有关特殊用途Cr-Mo耐热钢压力容器方面的新认识
2013-06-12 12:16:09冯爱秀于美娜
化工装备技术 2013年6期
张 丽 冯爱秀 于美娜 郭 晶
(大连日立机械设备有限公司)
化机制造
有关特殊用途Cr-Mo耐热钢压力容器方面的新认识
张 丽*冯爱秀 于美娜 郭 晶
(大连日立机械设备有限公司)
在多年科学研究和经验积累的基础上,加氢设备用Cr-Mo耐热钢材料和制造技术已于本世纪初上升到了标准化阶段。其标志就是专门针对该问题的API标准的发行和ASME规范中专门章节的增设。介绍ASME规范和API标准在这方面的主要规定。
Cr-Mo耐热钢 压力容器 加氢设备 焊接 标准化
0 前言
以Cr和Mo为基本合金元素的低合金耐热钢是一类古老的合金钢族类,其传统应用领域是锅炉、电站设备和高温下运行的化工设备。随着石油炼制深加工、石油化工和煤化工工业中加氢技术的应用,这类钢受到了前所未有的瞩目。
耐热钢,顾名思义,其 “耐热”就是耐得住“高温”,即在高温下使用还能保持要求的性能,或虽有降低,但降低程度比其他族类钢轻微,降低程度在可接受的限度内。起初这仅仅是指 “强度”。烃类加氢反应也是在高温下完成的,加氢设备选择这类材料,当然首先看到的还是这一点。但高温还有使材料韧性下降的一面,即出现所谓 “回火脆性” (temper embrittlement),氢又是诱发和加速“脆化”的主要因素。这样对于加氢设备使用低合金耐热钢时,除了高温强度,还应该提出一些把脆化倾向控制在可接受限度内的附加要求。那么这些要求,体现在材料和制造技术方面,应该有哪些呢?
和认识任何事物一样,在这方面大致也经历了积累数据和统一认识两个阶段。进入后一阶段的标志就是始于本世纪初的 “标准化”的实现。具体的体现就是在ASME规范中于包含Cr-Mo钢在内的碳钢和低合金钢压力容器总要求之外,出现了有关Cr-Mo钢特殊要求的独立章节[1-2],以及出现了专门针对Cr-Mo钢加氢设备的标准[3-4]。我国 “焊接手册”在其修订第3版中及时吸收和反映了这些最新成果[5]。
文献 [1]和 [2]的编辑单位是美国机械工程师协会(ASME),文献 [3]和 [4]的编辑单位是美国石油协会(API),都是国际知名行业协会和学术团体,权威性毋庸置疑。文献 [3]的标题是 “对高温高压氢环境条件下使用的2.25Cr-Mo和3Cr-1Mo钢厚壁压力容器材料和制造技术的要求”。它的导言部分特别指出,标准的适用对象是石油炼制(petroleum refining)、石油化工(petrochemical)和其他在氢或含氢流体介质中于高温和高压下运行的化工设备。可见,标准的针对性十分明确。
我国加氢设备国产化起始于 “七五”计划开初。自那时起的二十多年中,制造完成的加氢设备,按台数计应该是一个不小的数目。但使用的设计文件和建造技术规程(construction specification)至今没有实质性变化,仍停留在 “前标准化”阶段的水平上。这就与国际水平拉开了一段距离。采用国际先进标准,弥合这一段差距,跟上世界前进的步伐,是目前应该考虑的问题。
1 “前标准化”阶段概述
二十多年来,我国建造加氢设备使用的设计文件和技术规格书,基本上是根据技术引进时国外对口公司的项目文件编制的,集中体现了 “前标准化”阶段的特点。对材料和制造技术提出的特殊要求可归纳为以下几点:
(1)限制母材的C、S、P含量;
(2)要求母材和焊缝金属都同时满足对J系数和X系数的要求;
(3)要求母材和焊缝金属Mn+Si≤1.2%;
