设备紧固件的紧固与卸载
2013-06-12 12:16:05羊衣木
化工装备技术 2013年5期
赖 斌 羊衣木
(四川科新机电股份有限公司)
设备紧固件的紧固与卸载
赖 斌*羊衣木
(四川科新机电股份有限公司)
激冷罐设备是压力容器高端产品的代表。对该设备试压时紧固件的紧固与卸载提出了切实可行的操作工艺、质量控制措施及施工方案。试验表明,按所提出的施工方案,可有效地避免设备紧固件在紧固时出现密封垫、螺栓、螺母损坏的危险,从而大大提高密封性能。
设备法兰 紧固件 密封垫 紧固 卸载 激冷罐
0 前言
大型设备法兰的紧固件在紧固时,时常出现密封垫、螺栓、螺母被损坏的现象,而且密封性能也得不到有效的保障。四川科新机电股份有限公司承制的某煤化工有限公司40万t/a醋酸及配套工程项目中的激冷罐就是一台典型的设备。针对以上情况,四川科新公司采用液压扭矩扳手 (型号:8IBT)和扭矩扳手专用泵 (型号:KLW4000)进行设备法兰紧固件的紧固与卸载。经过反复试验,有效地避免了设备法兰紧固件在紧固时出现密封垫、螺栓、螺母损坏的危险,这样就大大提高了密封垫片的密封性能。激冷罐外壳结构如图1所示,主要设计参数如表1所示。
1 紧固件的性能要求
1.1 紧固件的规格及化学成分
该设备主螺栓采用HG/T 21573.2—1995标准的双头螺栓,螺栓规格M56×4-BS-II×750,材质采用25Cr2MoVA,其结构形式见图2;螺母采用HG/ T 21573.3—1995标准,螺母规格M56×4-HI,材质采用30CrMoA,其结构形式见图3。
(1)材料化学成分分析
螺栓用棒材的化学成分(熔炼分析)应符合表2要求。螺母用棒材的化学成分(熔炼分析)应符合表3要求。
(2)化学成分允许偏差
钢材 (或坯)的化学成分允许偏差按 GB/T222的规定执行。
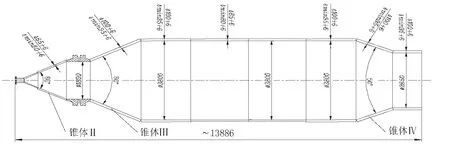
图1 激冷罐外壳结构
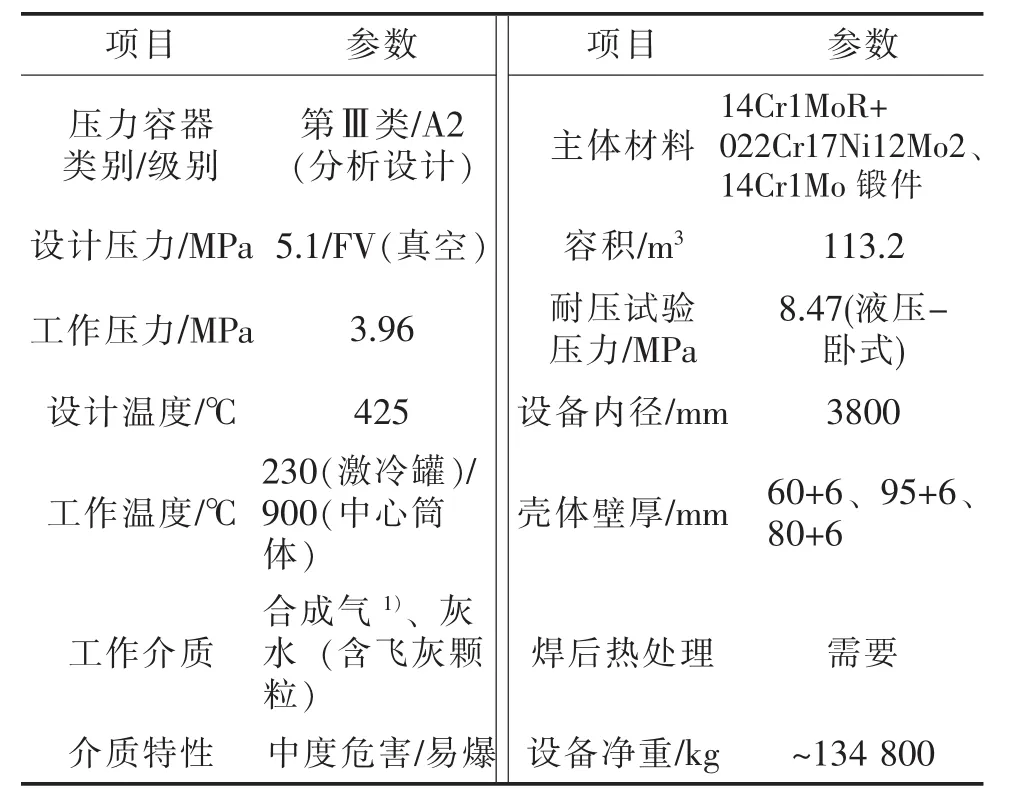
