
水解酸化-EGSB-生物接触氧化工艺处理啤酒废水
2013-05-18 11:27福建省环境保护设计院李红亮
海峡科学 2013年6期
福建省环境保护设计院 李红亮
水解酸化-EGSB-生物接触氧化工艺处理啤酒废水
福建省环境保护设计院 李红亮
根据某啤酒厂的水量、水质,选择水解酸化-EGSB-生物接触氧化工艺作为主体工艺处理该啤酒废水。工程调试运行结果表明,该工艺运行稳定,抗冲击负荷能力强,出水水质达到《啤酒工业污染物排放标准》(GB19821-2005)的排放要求。
啤酒废水 EGSB 接触氧化 水解酸化
啤酒是以大麦芽、啤酒花、水为主要原料,经酵母发酵作用酿制而成的富含营养物质和二氧化碳的低酒精度酒。在其生产过程会产生相应的污水,主要为麦糟废水,糖化、发酵、灌装等车间所排的废液,设备与管道洗涤水,地面冲洗水及来自生活办公区的生活污水等,其主要成分有淀粉、蛋白质、酒花残渣、酵母菌残体、少量酒精及洗涤用碱等,属于中高浓度有机废水。啤酒废水具有可生化性好(BOD/COD一般为0.5~0.7 )、毒性较小的特点。目前国内外一般采用生化处理工艺,主要有UASB、EGSB、IC、SBR法、生物接触氧化法等。
某啤酒集团新建分厂,根据“三同时”要求,需新建一个污水处理站。经过多方调研论证,最终选择水解酸化-EGSB-生物接触氧化工艺。工程竣工之后,进行了三个多月的调试运行,出水水质达到了设计要求。
1 工艺流程说明
根据水量,进、出水水质的要求,并结合工程实际,本设计采用水解酸化/EGSB/生物接触氧化工艺为主体工艺。具体工艺流程见图1。
废水经厂区的排水管网收集后,首先经过机械格栅去除废水中的较大颗粒固体杂物后流入集水井中,由潜污泵提升至旋转滤网去除小颗粒的悬浮物,出水流入调节水解酸化池。污水在调节水解酸化池内进行均质调峰和水解酸化反应,将水中难降解的大分子有机物质裂解生成易生物降解的小分子有机物质,然后由供料泵提升送入EGSB厌氧反应器进行厌氧处理,去除大部分有机污染物。EGSB厌氧反应器出水进入生物接触氧化池进行好氧生物降解,最后经过斜管二沉池进行泥水分离。二沉池出水部分回用于废气处理系统。
调节水解酸化池、生物接触氧化池前端和污泥浓缩池产生的废气经废气收集系统收集后,进入涤气塔内进行处理。涤气塔采用二沉池出水添加碱液进行循环喷淋,涤气废液最终排入生物接触氧化池前端,与废水一同处理。
二沉池部分污泥回流进入生物接触氧化池前端,剩余污泥直接排入污泥浓缩池。浓缩后的污泥通过螺杆泵送至带式压滤机进行污泥脱水处理,脱水后的污泥由污泥车外运,按当地环保局要求妥善处置。