(4)要求母材和焊接工艺评定试板都进行最长时间(PWHTMAX)和最短时间(PWHTMIN)模拟焊后热处理状态下的拉伸试验和冲击试验;
(5)限制焊缝金属强度不得超过母材标准规定的母材强度上限;
(6)要求进行最短时间(Min PWHT)模拟焊后热处理下的步冷试验;
(7)上述规定既要求用于合金元素含量较高的材料,如2.25Cr-1Mo和3Cr-1Mo,也要求用于合金元素含量较低的材料,如1Cr-1/2Mo和1-1/4Cr-1/2Mo等钢。
2 国外规范和标准的规定
2.1 需要增加附加要求控制的材料范围
制造加氢装置中的设备,使用的低合金耐热钢品种很多,至少包括1Cr-0.5Mo、1.25Cr-0.5Mo、2.25Cr-1Mo、3Cr-1Mo和2.25Cr-1Mo-0.25V等几个类型。但文献 [1]~[3]都认为,需要靠补充附加要求加以特别控制的材料品种并没有这么多,而只是其中的一部分,即合金元素含量不低于2.25Cr-1Mo,同时强度不低、也不是太高的部分品种(见表1、表2和图1)。
本文仅以钢板为例进行讨论,所得认识也适用于其他制品形式,如锻件。
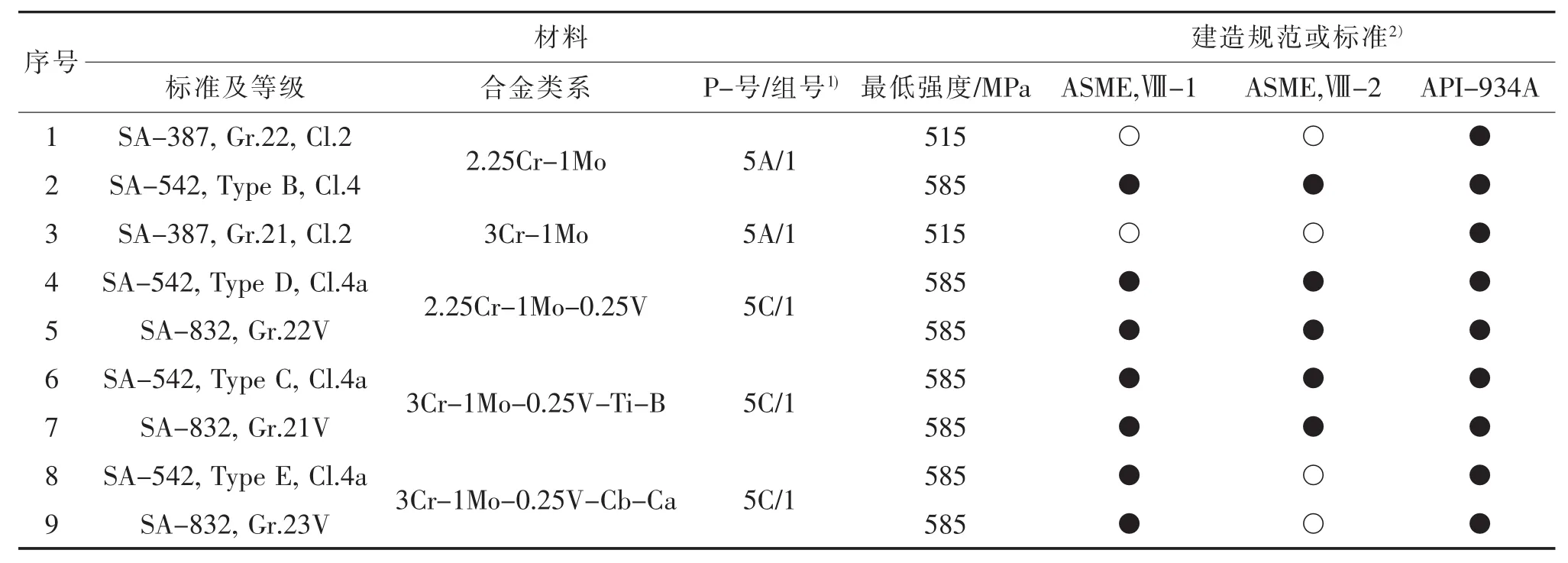
表1 ASME压力容器建造规范和API标准中规定须补充附加要求加以控制的低合金耐热钢品种[1-3]

表2 加氢设备常用低合金耐热钢中需附加特殊要求加以控制的材料品种、合金类型和强度级别
从表 1和表 2可以看出,1Cr-0.5Mo和1.25Cr-0.5Mo类型的钢,虽然也经常用来制造加氢装置中的设备,但并没有被列入文献 [1]~[3]控制的材料名录。这类材料的特点是合金元素含量较低,强度也较低,只有Cl.1(380~585 MPa)和Cl.2 (450~690 MPa)两个强度级别(Class),见表2。
2.25Cr-1Mo和3Cr-1Mo这类加氢设备最常用的材料,在 SA-387中也有 Cl.1(415~585 MPa)和Cl.2 (515~690 MPa)两个强度级别,但只有其中强度较高的级别Cl.2被文献 [3]列入需接受特殊控制的范围;而在文献 [1]和 [2]中,SA-387中的材料一个也没有被列入。
SA-542中的材料,化学成分最简单的就是2.25Cr-1Mo(Type A和Type B)。其余几种(Type C、Type D和Type E)化学成分都更复杂。本标准中包括的5个材料等级(Type A、B、C、D和E)都有相同的5个强度级别(Cl.1、Cl.2、Cl.3、Cl.4和Cl.4a)。其中Cl.4和Cl.4a强度相同,都是585~760 MPa,是该标准中强度最低的级别。而且只有这个强度级别最低的钢材品种被文献 [1]~[3]纳入了需要特殊控制的材料范围,其余强度更高级别的材料品种则都没有被收纳进去。
SA-832中包括的钢板共有 3个等级 (Gr. 21V、22V和23V),都只有1个强度级别(585~760 MPa),和SA-542中被收纳进文献 [1]~[3]中,需要特殊控制的材料强度级别相同。
从上面的描述中,可在以Cr和Mo为主要合金元素的低合金耐热钢系列中引申出如下的推论。
(1)合金成分比2.25Cr-1Mo简单的钢材品种,由于合金元素含量低,虽然 “脆化”倾向小,但耐热性相对也较差。这种钢处于该系列钢的低端位置上,只能用来制造加氢装置中工作温度相对较低、氢负荷也相对较轻的次要设备上。因此无须增加特殊控制要求,按常规压力容器规范,如文献 [1]中的UCS篇控制即可。
