高水头大型水轮发电机组安装技术难点及对策
2013-05-16 09:07:48李军
水电站机电技术 2013年1期
李军
(葛洲坝集团机电建设有限公司,四川 成都 610091)
高水头大型水轮发电机组安装技术难点及对策
李军
(葛洲坝集团机电建设有限公司,四川 成都 610091)
结合锦屏二级水电站机组几个特殊的结构特点,分析出了高水头大型水轮发电机组安装的技术难点,同时也提出了相应对策或解决方法,得到了较好地应用,缩短了安装直线工期,为锦屏二级水电站首批机组提前发电创造了有利的条件。
技术难点;对策;锦屏二级水电站
1 概述
锦屏二级水电站位于四川省凉山彝族自治州木里、盐源、冕宁三县交界处的雅砻江干流锦屏大河湾上,是雅砻江上水头最高、装机规模最大的巨型水电站。全地下电站布置8台单机容量600M W的水轮发电机组,总装机容量4800M W,额定水头288m,最大水头318.8m。工程于2007年1月全面开工,计划2012年首批机组发电,2014年竣工。机组主要技术参数见表1。
2 水轮机安装技术难点
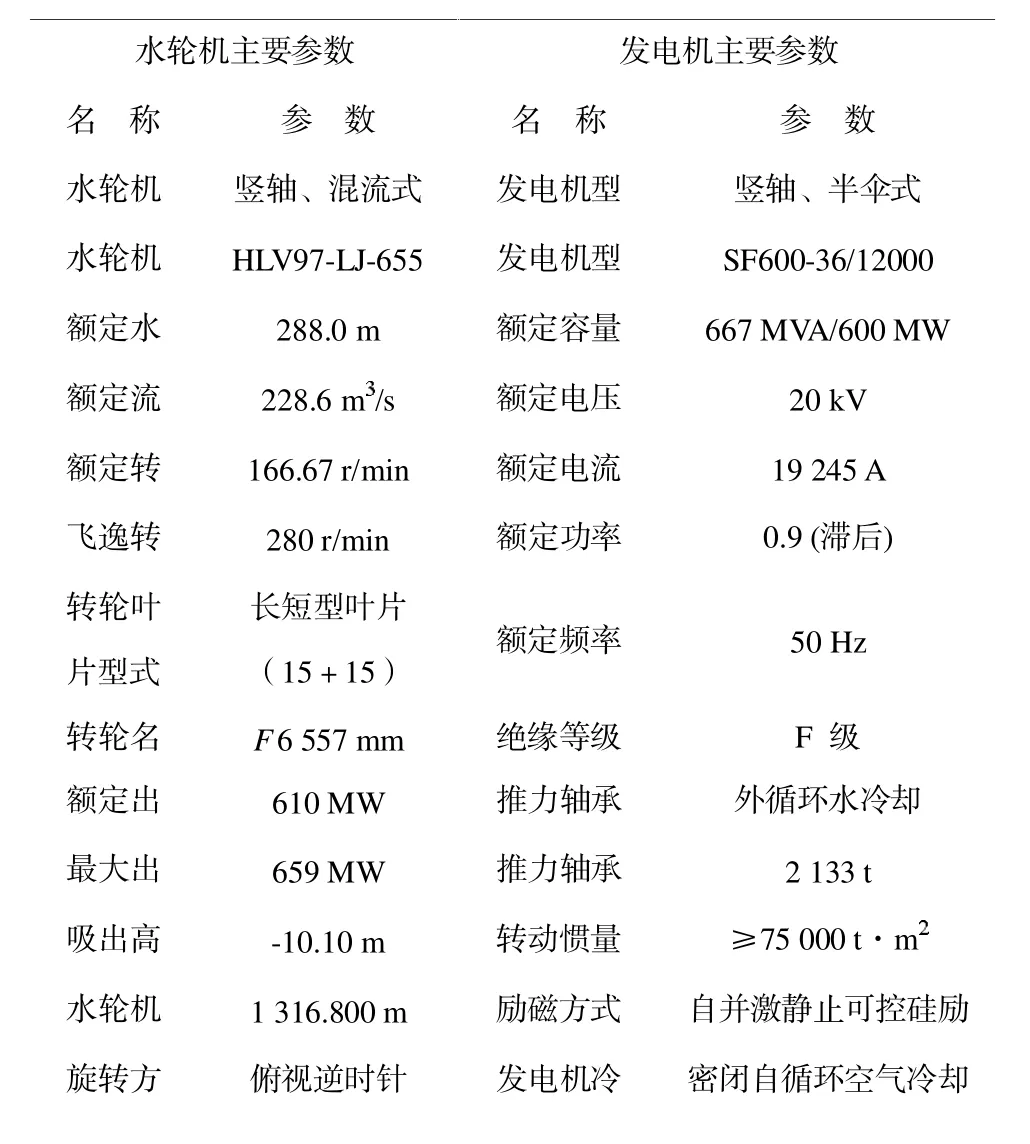
表1 机组主要技术参数表
2.1 座环焊接
座环上、下环板板厚分别260mm、220mm,材质为进口S 355J 2G 3Z 35钢板,为国内已建电站环板最厚的座环。座环上、下环板间距为786mm,焊接施工空间小,容易出现焊接缺陷。