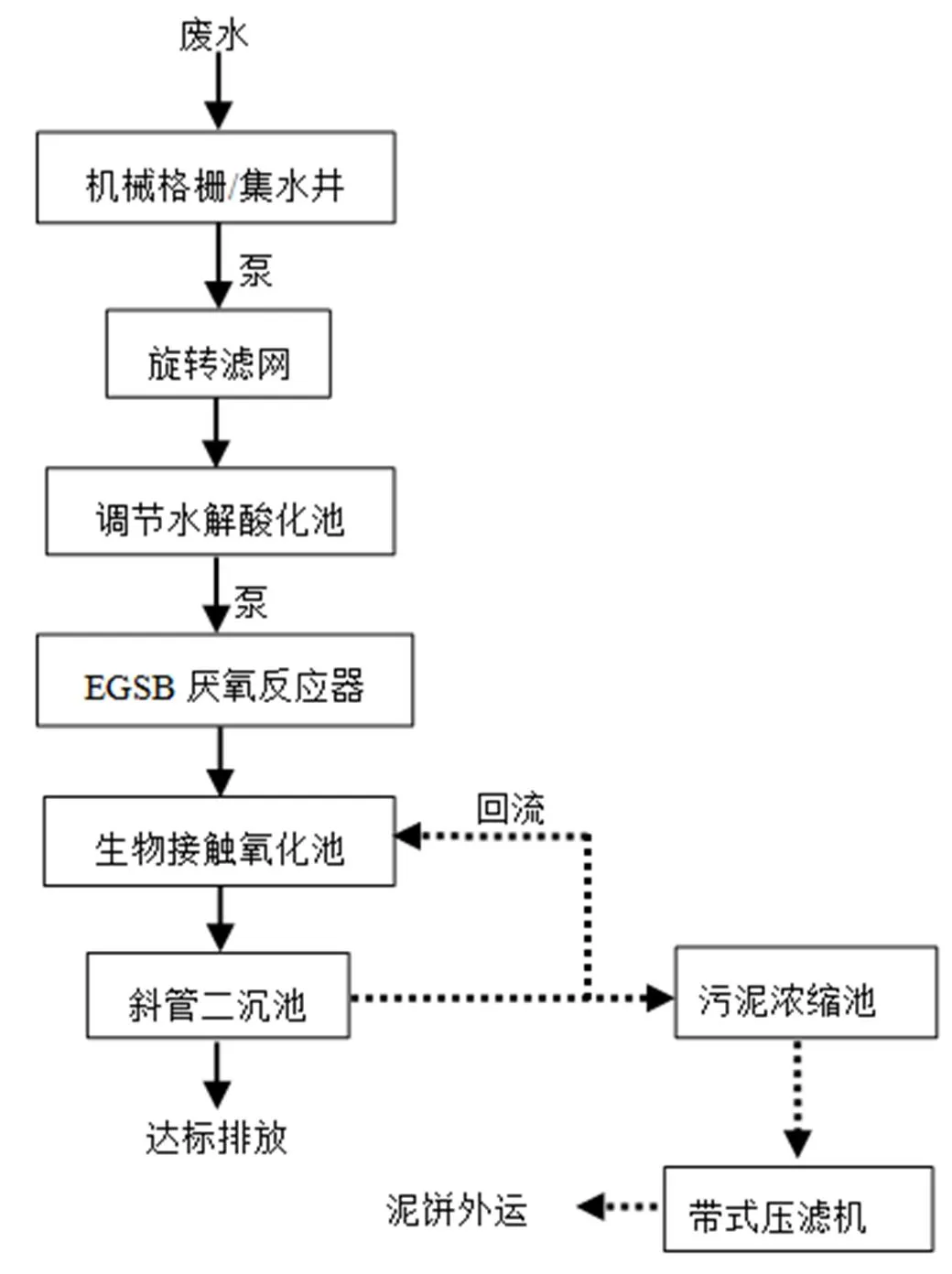
图1 废水处理工艺流程
2 工艺设计
2.1 设计水量及水质
根据该厂提供的有关数据,废水为24小时连续排放,设计水量为6000m3/d。废水经过处理后,出水水质指标应达到《啤酒工业污染物排放标准》(GB19821-2005)的要求,具体设计进、出水水质详见表1。
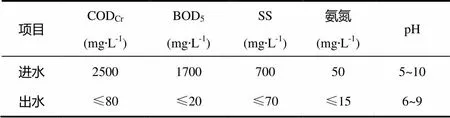
表1 设计进、出水水质
2.2 主要构筑物设计
2.2.1集水井
废水通过厂区的排水管网收集后,依靠重力流入集水井。集水井为地下式钢砼结构,平面尺寸为15m×5.0m,有效容积187m3,平均水力停留时间0.75h。集水井内安装一台机械格栅(B=1.0m,e=5mm),同时配备3台(2用1备)潜水无堵塞提升泵用以将废水提升至旋转滤网(e=0.5mm),由浮球液位计控制其运行。
2.2.2调节水解酸化池
调节水解酸化池为半地下式钢混结构,平面尺寸25m×15m,有效容积2100m3,平均水力停留时间8.4h,污泥浓度4000mg/L。该单元不仅起到调节水质水量的作用,而且将污水中的有机污染物通过酸化菌的作用部分地转化为挥发性脂肪酸(VFA),为后续的EGSB反应器的运行创造良好的条件。对调节水解酸化池内的pH值和温度进行连续监控,通过投加NaOH(或HCl)来实现自动调节。设计6台潜水搅拌机连续运行以维持池内混和均匀。该池加盖密封,并设有引风设备,将产生的废气送入涤气塔进行处理。
2.2.3厌氧处理系统
厌氧处理系统主要包括投配罐,供料泵,循环泵,EGSB厌氧反应器。
投配罐直径1.2m,高度3.6m,设置2个,碳钢结构。EGSB厌氧反应器设计2组,并联运行,每组2台分级串联运行,此举可提高厌氧系统的抗冲击负荷能力和处理效率,单台直径为6m,总高度16m,总水力停留时间为5.8h,碳钢结构,整套厌氧系统需做防腐。一级EGSB的容积负荷为13.3kgCOD/ (m3·d),二级EGSB的容积负荷为8.5kgCOD/(m3·d)。
对EGSB的配水系统和三相分离器这两个关键部分进行改良,采用等阻力多管配水系统和双层三相分离器,可提高进水分配的均匀性和泥、水、气三相的分离效率,从而提高整个厌氧系统的处理效率。等阻力多管配水系统是由6根DN80的进水管按60°夹角组成,这样能保证各点进水量基本相等。
2.2.4生物接触氧化池