(2)合金元素含量高的材料,耐热性自然也好。但随着合金元素含量增加,耐热性提高的同时, “脆化”倾向也随之加剧,因而需要增加特殊控制要求。
(3)除了化学成分外,强度也是影响 “脆化”倾向的因素之一。强度越高的材料越容易发生非延性失效(un-ductile failure)。文献 [1]~[3]包括的钢材品种的强度等级最高至580~760 MPa,更高强度等级的材料虽然也存在,但都没有被文献 [1]~[3]所包括。这意味着那些强度级别更高的材料,虽然耐热性更好,但由于 “脆化”倾向也随之加大,根本不适合用于制造高温和临氢环境下使用的承压设备。这一推论可用以下 4点来支持:①SA-542包括的材料本来还有3个强度更高级别的品种,即 Cl.3(655~795 MPa)、Cl.1(725~860 MPa)和 Cl.2(795~930 MPa),但都没有被文献[1]、 [2]和 [3]所收纳;②SA-832中包含的几种材料,在低合金耐热钢系列中出现得最晚,是专门为加氢设备研制开发的,它们都只有一个强度级别(585~760 MPa),而没有强度再高的级别;③ 文献[3]第5.5.2.1款规定,材料的抗拉强度2.25Cr-1Mo和3Cr-1Mo不得超过690 MPa,其他超级耐热钢不得超过760 MPa;④ 文献 [1]和 [2]都对焊接工艺评定试板的抗拉强度有限制,允许的最大值为760 MPa。可见760 MPa就是加氢设备允许使用的低合金耐热钢强度的上限。
如果以合金元素含量高低和材料标准规定的最高抗拉强度划界,便可以得到如图1所示的区域划分。(1)标准最高强度585 MPa以下的材料无须特别控制,这些材料的合金元素含量较低,最高相当于2.25Cr-1Mo(SA-387中的Gr.22,Cl.1);(2)标准最高强度超过760 MPa的材料不适宜制造高温临氢条件下的承压设备;(3)只有标准最高强度在 585~760 MPa之间,合金元素含量也不低于2.25Cr-1Mo的材料才适宜制造加氢设备,但需要增加特殊控制要求。文献 [1]~[3]中的控制要求正是针对后面这一类材料提出来的。
下面几节讨论文献 [1]~[3]对制造加氢设备用低合金耐热钢提出的特殊控制要求。
2.2 钢材的化学成分
文献 [3]第5.3节规定,每个炉号母材的化学成分都必须满足下列要求,以最大限度地降低回火脆性(temper embrittlement),即J系数按下式计算:
J=(Si+Mn)×(P+Sn)×104≤100
其中,Si、Mn、P和Sn以质量百分数计;Cu≤0.20%及Ni≤0.30%。除此之外再无其他要求。
这一要求也已写进了材料标准SA-387、SA-542和SA-832中[7]。
注意对于母材没有X系数的要求。
2.3 对焊缝金属的化学成分的要求
关于焊缝金属的化学成分,文献 [3]第6.1.2~
6.1.3条有以下几点规定:
(1)需与母材公称化学成分匹配(match);

图1高温临氢承压设备用Cr-Mo低合金耐热钢的应用条件
(2)焊缝金属扩散氢含量最大不超过8 mL/100g(金属),用AWS A4.3的方法进行测量;
(3)Cu≤0.20%及Ni≤0.30%;
(4)X=(10P+5Sb+4Sn+As)/100≤12,公式中的P、Sb、Sn和As含量以质量分数×10-6计。
注意对于焊缝没有J系数的要求。
