安全继电器与注塑机I/O模块功能融合*
2013-06-06 04:33万世玉罗国仲
机电工程技术 2013年6期
万世玉,罗国仲
(佛山市顺德区震德塑料机械有限公司,广东佛山 528300)
0 引言
注塑机应用越来越广泛的同时,安全生产成为一个必不可少的重要因素。这既对操作人员有要求,对注塑机的硬件指标也是一个考验。在要求生产效率的同时,安全生产越来越引起人们的重视。
1 安全标准
GB22530-2008《橡胶塑料注射成型机安全要求》对注塑机的安全生产有比较详细的规定。
模具区域的机器危险有以下几方面:
(1)合模造成的危险:操作侧用Ⅲ型保护装置防止人体进入模具区域时合模产生的危险。如有必要,可采用固定防护装置进行预防并且固定防护装置不需要与Ⅲ型保护装置互锁。
(2)无法启动机器循环的防护装置,用于保护人体不能进入模具区域或模具区域与防护装置之间,可以使用有两个位置开关的互锁防护装置,替代Ⅲ型保护装置。
当活动防护装置打开时,两个位置开关应切断合模动作的主驱动,并关闭合模动作的储能器。
为了达到上述要求,应使用电气-机械构成的硬件电路。当活动防护装置回到关闭位置时,应在操作侧对无法启动的循环进行手动复位。
(3)模具区域机械运动造成的危险
上述两点中指定的防护装置也用来防止其他运动可能造成的危险。对于这些运动,防护装置应起到Ⅱ型保护装置的作用。
当防护装置打开时:
循环中断,如果能防止熔料溢出并且喷嘴的接触力不会引起危险时,塑化可以继续进行;
停止螺杆及柱塞向前的动作;
停止注射座台向前的动作;
橡胶注射成型机必须停止顶出或抽芯及其驱动机构的危险动作。
当模具区域的防护装置打开时,注射成型机可以安装锁定开关,以便能够手动控制顶出和抽芯运动。使用手动操纵装置,利用双手操纵装置或者使用有限运动控制装置,并符合相应要求(制造商应声明,如果模具、抽芯、顶出及其驱动机构设计成不能进入挤压或剪切区域,那么操纵人员只允许使用这个开关)。
2 现有控制方案及不足之处
基于GB22530-2008 对注塑机的安全生产以上安全条款,对安全电路的设计有了更严格的要求。这些安全隐患可以通过PLC 软件和电气线路得以完善,在I/O模块上加入这一系列的保护就是更加直观和保险的措施。
现有做法是在I/O模块和设备之间接入安全继电器,借助外加电器元件保证安全操作。即在设备信号进入I/O 模块之前,过滤掉一些安全隐患,起到双重保险的作用。主要目标在于保护暴露于不同等级危险性的机械操作人员。
这里提到的安全继电器是由数个继电器与电路组合而成,为的是能互补彼此的异常缺陷,达到正确且低误动作的继电器完整功能,使其失误和失效值愈低,安全因素则愈高,因此需设计出多种安全继电器以保护不同等级机械。所谓“安全继电器”并不是“没有故障的继电器”,而是发生故障时做出有规则的动作,它具有强制导向接点结构,万一发生接点熔结现象时也能确保安全,这一点同一般继电器完全不同。
当紧急停止解除时,机器不能出现突然再启动。万一机器安全电路发生故障时,可以停止机器动力电源。安全电路发生故障时,机器不能再启动。怎样才能做到安全电路呢?是否双重电路就可以了?
双重化是必要的,但是除此之外,必须具备如下几个条件:双重化电路的互相检查;确认所有安全电路已经断开一次;必要时由作业者操作便可以启动等条件。从另一个角度来说,输入的开关接线短路或电线外皮破损而引起的接地时,必须预防因此而引起的机器突然启动。
3 需求分析
需求1:前安全门、前安全门限和复位信号1有效,上位机才可以控制调模前进、锁模前进、射台前进、射胶、熔胶5个信号的输出,否则5个信号禁止输出。
如果复位信号1 先有效,前安全门和前安全门限信号后有效,也禁止对调模前进、锁模前进、射台前进、射胶、熔胶5个信号的输出。
需求2:后安全门、后安全门限和复位信号1对应的DI有效,上位机才可以控制电机启动信号(继电器MST输出),否则禁止MST信号输出。
如果复位信号1 先有效,后安全门和后安全门限位信号后有效,也禁止电机启动信号的输出。
需求3:急停信号和复位信号2对应的2个DI输入有效,上位机才可以控制电机启动信号(继电器MST输出),否则禁止MST信号输出。
如果复位信号2 先有效,急停信号后有效,也禁止电机启动信号的输出。
基于感知价值理论,综合前述研究,形成了消费者无现金支付使用意愿模型。该模型从消费者感知价值角度入手探讨影响无现金支付使用意愿的因素,把感知价值作为中介变量,而感知价值取决于感知收益和感知损失两方面,感知收益主要体现在感知有用性、感知易用性和优惠补贴方面,感知损失主要是感知风险。研究模型如图1。
需求4:安全踏板信号和复位信号2 对应的2 个DI 输入有效,上位机才可以控制电机启动信号(继电器MST 输出),否则禁止MST 信号输出。
如果复位信号2 先有效,安全踏板信号后有效,也禁止电机启动信号的输出。
现在使用的安全继电器模块实现,其控制流程如图1~4所示。