座环与底环、顶盖的联接螺栓孔车间已加工,现场焊接变形控制要求高,其中组合面焊接收缩量≤2mm,否则将影响导水机构的安装。因此,座环安装控制的难点在于座环焊接质量的控制,现场施工中主要采取了以下几项措施控制座环焊接质量,取得了良好的效果:
(1)现场成立焊接质量与变形控制小组,随时对座环水平、半径等测量监控并根据监测数据调整焊接顺序。
(2)根据座环的结构形式采用合理的焊接顺序与焊接方法。其中,上、下环板焊接采用每班8人对称同时由内向外分段退步施焊的方法。
(3)采用约束焊,在焊缝位置合理布置一定厚度同种材质(两种厚度:70mm与30mm)、数量的合缝搭板。
(4)中间焊层采用锤击法消除焊接应力,控制预热温度、层间温度和温度梯度。
(5)上、下环板的平、仰焊位各焊接厚度一半时,260~300℃×4h消氢处理,缓冷至室温后P T(着色)、UT(超声波)检验,发现缺陷提前返修,合格后继续焊接。
2.2 蜗壳闷头组焊、吊装
蜗壳闷头受运输尺寸限制,分1个圆顶与8瓣不规则曲面到货,现场闷头单独拼焊很难控制其周长、弧度与水平等尺寸。受厂房上游墙阻挡,闷头不能直接利用厂房桥机吊装就位,原设计经压力钢管施工支洞采用台车运输,压力钢管施工支洞距蜗壳进口段长达120m,需要铺设的运输轨道长,且天锚设置及轨道固定困难。