母材标准SA-387、SA-542和SA-832的规定为X≤15[7],而且都是指当钢板需要进行焊接修补时,对焊接熔敷金属成分的控制要求。可见X系数只是针对焊缝金属的。焊材标准也有同样要求,只不过表述形式不同而已。如SFA-5.23规定,为满足对X系数的要求,熔敷金属化学成分须限制 S≤0.010%、P≤0.010%、Cu≤0.15%、As≤0.005%、Sn≤0.005%和Sb≤0.005%[8]。
焊接绝大部分低合金耐热钢使用的都是标准焊接材料[8],只是Cr-Mo-V这一类出现最晚的钢材除外。焊接Cr-Mo-V这类钢的焊材目前还没有进入焊材标准,只能选用各焊材公司的非标准产品,如日本神户制钢的 CMA-106H、CMA-106HD等[9]。文献 [1]的表31-2和文献 [2]的表3-2都对焊接这类钢材的焊缝金属化学成分有详细规定,但同样也都没有J系数的要求。
2.4 对Mn和Si含量的限制
除了J系数计算公式涉及Mn和Si含量以外,文献 [1]~[3]再没有关于Mn和Si含量的其他规定,而且J系数也仅是对母材的要求,不涉及焊缝金属。
文献 [1]~[3]涉及的几种母材,其母材标准规定的Mn和Si最高含量之和都不超过1.2%,因此没有必要再额外提出其他要求。但也有些Cr-Mo钢超过了此界限,如AS-387中的Gr.11(1.25Cr-0.5Mo)和Gr.9(9Cr-1Mo),但这些材料都不是文献 [1]~[3]包括的材料。
对于焊材,如果也要求Mn+Si不超过1.2%,那就超越了当前焊材工业的实际水平。因为按目前焊材标准允许的含量范围计算,Mn+Si含量最大值都超过了1.2%,见表3。即使文献 [1]和 [2]专为焊接Cr-Mo-V这类目前制造加氢设备最高级的低合金耐热钢 (advanced steel)设计的焊缝金属成分也超过了此界限,尤其是手工电弧焊(SMAW)、埋弧焊(SAW)和药芯焊丝熔化极气体保护焊(FCAW)。这是因为含MnO和SiO2的矿物原料是埋弧焊焊剂、焊条药皮和药芯焊丝的芯剂不可缺少的组分。我国制造Cr-Mo钢加氢设备使用最多的日本神户制钢的焊材,很多焊材不仅满足不了这一要求,甚至超过了当前AWS焊材标准规定的上限,如焊接2.25Cr-1Mo钢的氩弧焊焊丝TGS-2CM,Mn+Si最高可达(0.9+1.4)%=2.3%。类似焊材品种决不是仅此一例[9]。笔者曾与有关单位讨论过这个问题。答复是依据的是国外资料,但到底是什么资料,始终也没有拿出来。后来在一份荷兰壳牌(Shell)公司为我国广东惠州石化项目编制的项目文件中找到了一点线索。该文件对焊缝金属Mn和Si含量的确有限制,而且还不是要求≤1.2%,而是Mn+Si≤1.1%。该文发行日期虽然是2001年,但明确表示是在1984年文件基础上修订而成的。根据文中的修订标记,涉及Mn和Si含量限制的条文并没有修改,也就是说反映的仍然是 1984年,即 “前标准化阶段”的认识水平。该文件虽然要求限制Si和Mn含量,但对母材J系数和焊材X系数规定的合格门槛值却比文献 [1]~[3]都大得多,见表4,亦即要求的严格程度远远不及文献[1]~[3]。

表3 焊接Cr-Mo低合金耐热钢使用的标准焊材和非标准焊材允许的焊缝金属Mn和Si含量(质量百分比)

表4 国外规范、标准和项目文件中对有特殊要求的Cr-Mo钢成分的特殊要求
根据经验,要求焊缝金属的X系数不超过15,甚至不超过12,这完全能够达到。但要求Mn+Si≤1.2%却有困难。需采取特殊措施,或从很多批焊材中挑选。这势必增加采购成本,花费更大代价。2008年,曾使用欧洲知名焊材厂Sandvik的产品,也因没有达到Mn+Si≤1.2%的要求,不得不与设计单位进行协商,请求特别处理。
