基于MasterCAM X6的V850-5AX加工中心后处理器的开发
2013-05-27 02:51:42关跃奇陈蓉玲吴修国
湖南工程学院学报(自然科学版) 2013年1期
关跃奇,陈蓉玲,吴修国
(1.湖南工程学院 机械工程学院,湘潭 411101;2.湘潭电机集团重装公司,湘潭 411101)
0 引 言
计算机辅助编程在参数设置后经过刀具轨迹计算后产生的是刀具位置数据文件(CL文件),这种数据文件是不能直接被数控机床所识别的,每台数控机床只能识别符合相应机床控制指令格式的数控程序,故此,需要将生成的刀位数据文件转变成特定机床控制系统所能识别的数控程序代码,才能在特定的机床上正常地利用软件所生成的数控程序进行零件的数控加工.
后置处理器的作用就是根据软件系统所生成的CL文件以及指定机床和所配控制系统的特征信息文件等信息,将CL文件转换成相应机床控制系统能够接受的指令代码格式.在此转换过程中,后处理器将根据机床结构进行相应的坐标变换、校验非线性运动误差、校验各运动轴的运动速度,完成代码转换、加工程序的生成及程序代码的输出等工作;其工作流程如图1所示.
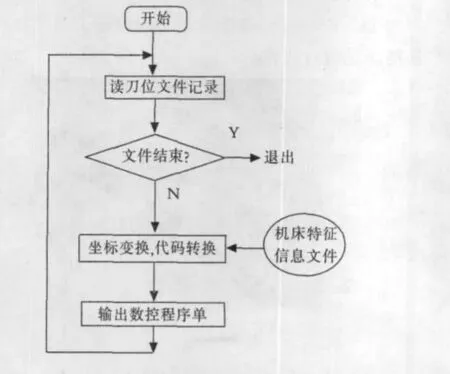
图1 后置处理工作流程图
MasterCAM是业界公认的最方便、最快捷的编程工具,它采用图形交互式自动编程方法实现数控加工程序的编制,X6版除继承X5版的五轴加工功能外,还提供了一个整体叶轮加工模块.软件采用专用后置处理系统,并提供了诸如法拉科等当今市场占有率较大的知名数控系统的专用后置处理文件,利用系统提供的这些专用后置处理文件可生成相应机床可识别的数控加工代码V850-5AX五联动立式加工中心是在三根直线轴的基础上引进了两根旋转轴,所配置的数控系统是华中-22M世纪星,X6版未提供相应的后置处理文件对五轴机床X6软件仅提供了一个“Generic Fanuc 5XMill.pst”的后置处理程序;华中-22M世纪星系统控制指令代码虽然与法拉科系统的控制指令代码有许多共同点,但若直接采用系统提供的五轴通用后置处理程序所生成的加工代码还是不能直接应用的,往往需要编程人员进行大量修改后才能应用,这样既不方便又容易出错.
为此本文研究了X6软件提供的五轴通用后置处理程序“Generic Fanuc 5XMill.pst”及相应的Mp文件,结合华中-22M世纪星数控系统和捷甬达产V850-5AX立式五联动加工中心的特征,定置出相应的专用后置处理器,使X6软件输出的数控加工代码不需编程人员作任何修改就可直接用于捷甬达产V850-5AX立式五联动加工中心.
1 MasterCAM X6五轴后置处理文件
目前MasterCAM软件在我国得到了广泛的应用,X6版铣削加工模块具有完善的四轴、五轴加工功能.X6版软件对五轴铣削加工提供了基于法拉科系统的通用后置处理器,该处理器由"Generic Fanuc 5XMill.pst"(简称PST文件)及相应的可执行文件(简称Mp文件)构成.其中Mp文件是用户不能修改的,用户仅可根据机床结构特征信息及所配控制系统,对软件提供的PST文件进行修改,Mp文件按PST文件修改的开关量进行工作;修改后的PST文件加上相应的Mp文件,以适用于特定的控制系统和不同结构的五联动加工机床.
随着数控加工技术的不断发展,数控五轴铣削加工应用范围在不断扩大.对正交型五轴铣削加工机床两根旋转轴的配置型式有工作台双回转、工作台回转/主轴摆动、主轴双摆动三种;目前国内多数五轴铣削加工机床是在原三根直线运动轴另加上一个带两根旋转轴的转台构成“3+2”型五联动机床,因此其配置形式呈多样化.且不同类型的五联动机床的结构和刀具运动原理都各不相同,加上所配控制系统的多样化,致使几乎每台五联动机床的后处理器都需要单独配置;后置处理器定制好坏,直接影响软件五轴铣削加工编程的效率.
