反,阀座与关联件的密封是通过密封垫来进行端面密封,阀球与阀座相接触面的密封是否可靠,直接影响到计量泵的介质输送效率。随着公司的生产规模不断扩大,销售量在不断加大,为了提高检测效率与质量,在计量泵进行装配前,对阀球-阀座组件的接触面的密封性能进行测试是非常必要的。

根据公司的计量泵试验要求,在计量泵组装后,除了要对计量泵进行流量、压力性能试验外,在计量泵组装前还要对阀球-阀座接触面进行密封性测试,其真空度应保证在70~100kPa为合格。考虑到计量泵的所有组件中,只有阀球-阀座需进行真空密封测试,因而必须单独用一套装置来完成这一任务。
目前,在公司的装配车间里,所采用的是煤油渗漏的方法进行密封检测,在整体性能试验时对阀球-阀座的密封性能进行复查,如发现泄漏,再由试泵人员进行研磨,直到合格为止。这种检测方法除了测试过程时间长,突出的缺点是测试结果有一定的误差,影响后续的整体试验,所用煤油易造成环境污染。因此,设计既精确又简单实用的测试装置是摆在我们面前的一项紧迫任务。
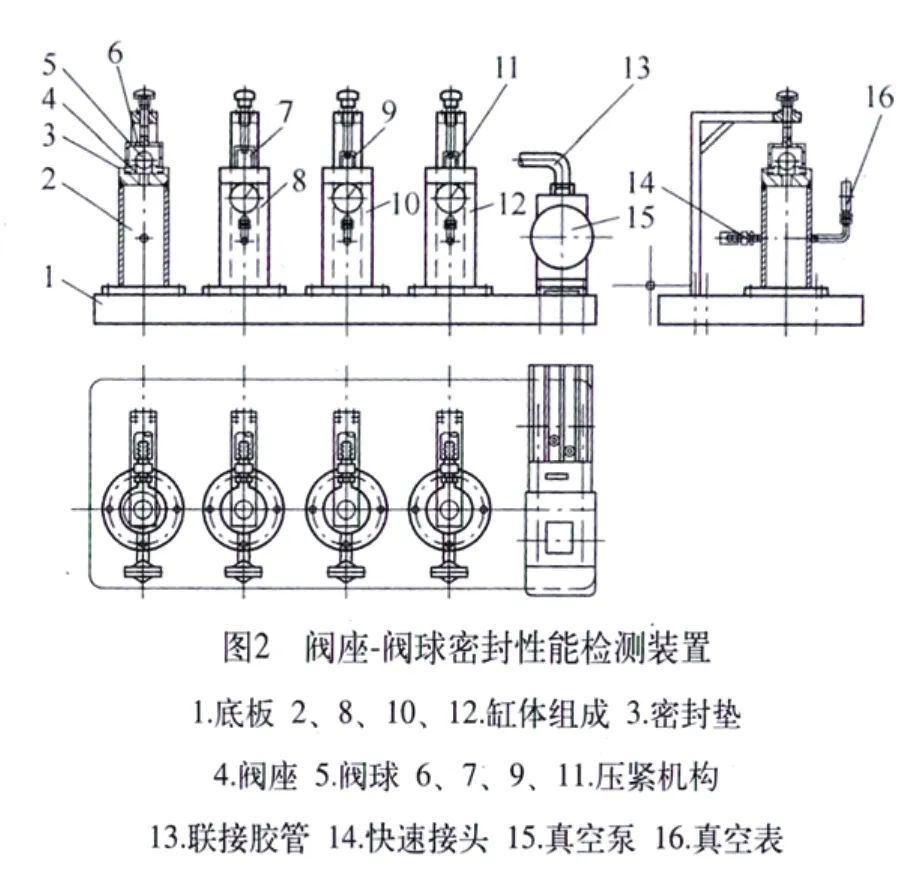
现在公司采用的阀球-阀座组件式密封结构的有直径为5mm、10mm、15mm、25mm等4种规格的阀球及配套的阀座。本着简单、精确、高效的原则,经过现场调研及参阅有关文献,我们采用真空升压法设计了如图2所示的测试装置,
1.原理
(1)真空检漏法是利用封闭容器内部与外部的气体压力或浓度不同时,可以使气体由组成密闭空间的唯一泄漏处(阀球-阀座接触面)进行泄漏的方式进行检测的方法。
(2)静态升压法是将真空泵与被检设备或密封装置相联接,然后抽真空。压力降至某一值时,停止抽真空。同时关闭阀门,放置一段时间。在放置时间里,如果压力急剧上升,就可判断泄漏率很大。如果压力没有大的变化,就可认为泄漏率很小,或者没有泄漏。静态升压法也称为真空放置法。
设被检设备或密封装置的容积为V,停止抽真空时的压力为p1,放置t时间后的压力上升为p2,则单位时间的平均泄漏率为

式中,LPV为以压力与容积的乘积表示的泄漏率,单位Pa⋅m3/s。
(3)真空升压法的优点是不需要什么特殊的设备,只需用真空泵,快速接头,真空表等这些极普通的设备。
(4)旋片式直联真空泵具有体积小、质量轻、振动小、噪声低、起动方便等特点。
2.结构分析