表 1 激冷罐的技术特性
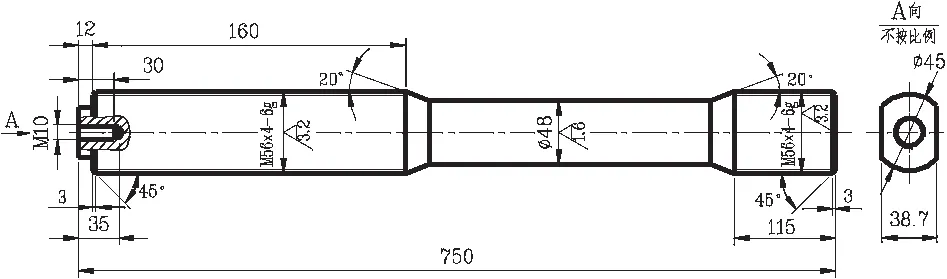
图2 设备主螺栓结构
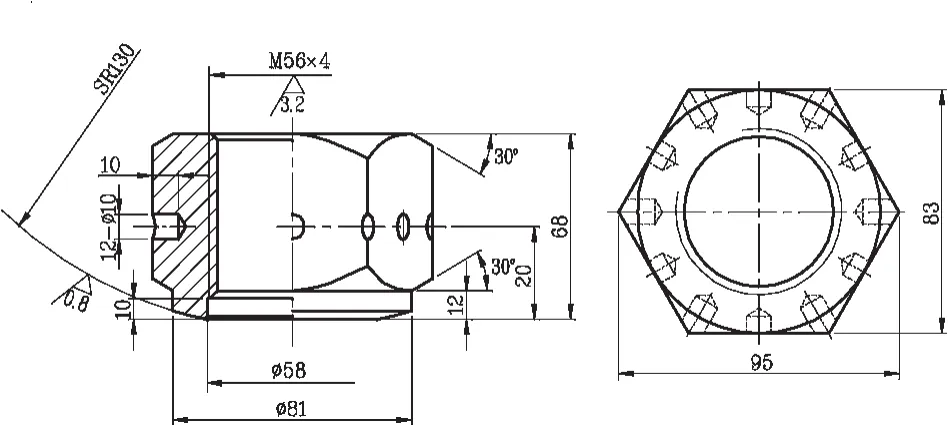
图3 螺母结构
1.2 热处理后的力学性能
低合金钢螺栓、螺母、球面垫圈用毛坯经热处理后进行力学性能试验,具体要求参见GB 150.2第7.1.3条。其力学性能应符合表4的要求。
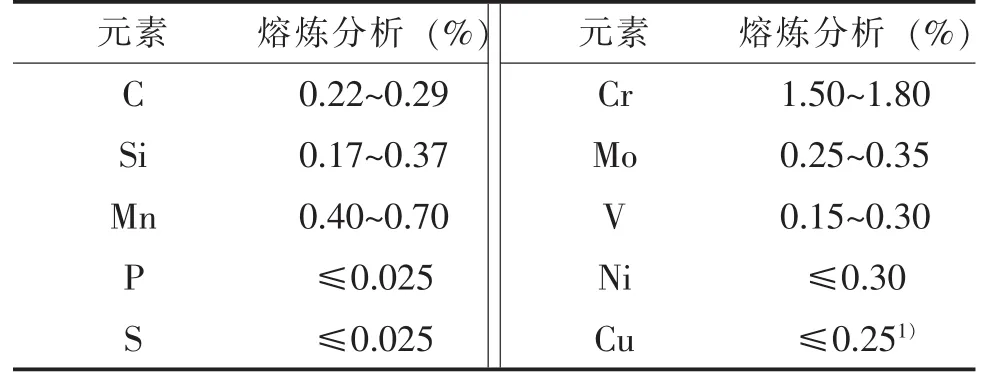
表2 螺栓化学成分 (熔炼分析)
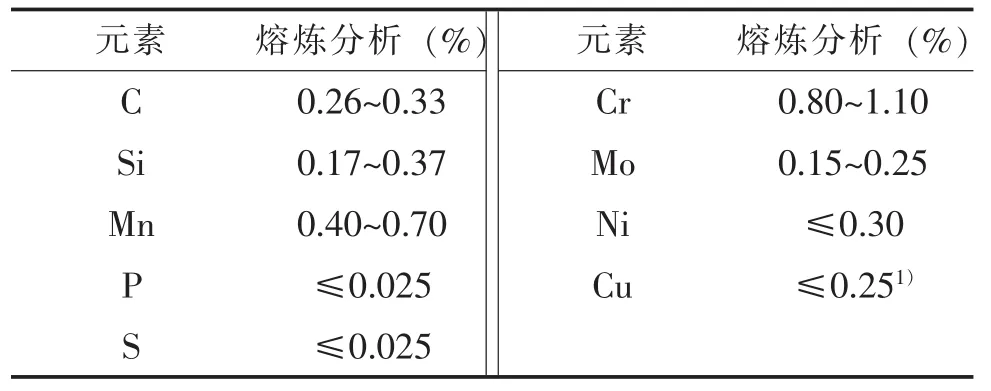
表3 螺母化学成分 (熔炼分析)
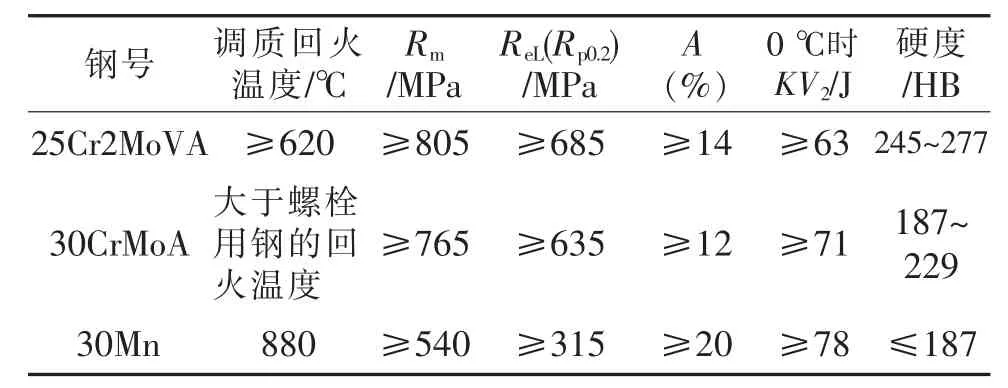
表4 螺栓、螺母、球面垫圈力学性能规定值
1.3 其它要求
(1)螺栓、螺母螺纹的基本尺寸按GB/T 196规定;螺栓公差按GB/T 197规定的6g,螺母公差按GB/T 197规定的6H;螺栓、螺母螺纹牙底为圆形,其它尺寸公差按GB/T 3103.1中的A级。
(2)锻轧钢棒应按GB 4162《锻轧钢棒超声波探伤方法》进行超声波检测,且符合B级要求。
(3)螺栓精加工后需按JB/T 4730.4进行磁粉检查,检查结果达JB/T 4730.4Ⅰ级要求。
(4)螺栓、螺母表面须经磷化处理。
(5)螺母螺纹表面不允许有裂纹、碰伤和毛刺,螺母与球面垫圈的接触面、垫圈的球面不得有槽痕、划伤等缺陷。
2 设备法兰的性能要求
2.1 设备法兰的结构形式及化学成分
该设备法兰采用JB 4732—1995(2005)标准设计,其法兰内表面与密封面均采用堆焊而成,其材质为14Cr1MoⅣ+A042/A022(堆焊),其结构形式见图4。
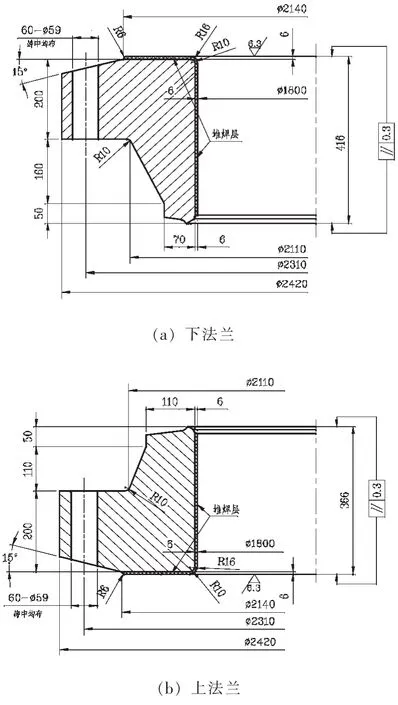
图4 设备法兰结构