定置X6五联动后置处理程序的任务主要是对系统提供的“Generic Fanuc 5XMill.pst”文件按特定的数控系统及机床类型来修改和定制相应程序段.“Generic Fanuc 5XMill.pst”文件由说明、格式表述、初始值、问题定义、自定义模块、预定义模块等组成.
预定义模块包含数控程序的程序开始和结束,刀具更换、刀具运动,多轴加工中的机床旋转轴配置型式代码选择、地址分配代码、旋转矢量平面代码、轴偏距的设定以及主轴摆长设定等内容,这些内容均用预先定义的格式来组织、规划.
2 V850-5AX加工中心及华中-22M控制系统的特点
V850-5AX立式五联动铣削加工中心是捷甬达机床厂生产的工作台双回转型的“3+2”五轴联动加工中心,为半闭环控制,两根旋转轴配置成分别绕X轴和Z轴旋转的A、C轴.
因该机床为半闭环控制,每当机床重新通电后都须先返回参考点,程序结束后不必每次返回参考点.随着加工的持续进行,机床主轴会发生误差累积,对配有斗笠式刀库的加工中心因其主轴充当机械手,故每次换刀时主轴Z向必须返回到指定位置进行换刀;这类机床最好办法是在每道工序完成后进行一次回参考点动作.考虑加工的安全性问题,应先Z轴返回参考点,接着其余两根直线轴回参考点,最后两根旋转轴回参考点,以避免破坏已加工表面.
V850-5AX加工中心所配备的数控系统是华中数控公司的华中-22M世纪星,华中-22M世纪星是目前国产五轴联动数控系统最成熟的控制系统之一,其编程指令格式与FANUC系统、西门子系统相比有较大的差别.
3 V850-5AX五联动加工中心专用后置处理器的定置
不同的数控系统之间的指令代码和程序格式各不相同,彼此之间虽然存在一定的差别,但都有一些共性.如单一程序中G0、G1分别表示快移及直线插补,M3、M4分别表示机床主轴正、反转等,这些共性是软件设计通用后置处理程序的前提条件.
前述可知,V850-5AX加工中心配备的是华中-22M世纪星控制系统,对特定的数控系统和五联动加工中心定置后置处理器是相当复杂的,先需查阅生产厂家提供的用户相关资料,了解机床原点的位置和各坐标轴的行程、编程指南及控制系统的代码格式要求等.本文对X6版所提供的五轴通用后处理程序“Generic Fanuc 5XMill.pst”文件中有关三轴后处理文件部分因许多文献已有论述在此不作重述,重点探讨其五联动机床后处理文件所特有的机床旋转轴型式选择、旋转轴地址分配、旋转轴旋转矢量平面、主轴摆长和旋转轴偏距的设定等内容.
3.1 五联动机床旋转轴型式选择
由前述可知,五联动机床两根旋转轴的配置型式有工作台双回转、工作台回转/主轴摆动、主轴双摆动三种,另外还有部分非正交五轴机床.V850-5AX五联动加工中心是三根直线轴加上一个带两根旋转轴的转台组成的正交工作台双回转型机床,须在相应地在PST文件的预定义模块进行机床旋转轴类型代码的设定:
mtype:0 #Machine type;机床型式:0(选择0,表示为:工作台双回转)
#0= Table/Table
#1= Tilt Head/Table
#2= Head/Head
#3= Nutator Table/Table
#4= Nutator Tilt Head/Table
#5= Nutator Head/Head
3.2 五联动机床两根转轴的地址分配
五轴机床一般由三根直线轴和两根旋转轴组成,其中两根旋转轴有A-B、C-B、A-C等多种搭配方式;V850-5AX五联动机床是三根直线轴和两根旋转轴(A-C)组成的工作台双回转型机床;“Generic Fanuc 5XMill.pst”文件提供的是B-C型组合,为此需要重新设定;通常将绕主轴旋转的C轴设定为第一旋转轴,各旋转轴地址代码分配程序段为:
#Assign axis address;旋转轴代码分配
str_pri_axis:“C”;设定C轴为第一旋转轴
