FANUC同步内装DIS电动机的安装及调试
2013-06-18 06:35青海第二机床制造有限责任公司西宁810021车永贵
金属加工(冷加工) 2013年18期
青海第二机床制造有限责任公司(西宁 810021)车永贵
我公司新研制的一台专用六轴数控机床,采用FANUC 0i MD系统,回转轴采用FANUC同步内装DIS电动机DIS1000/200,该电动机采用稀土结构能够提供强扭矩,优化的磁路设计保证扭矩平稳、均匀,最大角加速度可达100000deg/s [空载],高转速、无背隙,电动机与驱动对象直接连接,体积小,安装方便,最适合回转工作台、五轴回转轴、磨床的工件轴。
FANUC同步内装DIS电动机的系统结构如图1所示。

图1
从图1可以看到,FANUC内装同步伺服电动机主要以散件形式卖给机床生产厂家的,主要部件有转子和定子,另外需要编码器(可以是非FANUC生产的第三方编码器),那么厂家购买后第一步需要安装定子、转子、编码器,这是在调试前机械人员的工作,但是这些工作对于后面的调试工作非常重要,如果安装不当,有可能造成无法调试正常运转,我们在安装时,有几个没注意到的安装要求,结果调试时走了弯路,不得以机械上又全部拆了,重新安装了一遍,耽误很长时间。
一、内装同步伺服电动机的安装
1.定子和转子的安装
(1)安装中定子和转子的同轴度问题:定子和转子之间通过安装轴承固定,一定要保证转子和定子的同轴度,要求控制在10μm以内,如果定子和转子同轴度偏差比较大,则在定子和转子之间将会产生电磁力,同轴度偏差越大,则电磁力也越大,电动机转动过程中负载不稳定,出现SV430 伺服电动机过热、SV410 停止时误差太大、SV411 运动时误差太大等报警,影响电动机的正常运行。定子、转子以及固定的轴承安装好后,拔出电动机动力线,手动盘转子,确认盘动时用力比较均匀、轻松。
(2)安装定子和转子时,首先确定DIS电动机的零点:如图2所示电动机的零点,就是保证定子上的动力线头和转子上的两个小孔在一条直线上。

图2
2.编码器的安装
内装同步伺服电动机的位置和速度使用旋转编码器,FANUC推荐使用的主要有以下几种类型(见表1):

表1 可以使用的旋转编码器例子
根据实际机械结构,我们选用的是αi CZ768S,该编码器是绝对式编码器。由于编码器是精密检测元器件否则,安装同样需要注意编码器座与转轴中心的同轴度,要求控制在10μm以内,一定要保证读数头与检测环的相对尺寸,确定编码器的零点,就是保证一转信号的点和读数头对上,否则无法进行磁极检测,即使进行了磁极位置检测,在电动机运转时,会出现脉冲丢失,可能出现飞车。图3是编码器安装的示意图。

图3
电动机和编码器各自保证如上的要求就可以安装,编码器相对电动机的位置没有要求,任何一个角度就行,电动机的零点和编码器的零点安装用目测就可以,说白了就是保证电动机转到零位时,编码器也转到零位。
二、内装同步伺服电动机的调试
1.内装同步伺服电动机控制有效选定
设定NO2300#2=1:内装同步伺服电动机控制有效。
2.电动机初始化
和αi,βi系列伺服电动机一样,第一步伺服电动机的初始化,根据使用编码器的不同,需要设定的参数如表2所示。
表2中,以下参数按所选电动机DIS1000/200进行设定:

其他参数:


表2 αiCZ768S的情形

电动机的初始化就结束了。

图4
3.电动机磁极位置检测
由于编码器和电动机分开安装,电动机的磁极位置和检测器的相位之间的关系在转动前是不确定的,此时需要检测电动机的磁极位置。磁极位置检测功能按照如下步骤进行:
(1)磁极位置检测顺序: ①将伺服置于接通状态。②磁极位置检测方式有微小动作方式、自动选择方式、停止方式三种。通常情况下选择微小动作方式,在此方式下,电动机一边执行微小动作一边检测磁极位置,设定NO.2229#4=1,NO.2182=0。③本机床选用的编码器αi CZ768A是绝对式编码器,需要将NO.2229#0设置为“1”,这种情况下,当磁极位置检测结束时,检测结果将被存储在参数NO.2139中,因此不需要在每次通电时进行磁极位置检测。④将对象轴的NO.2213#7:设定为1,进行磁极位置检测,磁极位置检测仅对有效轴进行检测,磁极位置检测请求信号G135将忽略无效的轴,本机床安装内装同步伺服电动机的伺服轴是第六轴,在PMC梯形图中处理.G135.5磁极位置检测请求信号:选择空余的按键激活G135.5(在MDI方式下即可,见图5)。磁极位置检测请求信号G135.5,成为“1”时,系统开始磁极位置检测,磁极位置检测中信号F158.5成为“1”,数秒后磁极位置检测结束信号F159.5成为“1”。⑤磁极位置检测结束后,查看参数NO.2139,此参数保存检测结果。当然,因为机械因素或电动机特性而磁极位置检测异常结束时,系统发出伺服报警“POLE DETECTION ERROR”(磁极检测异常)。