设备法兰锻件应进行的检查试验的项目、方法、取样位置以及检查试验结果需符合JB 4726的相应规定,锻件用锻坯应进行化学成分成品分析试验 (1次/炉),试验方法按GB/T 223或GB/T 4336的规定进行。化学成分分析结果、碳当量和X、J系数的计算结果应符合表5的要求。
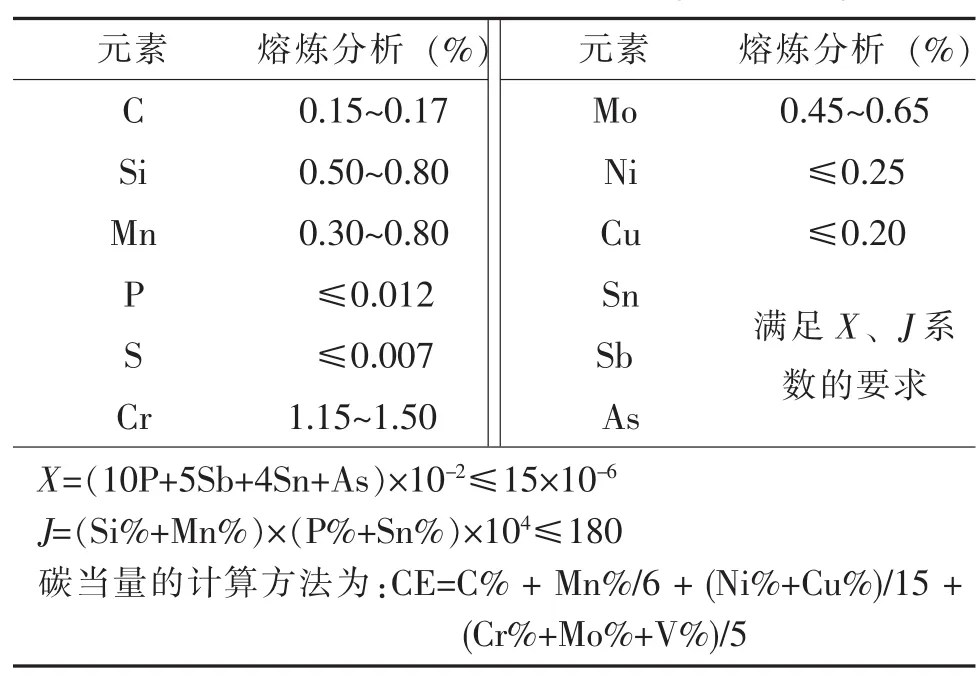
表5 设备法兰锻件的化学成分 (熔炼分析)
2.2 模拟焊后热处理状态的力学性能试验
在锻件本体制取试件 (试件需经675±10℃恒温12 h后,随炉冷却),按相关标准、规定制取常温拉伸试样、高温拉伸试样和冲击试样,进行常温拉伸试验、高温拉伸试验和冲击试验,试验结果应满足表6的规定。
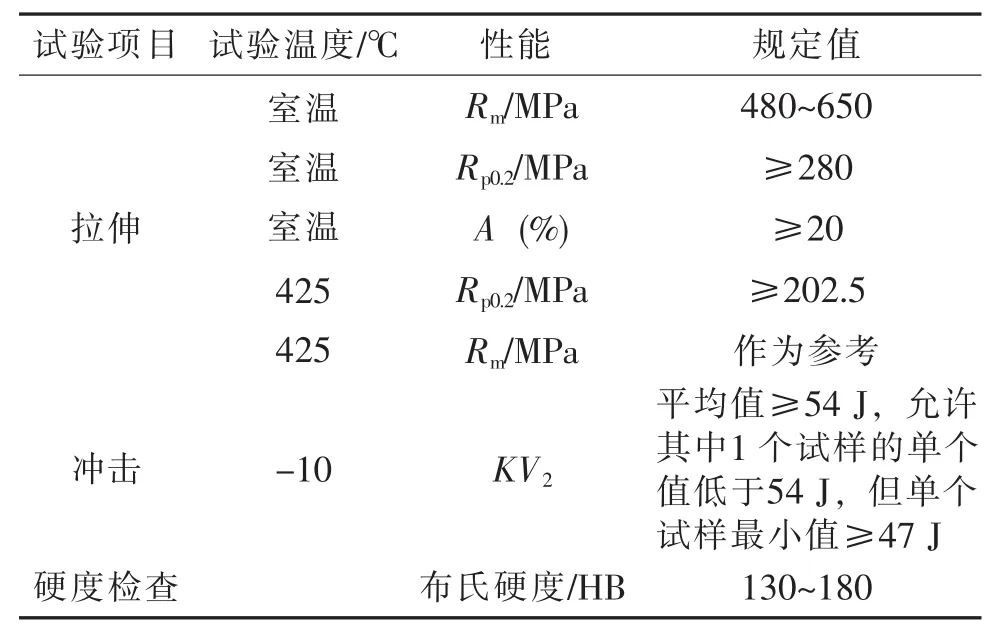
表6 低合金钢锻件的力学性能规定值
3 设备法兰的紧固件紧固和卸载
3.1 螺栓表面的清理与试装
紧固件特别是高压设备的紧固件在装配前应清洗检查;目视检查螺母、球面垫的承压面是否有损坏,螺母、螺栓的螺纹是否清洁。高压紧固件的清洗除用无腐蚀性的清洗剂清洗外,对螺纹部分可用压缩空气反复吹除细小铁屑,或用铣刀、刮刀、油石清除细小铁屑,还可用面粉团粘去细小铁屑。
高压螺纹全部要求二级以上精度,螺栓与螺母之间的间隙相对较小,稍有不慎就会造成螺栓与螺母 “咬死”或拉伤螺纹面。经清洗检查确认无误后,螺栓螺母均涂少量润滑油。用手试装螺母于螺栓时,用手旋转应能顺利装入,而且较小螺纹还不能用力过大。无论螺母多大都不能用扳手试装。手旋螺纹感觉不顺畅时,应立即退出并查找原因,检查是否有损坏、铁屑、毛刺等有碍旋入的缺陷,或送检验,用螺纹环、塞规检查是否合格。不能强行用扳手拧入,否则有 “咬死”无法进退的危险。
3.2 紧固件的上紧程序
(1)上紧装置的布置顺序
激冷罐设备法兰紧固件的紧固采用2个或4个上紧装置同时上紧,在同一上紧力下须分次对螺栓上紧。上紧装置在螺栓上的布置顺序,即为在同一上紧力下螺栓上紧的顺序。上一次上紧与下一次上紧的位置应错开一定位置,以达到上紧均匀的目的。
(2)螺栓上紧力的分级