顺便说一下,欧洲壳牌项目文件中规定使用的母材并不是欧洲标准材料,而是美国标准材料SA-387 Gr.22 Cl.2。既然母材是美国标准,选择按美国标准要求的焊材应该说更合理。
2.5 对C、S和P含量的限制
除了材料标准和在J系数中涉及对P含量的控制外,文献 [1]~[4],甚至某些项目文件对这三种元素都再没有其它额外限制。文献 [1]和 [2]倒是对焊接2.25Cr-1Mo-0.25V钢材的焊缝金属含碳量最低值有限制,即要求C≮0.05%。
2.6 要求的力学性能试验
2.6.1 强度合格标准
母材标准规定的材料抗拉强度都是一个数值范围。低于规定下限或超过规定上限都算不合格。但焊材的情况不同。目前焊接1Cr-0.5Mo和2.25Cr-1Mo类钢使用的都是标准焊材。焊材标准对焊缝金属只规定了保证的抗拉强度下限,而没有规定上限。图2左面部分表示焊缝金属强度的3个柱状图都是以SFA-5.5(也就是AWS A5.5)包含的焊条为例绘制的。同时表示出了对应的3类Cr-Mo低合金耐热钢母材的强度范围。可以看到,表示焊缝强度的柱状图,上面都是开口的。
除了没有设置上限外,标准保证的焊缝金属强度下限也与母材标准的规定不一致,强度越低的母材,这种差别就越大。对Cr-Mo耐热钢,焊缝强度比母材高是普遍现象。针对这一事实,上世纪80年代末,美国焊材标准曾进行过一次调整,把低合金Cr-Mo耐热钢焊材保证的焊缝金属强度往下调整了一个等级,例如把E62XX-XX-B3L调整为现在的E55XX-XX-B3L[8]。图2反映的是调整后的情况。调整前,这种差异还要更大。
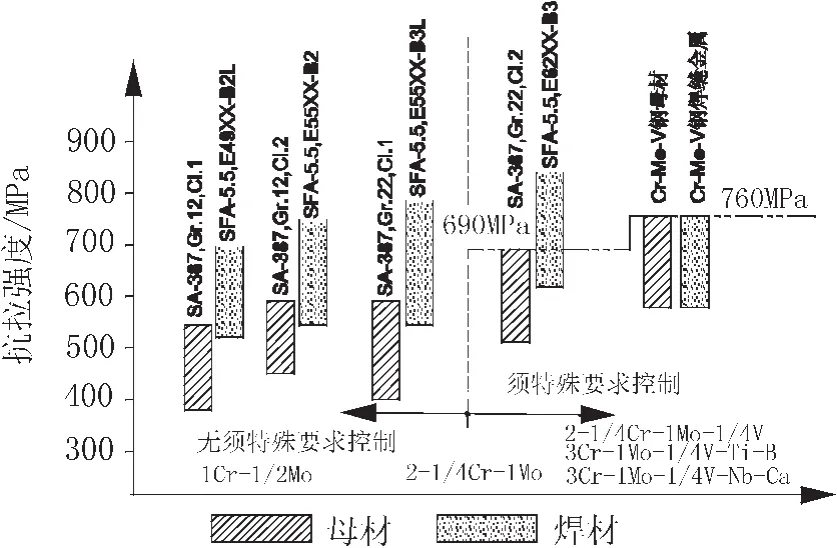
图2 常用低合金耐热钢标准焊条保证的强度和母材强度的比较
强度高的材料往往容易脆断。所以文献 [1]~[3]对需增加特殊要求加以控制的材料都规定了焊缝金属强度上限。文献 [3]的规定是:2.25Cr-1Mo钢不超过690 MPa;2.25Cr-1Mo-0.25V等高级耐热钢不超过760 MPa。文献 [1]和 [2]的规定是,焊缝强度最大不超过760 MPa。
文献 [1]、 [2]和 [3]的规定其实是一致的,因为文献 [1]和 [2]中需增加特殊要求控制的材料,并不包括强度515~690 MPa(SA-838 Gr.22 Cl.2)的材料品种,所以就只规定了760 MPa一个焊缝强度指标。对焊缝强度上限的这些限制在图2右面部分用了一条由双点划线画出的折线来表示。也就是说,虽然焊材标准没有规定焊缝金属强度上限,但对有特殊控制要求的那几类母材,知名国际组织的建造规范却有限制。所以对焊接这几类钢材的焊材,焊缝强度既不能低于焊材标准规定的下限,也不能超过建造规范规定的上限,即必须在图2右面部分表示焊缝金属强度的柱状图双点划线以下的范围内。
因为有国际知名组织的规范限制,焊材厂自然就得遵守。例如日本神户制钢的焊材样本,焊接2.25Cr-1Mo-0.25V钢的焊条CMV-106H和CMA-106HD须保证的焊接强度,就是既不低于 585 MPa,也不高于760 MPa。可是对于文献 [1]~[3]不包括的材料,也就是那些合金元素含量低,因而强度也较低的材料,因为没有类似权威规范限制,要求焊缝强度也不超过母材规定上限就有困难。作者所在单位就曾为此遭遇过多次摩擦纠纷。
2.6.2 对母材的要求
(1)室温拉伸试验