厌氧处理出水重力流入有效容积为3000m3的生物接触氧化池中,其平面尺寸为30m×25m,均分为10个廊道,有效水深4.2m,分为2组,并联运行,平均水力停留时间12h,污泥负荷0.10kgBOD5/(kg·d)。为了增加池内的微生物量,设置2100m3的组合弹性填料。
在生物接触氧化池池底均匀分布880个管状微孔曝气器,气水比为18:1,由4台(3用1备)罗茨鼓风机供气,每台风量为25m3/min,总曝气量为4500m3/h。
2.2.5斜管二沉池
斜管二沉池设计2个,并联运行,单个平面尺寸为14.6m×11m,设计表面负荷为0.8m3/(m2.h),平均水力停留时间为2h。
在斜板二沉池中,活性污泥依靠重力沉降得以污水分离。污水经出水槽收集排走,污泥采用SHB型行车式泵吸排泥机抽吸至污泥槽,部分污泥回流到生物接触氧化池前端,剩余污泥进入污泥浓缩池进行浓缩,再经螺杆泵送至带式压滤机压缩处理。
3 工程调试
工程竣工后,经过清水、污水联动试车,结果表明设备运转正常。开始启动系统,进行调试运行。
3.1 调节水解酸化池调试
采用接种培驯法,接种污泥来自于某啤酒厂脱水后的厌氧污泥,共200m3,VSS/TSS为75%~80%。进水pH值控制在5.5~6.5,通过投加酸来实现,同时投加适量的氮磷营养物。采用连续运行,间歇进水,控制进水流量为50m3/h,而后按10%的增加量递增。运行4周后,出水较为清澈。当进水流量达到230m3/h时,COD去除率稳定在19%左右,水解酸化池达到设计要求,调试工作完成。
3.2 厌氧处理系统调试
一级EGSB反应器投加厌氧污泥120m3,二级EGSB反应器投加80m3。水温控制在33℃±1℃,pH值控制在7.0±0.2,回流量70m3/h。厌氧反应器采用连续运行,间歇进水,开始阶段的进水量为50m3/h,COD浓度约为1500mg/L,而后逐渐提高进水量,并逐渐缩短进水周期。
4周之后,COD去除率逐渐从20%提高到60%,出水pH值在7.0左右,观察污泥呈黑色,出现少量1mm颗粒污泥,表明污泥驯化期结束,进入负荷提高阶段。
通过逐渐增加进水量和加大进水COD浓度来提高反应器的容积负荷,每次负荷提高幅度为1kgCOD/ (m3·d),控制COD去除率达到60%以上稳定运行一周,当容积负荷达到设计要求,反应器内污泥沉降性能良好,厌氧系统COD总去除率为70%,此时基本达到设计要求。
3.3 生物接触氧化池调试
好氧接种污泥来自某啤酒厂的曝气池,接种污泥量约为300m3。投入污泥后,采用先间歇进水,连续闷曝3d后改为连续进水,逐渐提高容积负荷,池内DO浓度维持在2~5mg/L,当进水COD浓度提高至500~550mg/L,去除率达到68%,出水水质稳定,开始全负荷进水。