螺栓的上紧应分级进行,上紧力逐级递增,以确保密封效果。以计算得出的上紧力的计算值作为实际需上紧的最终上紧力。通常分4~5级进行上紧。最终一级重复前一级的上紧力,均取最终上紧力,以确保密封效果。全部上紧后,如发现有微量的泄漏,允许将最终上紧力提高5%~10%,但应校核螺栓应力,以满足强度要求。五级上紧力分级推荐值百分比如表7所示。

表7 五级上紧力分级推荐值百分比
3.3 紧固件的卸载程序
(1)卸载装置的布置顺序
激冷罐设备法兰紧固件的卸载采用2个或4个卸载装置卸载螺栓,每个螺栓卸载的次数与上紧的次数应相同。卸载装置的布置顺序应与螺栓上紧时相同,即卸载装置的布置应相互呈90°错开,上一次与下一次卸载螺栓的布置也应错开一定位置,以避免卸载时螺栓之间受力相差太大。
(2)螺栓卸载时卸载力的分级
螺栓卸载时卸载力的分级,通常比上紧时少一至二级。为了便于卸载,第一级的卸载力须比上紧时最终一级上紧力高出5%,其他各级应均匀递减。四级卸载力分级推荐值百分比如表8所示。

表8 四级卸载力分级推荐值百分比
3.4 设备法兰螺栓最小上紧力计算
(1)垫片材料和密封面
采用铝垫,厚度δ=5 mm,密封面形式为平面,压紧面形状按GB 150中的1a确定。
(2)垫片参数
查GB 150中表9-2,m=4.00,y=60.7 MPa。
(3)垫片尺寸
垫片内径D内=2000 mm,垫片外径D外=2080 mm,垫片宽度N=40 mm。
(4)垫片有效密封宽度
查GB 150中表9-2的1a,有:
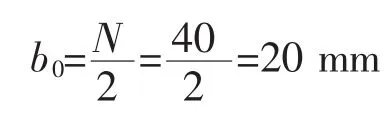
按GB 150的9.5.1.1款,有:

(5)垫片压紧力作用中心圆直径
按GB 150的9.5.1.2款,有:
DG=D外-2b=2080-2×11.31=2 057.38 mm
(6)垫片压紧力
FG=3.14DGby=3.14×2 057.38×11.31×60.7=4435 kN
(7)预紧状态下需要的最小螺栓载荷
Wa=FG=4435 kN