str_sec_axis:“A”设定A轴为第二旋转轴
str_dum_axis:“B”
3.3 各旋转轴矢量平面的确定
每台五轴机床给定机床坐标系各不相同,对两根旋转轴的坐标零点和旋转方向的指定更是各不相同,无统一标准,所以需按照机床说明书中的坐标系进行本部分的设置.V850-5AX机床两根旋转轴定义分别为:C轴为绕Z轴旋转的转轴,顺时针转为正,逆时针转为负,角度旋转范围是+/-360°;A轴为绕X轴旋转的转动轴,工作台面朝上时是零平面,朝前为正,朝里为负,角度旋转范围是+91°/-91°.以下部分为“Generic Fanuc 5XMill.pst”文件提供的第一、第二旋转轴矢量平面代码设定程序段:
#PrimaryXYYZZX;第一旋转轴(C轴)矢量平面
#SecondaryYZZXXY;第二旋转轴(A轴)矢量平面
各旋转轴角度描述程序段如下:
新中国建立,尤其是改革开放以来,广州取得了更加快速的发展,是改革开放的窗口和先行先试的排头兵。广州作为中国南方的国际大都市,具有很高的国际地位和广泛的国际影响,定位为国家重要中心城市。最近,市委市政府提出了广州建设国际航空枢纽、国际航运枢纽、国际科技创新枢纽的宏伟目标,更是展现了广州未来发展的美好前景。
#Primary axis angle description (in machine base terms);第一旋转轴(C轴)角度描述
rotaxis1$ =vecx#Zero;C轴旋转零点为正X轴方向
rotdir1$ =vecy#Direction;C轴向正Y方向旋转为正
#Secondary axis angle description (in machine base terms);第二旋转轴(A轴)角度描述
rotaxis2$ =vecz#Zero;A轴旋转零点为正Z轴方向
rotdir2$ =vecy#Direction;A轴向正Y方向旋转为正
各旋转轴起始位的确定程序段如下:
result=updgbl(rotaxis1$,“vecx”)#Zero;C轴零点位
result= updgbl(rotdir1$,“vecy”)#Direction;C轴正旋转方向
result= updgbl(rotaxis2$,“vecz”)#Zero;A轴零点位
result= updgbl(rotdir2$,“vecy”)#Direction;A轴正旋转方向
3.4 主轴摆长和旋转轴偏距设定
图2所示为工作台双回转机床的主轴摆长及旋转轴偏距计算示意图,轴偏距即为旋转中心到工作台平面的距离.对V850-5AX这种工作台双回转机床无需进行主轴摆长设定,只需设定旋转轴偏距即可.注意:对V850-5AX这种工作台双回转机床进行计算机辅助编程前应将零件坐标原点设在两旋转轴的交点R处,如图2(a)所示,这样进行坐标转换后得到的加工程序的坐标尺寸才会正确;因此,在这种类型机床上加工时采用计算辅助编程应将工件编程原点设置成与机床R点位置重合.
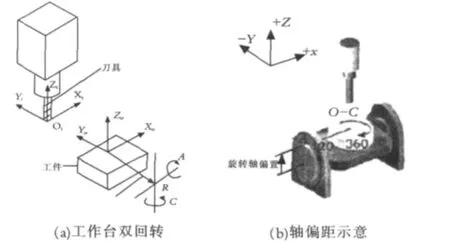
图2 轴偏距示意图
“Generic Fanuc 5XMill.pst”文件对A轴的轴偏距设定的程序段为:
saxisx:0#The axis offset direction?
saxisy:-0wR#The axis offset direction?
saxisz:0#The axis offset direction?
Use_tlength:#2=Prompt;选项2,系统将出现提示框,用户在提示框中输入轴偏距值
3.5 机床各运动轴行程的设定
不同的数控机床,由于型号规格不一,各运动轴的行程、极限位各异,对运动轴的行程设置需按指定机床说明书参数进行相应项参数的设定,否则将影响机床数控程序输出的正确性.捷甬达生产的V850-5AX五联动立式加工中心各运动轴行程参数如表1所示.