4 运行情况
工程竣工之后,经过三个多月的调试运行,各处理单元达到设计要求,出水水质基本稳定,各项污染物指标达到排放标准。在调试工作结束后,对系统各处理单元的处理效果进行连续监测,结果见表2 (表2中数据为连续10d的平均值)。
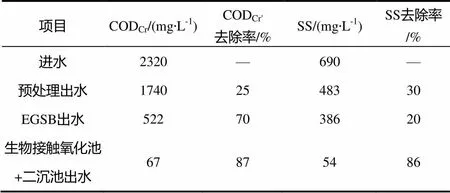
表2 工艺处理效果
5 投资运行估算
本污水处理工程总投资为1288.9万元,其中土建工程306.8万元,安装工程25.8万元,设备材料费用为884.6万元,其他费用(含设计调试费、税金等)71.7万元。吨水造价为2148元/m3。直接运行成本0.68元/t,其中电费0.53元/t,药剂费0.08元/t,人工费0.07元/t。
6 结论
6.1 采用水解酸化-EGSB-生物接触氧化工艺处理啤酒废水,具有运行稳定,抗冲击负荷能力强,高效低耗、剩余污泥量少、管理方便等优点。
6.2 对EGSB的配水系统和三相分离器这两个关键部分进行改良,可提高厌氧反应器的处理效率。
6.3 水解酸化池和EGSB在整个处理工艺中起着重要作用,需严格控制其运行条件,主要是控制pH值。
[1] 林宝春,许凤刚,黄本科,等.啤酒生产废水处理设计及运行研究[J]. 环境污染与防治,2007,29(8):635-637.
[2] 匡武,殷福才,孙世群,等. UASB工艺在啤酒废水处理中的应用[J]. 中国给水排水,2006,22(16):62-66.
[3] 马文成,韩洪军.水解酸化-两级厌氧工艺处理离浓度甲醇废水[J]. 环境工程,2008,26(3):75-77.
[4] 韩洪军,衣春敏,杜茂安,等. 啤酒废水处理工程设计及运行分析(二)[J]. 哈尔滨建筑大学学报,2000,33(5):128-131.
[5] 贺延龄. 废水的厌氧生物处理[M]. 北京:中国轻工业出版社,1998.
猜你喜欢
考试与评价·高二版(2021年2期)2021-09-10
大众投资指南(2020年10期)2020-07-24
天然产物研究与开发(2018年7期)2018-08-21
流行色(2018年10期)2018-03-23
数学小灵通·3-4年级(2017年12期)2018-01-23
山东工业技术(2016年15期)2016-12-01
中学化学(2016年2期)2016-05-31
课程教育研究·下(2016年2期)2016-03-25
山东青年(2016年2期)2016-02-28
水土保持通报(2014年5期)2014-06-09