(8)液压试验状态下需要的最小螺栓载荷
(9)单个螺栓需要的最小螺栓载荷
因WP>Wa,则液压试验状态下单个螺栓需要的最小螺栓载荷为:

3.5 上紧力和卸载力的分级
上紧力和卸载力的分级推荐值如表9、表10所示。

表9 五级上紧力分级推荐值

表10 四级卸载力分级推荐值
3.6螺栓上紧顺序
螺栓上紧顺序按图5所示进行。
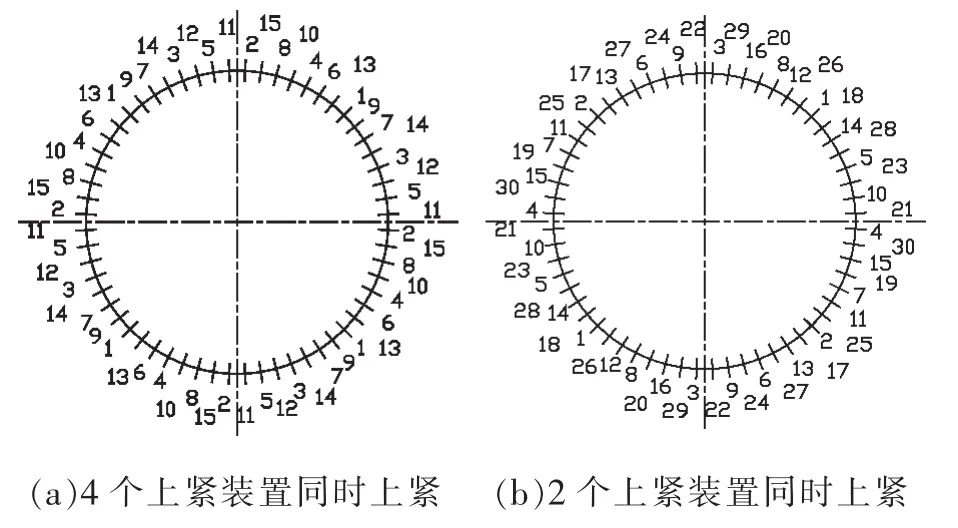
图 5 上紧装置布置和螺栓上紧顺序
4 结语
经过反复实践,提出了合理的紧固力与卸载力,从而有效地避免了激冷罐设备法兰紧固件在紧固与卸载时出现密封垫、螺栓、螺母的损坏和密封性能失效的现象,同时该设备在试压时也未发现密封垫有任何的泄漏现象。通过实践可知,在大型设备法兰紧固件的紧固与卸载时应注意以下问题。
(1)螺栓、螺母、垫圈在选型时应严格按照相关标准和规定进行选择,其硬度值也应是螺栓最大,螺母次之,垫圈相比较而言最软,上紧装置的上紧力应小于螺栓、螺母的抗拉强度 (屈服强度)。
(2)设备紧固件在紧固前应对螺栓最小上紧力进行计算,然后再进行分级,这样可以有效地避免螺栓、螺母和试压垫片的损坏。
(3)上紧装置在螺栓上的布置顺序,即为在同一上紧力下螺栓上紧的顺序;上一次上紧与下一次上紧的位置应错开一定位置,以达到上紧均匀的目的。卸载时卸载装置在螺栓上的布置顺序应与螺栓上紧时相同,即卸载装置的布置应相互呈90°错开,上一次与下一次卸载螺栓的布置也应错开一定位置,以达到卸载时螺栓受力相差不大的目的。
(4)螺栓全部上紧后,如发现有微量的泄漏,允许将最终上紧力提高5%~10%,但应校核螺栓应力,以满足强度要求。
(5)螺栓卸载时卸载力的分级,通常比上紧时少一至二级;为了便于卸载,第一级的卸载力须比上紧时最终一级上紧力高出5%,其他各级应均匀递减。
(6)在使用卸载装置进行螺栓卸载操作时,应注意上一级与下一级卸载力的衔接,以避免某一组螺栓拉力卸除过快,造成法兰与垫片受力不均。
符号说明
δ——垫片厚度,mm;