图5
(2)磁极位置检测的几点说明:①在使用增量编码器的情况下,只要将参数NO.2229#0设定为“1”,磁极检测就会结束,而且获取电动机的一转信号时,检测结果也将依MDI方式被存储在参数NO.2139中。②磁极位置检测结束后,只要不断开电源,就不能再次进行磁极位置检测。如果要再次进行磁极位置检测,可以将参数NO.2139清零,断开放大器电源,重新上电,进行磁极位置检测,同样相同的检测结果被保存到参数NO.2139中。③在使用绝对编码器的情况下,磁极位置检测后,检测结果存储在参数NO.2139中,不需要在每次通电时进行磁极位置检测,但是如果编码器连接放大器之间的反馈线因某种原因断开过,连接后通电就必须再次进行磁极位置检测。④DIS内装伺服电动机的定子、转子只要重新安装,就必须执行磁极位置检测,否则电动机无法运行。⑤编码器和转子之间旋转方向问题:磁极位置检测结束后,在确认机械安装松紧合适的情况下,在电动机正常吸合后,以手脉X1挡确认,在负载监控画面下,确认电动机的负载是否正常,如果手摇速度一快,负载急剧上升,可能是电动机的旋转方向和编码器反馈相反,此时更换电动机动力相序,再次进行上述试验(见图6)。⑥在磁极位置检测过程中,转子的动作范围被限制在允许移动量5°的范围内,所以进行磁极位置检测时,要保证编码器的读数头1的中间位置与编码器磁环外圈上的凹槽的相对位置角度在±5°范围内。
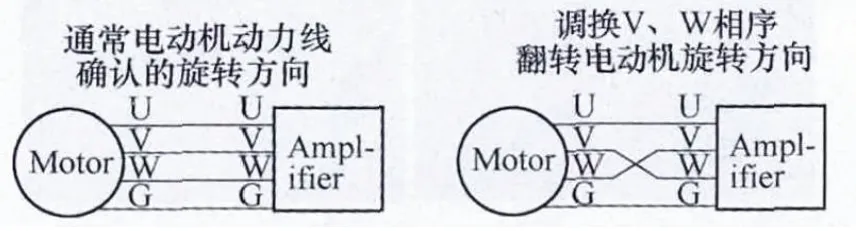
图6
4.有关DIS内装伺服电动机温度检测的说明
(1)DIS内装伺服电动机内部装有温度检测,控制内部电动机在90°范围内正常工作。一般有电热调节器(t her mi st or)和温度调节装置(t her most at),接线如图7所示。

图7
(2)对于温度调节装置(t her most at),一般选择经由电动机反馈线,反馈到系统由伺服软件检测,需要将参数NO.2300#7设定为“1”,另外需要将参数NO.2300#3设定为“1”,(既采用αi CZ传感器传输电热调节器和温度传感器),否则开机会出现SV430 伺服电动机过热报警,接线如图8所示。

图8
(3)DIS内装伺服电动机的外圈装有冷却套,一般采用液体冷却,采用液体冷却需要设定以下表格中液体冷却的参数,选用电动机不同,参数值不同(如果不设定这些参数,电动机初始化后表3参数中的值为默认的没有冷却的值)。

表3 DIS 1000/200(A06B-0496-B300)(参数表位:200V)
DIS内装伺服电动机进行正确安装,参数按以上所述设定,磁极位置检测完成之后,电动机就能正常运转。
猜你喜欢
防爆电机(2022年4期)2022-08-17
防爆电机(2021年4期)2021-07-28
大电机技术(2021年2期)2021-07-21
防爆电机(2021年1期)2021-03-29
测控技术(2018年2期)2018-12-09
成都信息工程大学学报(2018年3期)2018-08-29
水电与抽水蓄能(2018年1期)2018-03-07
电子设计工程(2017年20期)2017-02-10
电子器件(2015年5期)2015-12-29
电机与控制应用(2015年10期)2015-03-01