整套测试装置主要由真空泵、真空表、缸体组成、压紧机构、底板及快换接头等组成,针对不同的阀球-阀座组件分别配置了不同的缸头,为了提高测试效率,减轻工人的劳动强度,采用真空抽气法代替传统的煤油渗漏法,选用旋片式直联真空泵,尺寸小,重量轻,性能好,价格低廉,抽气速度为0.5L/s,极限真空小于6.7×10-2Pa,为了提高测试精度,采用弹性真空表来显示真空度,测量范围为0~-0.1MPa,误差为±1%,为了减小装置的结构尺寸,以缸体组成与被测件组成的密闭空间作为储气装置,缸体组成由无缝钢管与缸头和缸底座焊接加工而成。筒体内径为直径79mm,壁厚为8mm,筒高为200mm,为了保证测试的快捷灵活,采用快速接头将真空泵与缸体组成相连。
利用这套装置可对4种规格的阀球-阀座组件进行密封性能测试,测试过程比较简单,先将真空泵与要检测的阀球-阀座组件对应的缸体组件通过快速接头联接起来,再将阀球-阀座组件置于缸体组成中缸头上的密封垫3上,该密封垫3事先用润滑脂粘接在缸头上,靠阀球与阀座的自重及阀座与密封垫3之间的油膜使阀座与密封垫3之间形成可靠的密封,然后由真空泵15通过联接胶管13抽吸缸体组成2、8、10、12中的空气,使筒内形成真空,阀球与阀座接触面密封性是否达到要求,可由真空表16上的指针读数来反映。测试时间的长短取决于真空泵的抽气时间t及其他辅助时间,经计算,缸体组成2、8、10、12中的容积V大约为1.26L,则t=V/泵的抽气率=1.26/0.5=2.52s。
辅助时间以30s来估算,考虑抽气前管路中存在少量空气,那么测试一对阀球-阀座组件约35s。
针对不同规格的阀球-阀座组件利用相应的测试单元,可利用转换快换接头来联接真空泵与不同规格的缸体组成以检测不同的检测组件。
3.结语
此套检测装置经过公司一段时间的试用,阀球-阀座密封性能测试装置完全达到要求,具有较强的实用性,并具有如下特点:
(1)测试误差明显减小,该装置精度等级达1.0级,测试误差仅为±1%。
(2)每测试一对阀球-阀座组件平均只需35s,而仅煤油渗漏试验方法进行试验需5min,还有些需要在整体试验中进行复查才能检查出来,相比之下,节省了检测时间,也不需要在整体试验中的进行复查,效率提高了数十倍。
(3)该装置结构比较简单,成本较低,该装置由16个主要件组成,一般机械厂都可直接购置或自行加工。
猜你喜欢
纺织报告(2022年6期)2022-07-18
实验与分析(2021年1期)2021-11-25
实验与分析(2021年2期)2021-07-14
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年3期)2020-12-25
油气田地面工程(2019年8期)2019-09-05
中国设备工程(2019年13期)2019-08-06
中国铸造装备与技术(2017年3期)2017-06-21
化工设计通讯(2017年8期)2017-03-03