文献 [1]、 [2]和 [3]都规定,对列入其中的Cr-Mo钢材料,室温拉伸试验应在上述钢材按图3定义的条件A和B热处理后进行,并满足材料标准的规定。
(2)冲击试验
文献 [1]、 [2]和 [3]都规定,对它们认为需增加特殊要求控制的Cr-Mo钢材料,只需在经过按图3定义的条件B热处理后进行一次冲击韧性试验。试验温度为-30℃,合格标准为三个试样平均值不低于 55 J,允许一个试样最低值不小于35 J[3]。文献 [3]还要求同时记录侧向膨胀量和纤维断口(ductile fracture)百分比数据。
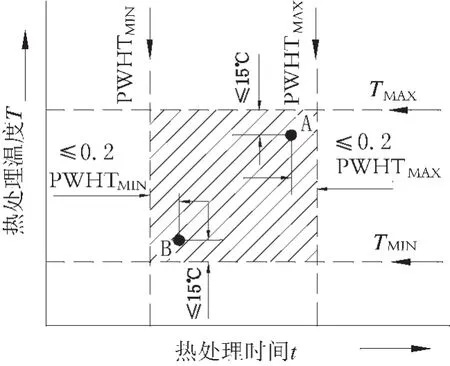
图3有特殊要求Cr-Mo钢力学性能试验用试样的热处理条件
(3)步冷试验
关于步冷试验,文献 [3]规定也只需在经过图3定义的条件B热处理后进行。而且在满足对J系数要求的前提下,如果55 J冲击功对应的转变温度低于-62℃,母材的步冷试验就可以免做。也就是说,先要用经过按图3定义的条件B热处理的试样在不同温度下进行夏比V型缺口冲击试验,根据试验结果绘制冲击功与试验温度关系曲线。再从通过55 J那一点所做的水平线与试验曲线交点往下引垂直线,找出与55 J对应的温度。不管步冷试验可不可以免除,这条曲线总是要做的。如果满足上述条件,预先留下来准备进行步冷加热-冷却的那一套试样就可以省去不用了。
(4)高温拉伸试验
文献 [3]第5.5.2.2款规定,当有要求时,母材的高温拉伸试验在设备设计温度下进行,合格标准由设计文件规定,一般按文献 [10]表U “铁基和非铁基材料的抗拉强度值Su”的90%计。试样的高温拉伸试验须在经过按图3定义的条件A热处理后进行。
至此,最新规范和标准中对需增加特殊要求控制的Cr-Mo钢需要进行的力学性能试验可归纳在表5中。

表5 对有特殊要求的Cr-Mo耐热钢,最新标准要求进行的力学性能试验项目和试样状态
2.6.3 对焊接工艺评定试验的特殊要求
焊接工艺评定试验按ASME规范第Ⅸ卷规定进行[10]。焊接接头拉伸试验需在经按图3定义的条件A和B热处理后进行。抗拉强度应在材料标准对母材规定的强度范围之内。焊缝金属和热影响区(HAZ)的冲击试验则仅需在经过图3定义的条件B热处理后进行[1-3]。当然ASME规范第Ⅸ卷规定的其他检验项目,如弯曲试验也得进行。
文献 [3]第7.2.4条还要求,焊评试板上的焊缝和HAZ还需通过步冷试验,试样状态为试样经图3定义的条件B热处理后的状态。焊接接头各区的硬度,对 2.25Cr-1Mo钢不高于 235HV10,对 2.25Cr-1Mo-0.25V类超级耐热钢不高于248HV10[3]。
2.6.4 对焊接材料的性能试验要求
(1)通用要求
文献 [1]、 [2]和 [3]都要求对用于产品焊接的每个批号的焊条(SMAW)(electrodes)和每个炉号的焊丝和每个批号的焊剂组合(SAW)进行性能检验。检验项目包括经过按图3定义的两种条件A和B热处理后的拉伸试验和按条件B热处理后的冲击试验。试验结果既要满足对强度下限的要求,也要满足对强度上限的限制。
和本文上述第2.6.3条不同,这里的拉伸试验是指按焊接材料标准规定进行的全焊缝金属的拉伸试验。
焊材也有步冷试验要求,见文献 [3]第6.2.3条。试验条件与对母材规定相同。
(2)高温拉伸试验
关于和母材试验对应的高温拉伸试验(即前文第2.6.2条的(4))文献 [1]、 [2]和 [3]中都没有明确规定。但作者认为还是需要进行试验的。
