
利用宏程序在FAUNC数控系统中加工圆周等分沉孔
2013-06-17 08:13:28河北汉光重工有限责任公司邯郸056028许宜刚王洪武奚之月
金属加工(冷加工) 2013年9期
河北汉光重工有限责任公司 (邯郸 056028) 许宜刚 王洪武 蔡 涛 奚之月
在实际生产工作中,利用宏程序在FAUNC数控系统中加工圆周等分孔,对于大家来说属于小儿科,但加工圆周等分沉孔是不是就要费些周折呢,在平时的加工中,遇到圆周等分沉孔,一种方法是利用成形刀具钻削加工而成,一种方法是计算机采点利用机床G52偏移功能进行加工,如果沉孔是非标孔,第一种方法就行不通了,但第二种方法采点又费时又麻烦,还容易出现错误,通过这几年的实践摸索,近期新编制了一个加工圆周等分沉孔的宏程序,简短而且实用。
如附图所示,在半径为100mm的圆周上铣削8个深10mm直径为17mm的等分孔,第一孔的起始角度为15°。
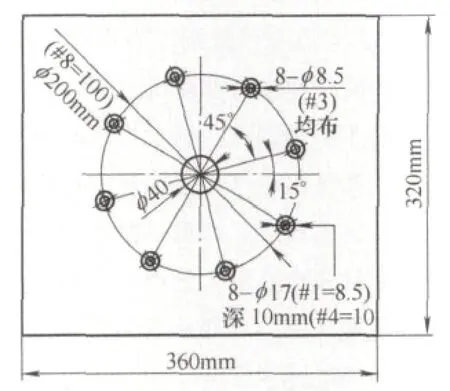
工件尺寸图
O0001(程序号)
T10M6(调用直径为10mm的铣刀)
G90G54(坐标G54)
G43H10G0Z200(刀长补正)
S600M3(转速600和转向)
G0Z100(安全距离Z100mm)
#1=8.5(均布孔半径)
#2=11(刀补号D11-R5.2mm)
#3=45(孔之间角度)
#4=10(沉孔深度)
#5=15(均布孔起始角度)
#7=10(刀补号D10-R5mm)
#8=100(均布圆半径)
N10#9=COS[#5]*#8(孔X坐标值)
#10=SIN[#5]*#8(孔Y坐标值)
#11=360(终止孔角度)
#12=#4-1(第一次吃刀深度)
G52X#9Y#10(坐标偏移)
G0X0Y0(快速移动到孔中心)
G0Z5(安全距离Z5mm)
G1Z-#12F30(留1mm到切削深度)
G41X#1D#2F100(左刀补铣削)
G3I-#1(逆时针插补铣圆)
G0Z100(快速拔刀到Z100mm)
G40X0Y0(取消刀补)
G0X0Y0(快速到孔中心)
G0Z5(快速到安全距离Z5mm)
通过科室主任和带教老师双管齐下,以及岗前培训的四个阶段,加之激励机制和文化建设的双重激励,新进人员在一年的岗前培训过渡期,基本具备开展检验工作的经验和能力,平稳度过过渡期。
G1Z-#4F30(铣削到切削深度)
G41X#1D#7F100(左刀补铣削)
G3I-#1(逆时针插补铣圆)
G0Z100(快速拔刀到Z100mm)
G40X0Y0(取消刀补)
#5=#5+#3(每次递增45°)
G0Z200(快速拔刀至Z200mm)
M9(切削液停止)
M5(主轴停止)
M30(程序结束)
以上程序不仅适合360°范围内圆周等分沉孔,对于任何角度内圆周等分沉孔也一样适合,只不过是对#11的赋值不一样而已。希望此宏程序对大家的工作能有所帮助和启发。
猜你喜欢
石油机械(2023年10期)2023-10-17 03:09:52
北京汽车(2023年1期)2023-03-03 00:50:38
智能制造(2021年4期)2021-11-04 08:54:44
采矿技术(2021年2期)2021-04-17 07:07:16
矿业安全与环保(2020年6期)2020-12-31 05:15:12
机械研究与应用(2018年3期)2018-07-11 00:25:38
深圳职业技术学院学报(2015年5期)2015-11-30 06:22:22
中国科技纵横(2015年2期)2015-11-05 02:30:34
焊接(2015年9期)2015-07-18 11:03:53
机械工程师(2015年10期)2015-02-02 01:14:01