图1 前安全门控制流程图
4 解决方案
因为前安全门、后安全门、急停、安全踏板的安全防护等级不同,且每个故障发生时所要限制的动作不同,所以这四个功能的限制要经过四个安全继电器的信号确认。
运用在注塑机上的安全保护有前安全门、后安全门、急停开关、安全踏板等。

图2 后安全门控制流程图

图3 急停信号控制流程图

图4 安全踏板控制流程图
具体措施如下。
当前安全门信号或前安全门限信号发生异常时,立刻停止控制器对调模前进信号、锁模前进信号、射台前进信号、射胶信号以及熔胶信号输出,异常处理完毕后,需按复位按钮1,才可以允许控制器对调模前进信号、锁模前进信号、射台前进信号、射胶信号以及熔胶信号输出。当后安全门信号、后安全门限信号、急停信号、安全踏板信号任意一个发生异常时,立刻停止控制器对电机启动信号输出,异常处理完毕后,需按复位按钮1、复位按钮2,控制器才能对电机启动信号输出。
以上电路的改进已符合安全生产的标准。但在实际运用中却有一些弊端:接线复杂,每台注塑机都要在线路上重新设计;成本较高,市面上安全继电器价格从几百到上千不等,且一台机器需增加4 个安全模块;通用性不强,每款控制器配套的I/O 板不同,最终接收的信号还是由I/O 模块传递给PLC。

图5 需求分析1
5 研发思路
(1)控制方案简述
针对现有电路设计的缺陷。把安全继电器模块的功能实现在I/O板达到控制效果。
图7 为在现有的I/O 板上。加入了复位信号1、复位信号2这两路DI,结合已有的前安全门信号、前安全门限信号、后安全门信号、后安全门限信号、急停信号、安全踏板信号这六路DI,构成了安全继电器模块功能的输入。
(2)控制流程介绍
系统上电瞬间,会把两块逻辑处理电路的输出——控制信号1、控制信号2清零,从而关断开关管TR1和开关管TR2,防止系统误动作。

图6 需求分析2、3、4
正常启动系统时,前安全门开关和前安全门限开有效、后安全门开关和后安全门限开关有效、急停开关闭合、安全踏板开关闭合,此时分别按下复位按钮1、复位按钮2,这8 路信号同时被送入逻辑处理电路,由于各路信号都正常,开关管TR1 导通,开关管TR2 导通。允许控制器对调模前进信号、锁模前进信号、射台前进信号、射胶信号以及熔胶信号输出,允许控制器对电机启动信号输出。
当前安全门开关、前安全门限开关任意一个无效时,逻辑门立刻使开关管TR1 关断,禁止控制器对调模前进信号、锁模前进信号、射台前进信号、射胶信号以及熔胶信号输出,同时相应的触发器被清零。当外部异常处理完毕,即前安全门和前安全门限开关处于关门的正常模式,此时,必须按下复位按钮1,才允许控制器对调模前进信号、锁模前进信号、射台前进信号、射胶信号以及熔胶信号输出。
同样的,当后安全门开关、后安全门限开关、急停开关、安全踏板开关中任意一个处于异常状态时,逻辑门立刻使开关管TR2 断开,禁止控制器对电机启动信号输出从而停止电机工作,同时相应的触发器被清零。当外部异常处理完毕,即后安全门开关和后安全门限开关处于关门的正常状态,急停开关闭合,安全踏板开关闭合,此时,必须分别按下复位开关1、复位开关2,才允许控制器对电机启动信号输出。
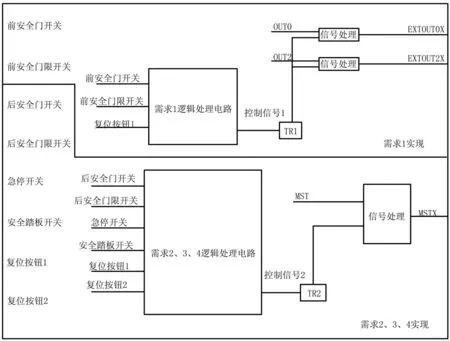
图7 控制策略流程图
6 结论
市面上运用于注塑机的控制器种类繁多,因各款控制器的编程语言不同,对I/O模块的信号有不尽相同的处理方式。因软件系统的不稳定照成的安全事故不可避免,所以在I/O模块上优化这个安全模块的电路,就比较经济实惠地起到了双重保险的作用。
[1]GB 22530-2008.橡胶塑料注射成型机安全要求[S].
猜你喜欢
中国特种设备安全(2021年7期)2022-01-19
舰船科学技术(2021年12期)2021-03-29
中国生殖健康(2020年2期)2021-01-18
装备制造技术(2020年3期)2020-12-25
装备制造技术(2020年12期)2020-05-22
制造技术与机床(2019年6期)2019-06-25
中国生殖健康(2018年2期)2018-11-06
劳动保护(2018年5期)2018-06-05
上海铁道增刊(2017年3期)2018-01-22
中国塑料(2015年11期)2015-10-14