m——垫片系数,由GB 150中表9-2查得;
y——垫片比压力,由GB 150中表9-2查得;
D内——垫片内径,mm;
D外——垫片外径,mm;
N——垫片接触宽度,由GB 150中表9-1确定;
bo——垫片基本密封宽度,mm;
b——垫片有效密封宽度,mm;
DG——垫片压紧力作用中心圆直径,mm;
FG——窄面法兰垫片压紧力,包括Fa、FP、Wa,kN;
Fa——预紧状态下,需要的最小垫片压紧力,kN;
FP——操作状态下,需要的最小垫片压紧力,kN;
F——流体压力引起的总轴向力,N;F=0.785DG2pc;
pc——液压试验压力,MPa;
Wa——预紧状态下,需要的最小螺栓载荷,kN;
WP——操作状态下,需要的最小螺栓载荷,kN;
WP′——单个螺栓需要的最小螺栓载荷,kN。
[1]TSG R0004-2009.固定式压力容器安全技术监察规程[S].
[2]GB150—1998.钢制压力容器 [S].
[3]HG/T21573—1995.高压螺栓和螺栓液压上紧装置[S].
[4]GB/T3077—1999.合金结构钢技术条件 [S].
[5]GB/T699—1999.优质碳素结构钢技术条件 [S].
[6]GB/T196—2003.普通螺纹基本尺寸 [S].
[7]GB/T197—2010.普通螺纹公差 [S].
[8]GB/T 3103.1—2002.紧固件公差 螺栓、螺钉、螺柱和螺母 [S].
[9]GB4162—2008.锻轧钢棒超声波探伤方法 [S].
[10]JB4726—2000.压力容器用碳素钢和低合金钢锻件[S].
[11]JB/T4730.1~6—2005.承压设备无损检测 [S].
Fastening and Unloading of Equipment Fasteners
Lai Bin Yang Yimu
Chilling tank is a representation of pressure vessel top products,the paper puts forward practical operation process,quality control measures and construction scheme of fasteners fastening and unloading during the equipment pressure test.The test results show that the proposed scheme could effectively avoid the damage of sealing gaskets,bolts and nuts during the equipment fasteners fastening,thus improve the sealing performance significantly.
Equipment flange;Fastener;Sealing gasket;Fastening;Unloading;Chilling tank
TQ 050.6
2013-02-25)
*赖斌,男,1986年生,助理工程师。什邡市,618400。
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12 02:12:12
电站辅机(2021年2期)2021-08-19 00:33:16
上海建材(2020年3期)2020-09-25 08:30:58
隧道建设(中英文)(2019年12期)2020-01-01 00:44:16
装备制造技术(2019年12期)2019-12-25 03:06:40
制造技术与机床(2017年9期)2017-11-27 02:13:45
金属加工(热加工)(2015年11期)2015-11-16 06:04:26
橡胶工业(2015年9期)2015-08-29 06:40:24
橡胶工业(2015年10期)2015-08-01 09:06:12
橡胶工业(2015年8期)2015-07-29 09:22:46