针对上述施工难点,采取了以下两个新工艺:一是闷头直接在蜗壳进口段管口上拼装,利用蜗壳进口段作为模板,闷头尺寸可以直接依据蜗壳进口段调整,闷头拼焊尺寸控制简便、工装简单。二是在蜗壳进口处铺设一段短轨道,利用厂房桥机将闷头及蜗壳进口段整体吊装至短轨道上,将闷头及蜗壳进口段整体向上游方向拖,待蜗壳直管段安装后,将闷头及蜗壳进口段拖运就位安装,上述对策可以有效简化工装、提高质量和工效,降低安全风险,见图1。
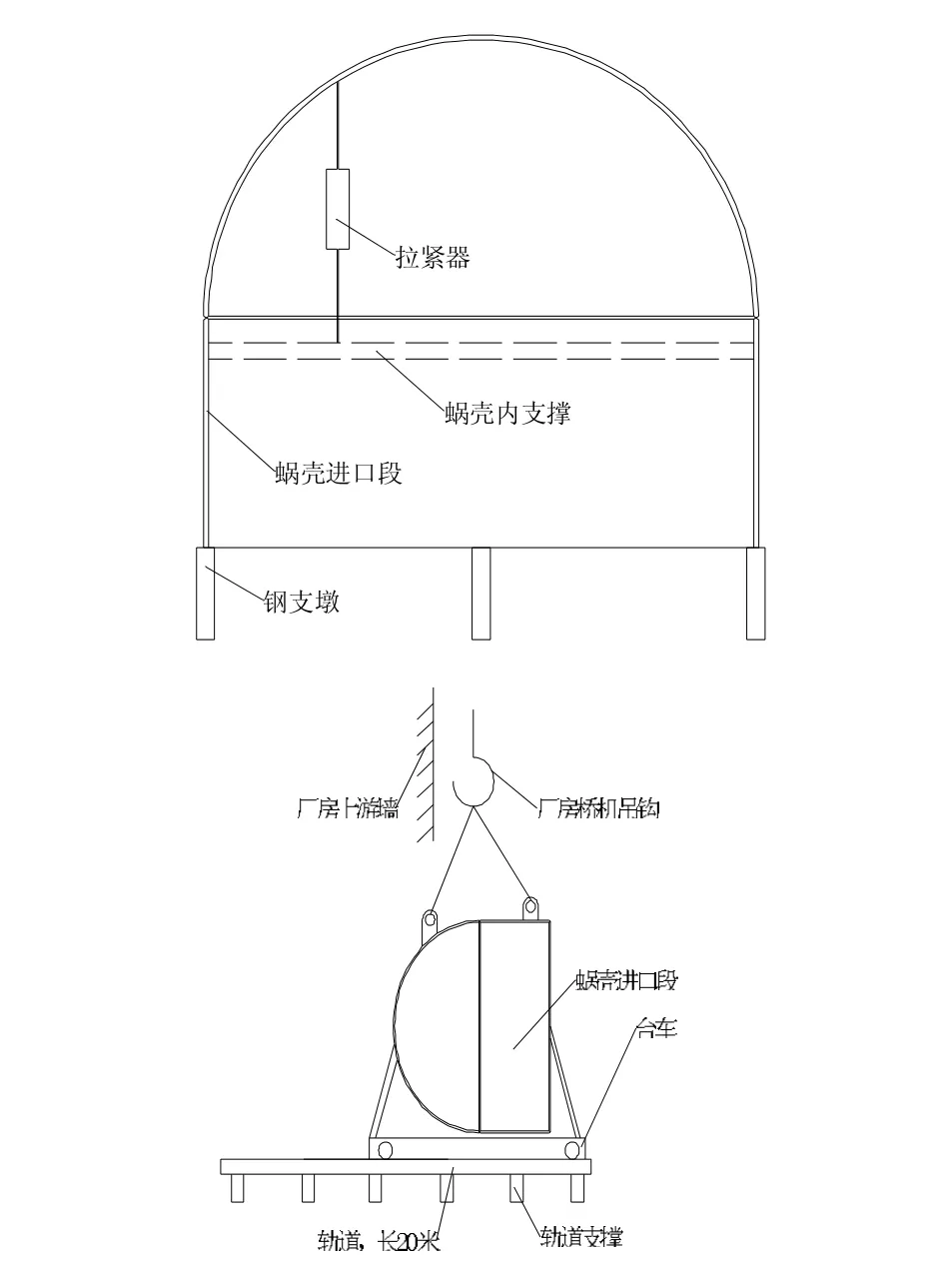
图1 闷头拼焊及闷头与蜗壳进口段整体吊装图
2.3 蜗壳焊缝检测
锦屏二级水电站单机容量600M W,额定水头288m,最大水头318.8m,额定转速166.67r/min,属于高水头、高转速的大型机组。对于这种高水头、高转速的大型机组,在其运行或停机的过程中,蜗壳内的压力均比较高,尤其是事故停机的过程中蜗壳内压力突然升高,对蜗壳的强度是一种严重考验。为了保证机组长期稳定、安全运行,蜗壳的装焊质量相当重要,除了从焊工水平、焊接工艺、焊接过程控制外,焊后焊缝检测控制尤为重要。在焊缝检测方面主要采取了三项重要举措:
(1)蜗壳焊缝检测引进了TOFD(超声时差衍射法)技术代替 R T(射线),采用 M T(磁粉)、UT(超声波)、TOFD(超声衍射时差法)三种方法进行蜗壳焊缝检测,充分利用三种检测方法各自的优点,从而可直观判定缺陷性质。
(2)蜗壳焊缝检测合格后,施工单位提交业主委托的第三方进行至少50%比例的抽检,在蜗壳焊缝质量控制上又增加了一项保障措施。