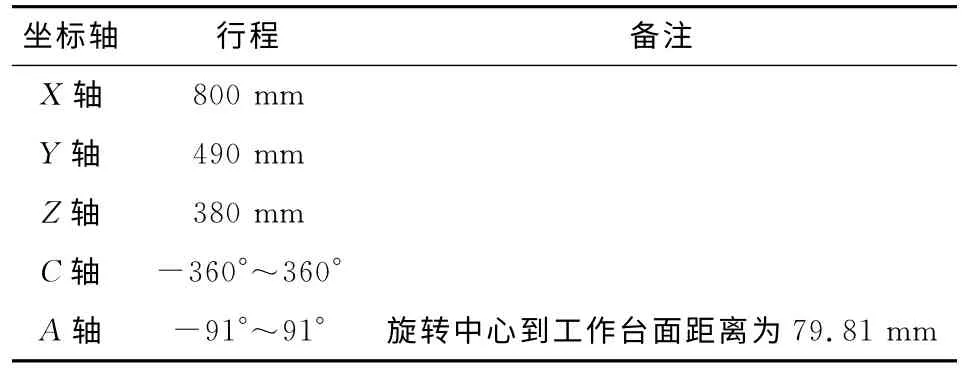
表1 V850-5AX机床行程表
“Generic Fanuc 5XMill.pst”文件对运动轴的设置程序段如下:
(1)各直线运动轴行程设定:
use_stck_typ:2#0=Off,1=Stock def.,2=Limits;选2,表示下列程序段中数字为各坐标轴的极限值
up_x_lin_lim :400.#X axis limit in positive direction
up_y_lin_lim :200.#Y axis limit in positive direction
up_z_lin_lim :0.#Z axis limit in positive direction
lw_x_lin_lim :-400.#X axis limit in negative direction
lw_y_lin_lim :-290.#Y axis limit in negative direction
lw_z_lin_lim :-380.#Z axis limit in negative direction
(2)第一旋转轴(C轴)旋转轴角度范围设定:
pri_limlo$ :-360
pri_limhi$ :360
#Set intermediate angle,in limits,for post to reposition machine
pri_intlo$ :-360
pri_inthi$ :360
(3)第二旋转轴(A轴)旋转轴角度范围设定:
sec_limlo$ :-91
sec_limhi$ :91
#Set intermediate angle,in limits,for post to reposition machine
sec_intlo$ :-91
sec_inthi$ :91
4 V850-5AX五轴加工中心后处理CNC程序实例
图3为某整体叶轮的3D造型.利用 Master-CAM X6对其进行计算机辅助编程时,先须按前述要求将工件零点与机床R点重合.加工找正时注意编程零点是在工作台面下面79.81mm处.
图3 整体叶轮
以下为图3整体叶轮零件通过按前述方法设计的专用后置处理器生成的适用于配备HCNC-22M世纪星系统的捷甬达公司生产的V850-5AX加工中心的叶轮粗加工程序(部分):
%
O0001
(DATE=DD-MM-YY -14-06-12 TIME=HH:MM -07:31)
N100G21
N102G0G17G40G80G90G94G98
N108T1M6
N110G0G54G90X-15.362Y-146.428C-138.009A84.871S2500M3
N112G43H1Z64.818
N114G1Z34.818F400.
N116X-15.407Y-145.761Z35.993C-138.565A84.417F600.
N118X-15.491Y-144.424Z38.892C-139.323A83.279
N120X-15.63Y-142.706Z42.219C-140.345A81.962
N122X-15.766Y-140.912Z45.496C-141.373A80.648
N124X-16.057Y-137.671Z50.943C-142.956A78.416
N126X-16.304Y-135.172Z55.29C-143.559A76.584
……
N4178X8.91Y28.284Z128.474C-60.05 A8.712
N4180X11.995Y30.904Z128.005C-64.269A7.774
N4182X15.684Y35.604Z127.112C-69.481A6.17
N4184G0Z134.486
N4186M5
N4188G0G28G91Z0.
N4190G0G28X0.Y0.
N4192G28C0.A0.
N4194M30
%
5 结 论
在X6软件中按照上述方法定置的专用后置处理器所产生的程序代码,能够处理叶轮类复杂曲面加工的刀具路径文件,所产生的五联动数控加工程序代码不需人工作二次处理,可以在配有华中-22M世纪星系统的捷甬达产V850-5AX五联动加工中心(旋转轴为A、C)上直接应用;作者用此后处理器生成的数控加工程序未作任何修改在捷甬达生产的V850-5AX五联动加工中心机床上加工出一完整的叶轮零件,由此有效提高了X6版五轴加工的编程效率,实现X6软件辅助编程用于配备华中-22M世纪星系统的V850-5AX五联动数控加工编程的无缝对接.对控制系统和结构型式不同的五联动数控机床,可参照本文进行定置.
[1]关耀奇.基于 MasterCAM9的 MV-610加工中心专用后置处理器开发[J].制造技术与机床,2006(8):116-120.
[2]唐进元,尹 凤.基于 MasterCAM的三大类型五轴机床后处理程序编制方法[J].制造技术与机床,2010(8):32-38.
[3]刘雄伟.数控加工理论与编程技术[M].北京:机械工业出版社,2002.
[4]周 济,周艳红.数控加工技术[M].北京:机械工业出版社,2002.
猜你喜欢
经纬天地(2022年3期)2022-07-20 01:17:02
制造技术与机床(2019年12期)2020-01-06 03:18:26
制造技术与机床(2019年12期)2020-01-06 03:18:24
制造技术与机床(2019年7期)2019-07-22 03:43:08
制造技术与机床(2019年7期)2019-07-22 03:42:28
制造技术与机床(2017年8期)2017-11-27 02:10:01
制造技术与机床(2017年2期)2017-05-04 04:17:37
环境科技(2016年4期)2016-11-08 12:19:04
光学精密工程(2016年4期)2016-11-07 09:04:52
国际感染病学(电子版)(2016年2期)2016-03-09 04:35:56