但文献 [2]第3.4.4.5款特别规定,对于设计温度超过440℃的产品,用于A类接头焊接的每个炉号的焊丝与每个批号的焊剂组合,都须制备焊材评定试板,在经过按图3所定义的条件A热处理后,分别进行焊缝金属和一个焊接接头(试样标距内应包括焊缝和焊缝两侧分别至少19 mm长的一段母材)的高温拉伸试验(stress-rupture test)。
对于焊接P-号为5A的母材,试验温度为510℃,在210 MPa的拉伸应力作用下,试样的断裂时间须超过650 h。对于焊接P-号为5C的母材,试验温度为540℃,在210 MPa的拉伸应力作用下,试样的断裂时间须超过950 h。
上述试验倒是比通常进行的瞬时高温拉伸试验更有意义。但须注意应用条件的限定,即该项要求仅限于用埋弧自动焊(SAW),焊接按ASME规范第Ⅷ卷第2分册建造的压力容器上的A类接头使用焊材。超出限定范围应用,就会造成浪费。要知道这是一项很费钱费时的试验。
2.6.5 关于试样热处理条件A和B的说明
图3定义的力学性能试验用试样热处理条件A和B,涉及最长和最短模拟焊后热处理时间,这一点没有问题,大家都了解。另外它还涉及最高和最低模拟焊后热处理温度。这可能需要特别加以说明,因为到目前为止,国内使用的设计文件和建造规格书中规定的模拟焊后热处理温度都是固定单一值(顶多带控制公差),而不是温度范围。文献 [1]和 [2]规定,该温度范围应根据经验确定。ASME规范中,焊后热处理温度都是按材料的P-号和组号给出的[6]。其中压力容器建造规范只给出了允许的最低温度,只有核电建造规范,如文献 [11],给出的是一个温度范围。所以可以以核电规范为基础确定这个温度范围,见表6。

表6 ASME压力容器和核电建造规范规定的Cr-Mo钢焊后热处理温度
3 结束语
(1)文献 [1]和 [2]首次增加对部分低合金耐热钢特殊要求和文献 [3]的出版都是本世纪最初一两年的事。它们的出现说明我们对加氢设备用低合金耐热钢材料和制造技术的认识已经进入了更高阶段,以至于可以进行概括归纳,制定出可用于指导和规范实际活动的 “标准”。
(2)如果说 “七五”计划开初,实现石油加氢设备国产化是我国在这方面迈出的第一步的话,那么现在是应该考虑与国际先进标准接轨,迈出第二步的时候了。
(3)在这个问题上,作者认为应该注意以下几点:①分清需要附加特殊要求加以特别控制的材料范围,防止扩大化。文献 [1]说得很清楚,强制性附录31只是对碳钢和低合金钢压力容器建造规则部分的附加要求。凡文献 [1]~[3]不包括的材料,就应理解为按通用规则控制就行。②对需要增加特殊要求控制的材料,所提出的附加要求应按国际最新规范和标准加以统一。
(4)ASME规范和标准(文献 [3])增加了对Cr-Mo钢的附加要求,并且都已经执行了将近10年,已有大量应用实例可供考察,对它们的正确性恐怕不应该再存怀疑。
(5)我国材料标准,如GB 713—2008中虽然也有一些Cr-Mo低合金耐热钢品种,但除了成分简单的品种外(如15CrMoR),我国制造加氢设备使用的其他Cr-Mo钢材料几乎无例外都是ASME规范中包括的材料。既然如此,设备建造执行或依照ASME规范或美国标准,也才更顺理成章。
[1]ASME Boiler and Pressure vessel Code,Section VIII, Division 1,Rules for Construction of Pressure Vessels [S].2010 Edition with 2010 Addenda,ASME,Now York, 2010:565-567.
[2]ASME Boiler and Pressure Vess el Code,Section VIII, Division 2,Alternative Rules,Rules for Construction of Pressure Vessels[S].2010 Edition with 2010 Addenda, ASME,Now York,2010.
[3]APIRecommended Practice934-A,Materialsand Fabrication Requirements for 2-1/4Cr-Mo&3Cr-1Mo Steel Heavy Wall Pressure Vessels for High Temperature, High Pressure Hydrogen Service[S].The 2nd Edition, American Petroleum Institute,2002.
[4]APIRecommended Practice934-C,Materialsand Fabrication of 1-1/4Cr-1/2Mo Steel Heavy Wall Pressure Vessels for High-pressure Hydrogen Service Operating at or below 825℉ (441℃) [S].The 1st Edition,American Petroleum Institute,2008.
[5]中国机械工程学会焊接学会.焊接手册:第2卷 [M].第3版.北京:机械工业出版社,2007:326-346.
[6]ASME Boiler and Pressure Vessel Code,Section IX, Welding and Brazing Qualification[S].2010 Edition with 2010 Addenda,ASME,Now York,2010.
[7]ASME Boiler and Pressure Vessel Code,Section II,Part A,Ferrous Material Specifications[S].2010 Edition with 2010 Addenda,ASME,Now York,2010.
[8]ASME Boiler and Pressure Vessel Code,Section II,Part C, Specifications for Welding Rods,Electrodes,and Filler Metals[S].2010 Edition with 2010 Addenda, ASME,Now York,2010.
[9]神钢焊接材料手册 [M].株式会社神户制钢所焊接公司,2003.
[10]ASME Boiler and Pressure Vessel Code,Section II,Part D, Properties(Metric), Materials[S].2010 Edition with 2010 Addenda,ASME,Now York,2010.
[11]ASME Boiler and Pressure Vessel Code,Section III,Division 1,Subsection NB,1 Class Components[S]. 2010 Edition with 2010 Addenda,ASME,Now York, 2010.
New Recognition to the Pressure Vessels Made of Cr-Mo Heat Resistant Steel for Special Application
Zhang LiFeng Aixiu Yu Meina Guo Jing
Based on the data accumulated from scientific research and practice experience over years,the technology about Cr-Mo heat resistant steel material for hydrogenation equipment and the manufacturing technology has come into standardized stage at the beginning of this century,which is indicated by the publication of API Standard and the chapter addition in ASME Code Construction Section.The paper introduces related content about Cr-Mo heat resistant steel and manufacture technology in ASME Code and API Standard.
Cr-Mo heat resistant steel;Pressure vessel;Hydrogenation equipment;Welding;Standardization
TQ 050.4+7
2013-02-24)
*张丽,女,1983年生,工程师。大连市,116032。
猜你喜欢
电焊机(2024年1期)2024-03-01 06:20:44
中国特种设备安全(2022年3期)2022-07-08 02:23:32
节能与环保(2022年3期)2022-04-26 14:32:36
山东冶金(2019年3期)2019-07-10 00:54:00
山东冶金(2018年5期)2018-11-22 05:12:06
制造技术与机床(2017年3期)2017-06-23 08:11:39
制造技术与机床(2017年3期)2017-06-23 08:11:33
上海金属(2016年4期)2016-11-23 05:38:42
材料科学与工程学报(2016年5期)2016-02-27 07:11:20
金属加工(热加工)(2015年8期)2015-12-27 07:36:16