(3)采用蜗壳水压试验、保压浇筑来验证蜗壳焊缝焊接质量,消除蜗壳焊接残余应力与局部应力,满足了机组安全、稳定运行。
2.4 圆筒阀安装
水轮机采用了新型水轮机进水阀门即圆筒阀,具有结构紧凑、重量轻的优点,其强度及刚度要求高,安装工艺复杂,精度要求高。主要安装特点:圆筒阀与顶盖一起参与导水机构预装、安装;圆筒阀接力器现场不需分解,但需单个做耐压试验;青铜导向块现场配刨,导水机构安装前装配于圆筒阀上。主要施工难点是:阀体焊接变形控制,圆筒阀青铜导向块与座环导轨间隙控制,圆筒阀6个接力器同步问题。
(1)阀体焊接变形控制
阀体分瓣面立面焊缝焊接,由四名合格焊工里外同时、对称焊接,采用“小规范分段退步法”焊接,分段长度350~400mm/段,焊条采用Ф3.2的E 5015焊条。阀体立面焊缝焊接完成后,再次把紧组合螺栓,并将螺帽至少在两个方向点焊,然后用制造厂提供的钢板封堵组合缝两侧的组合螺栓用的工艺孔,焊接封堵钢板坡口,焊接顺序见图2。填充层每层焊接后,应锤击消应。焊接过程中应在焊缝内、外侧适当位置布置几块百分表,以监视焊接过程中的阀体变形,根据变形情况调整焊接程序。
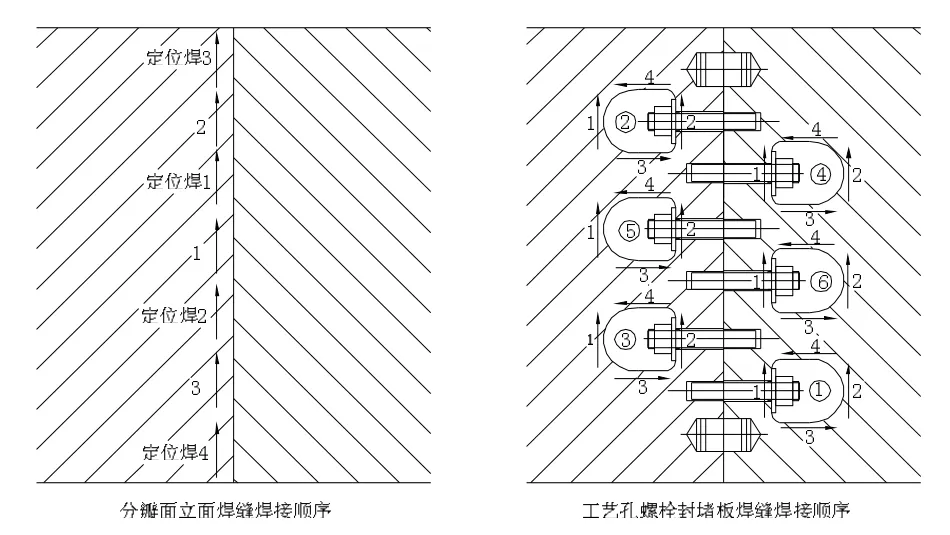
图2 阀体立面焊缝、螺栓工艺孔封堵板焊接顺序图
(2)圆筒阀青铜导向块与座环导轨间隙控制工地座环机加工时采用大型立式铣床加工座环固定导叶导轨,加工后其半径控制在&8635±0.25mm。
圆筒阀与顶盖一起参与预装,青铜导向块配刨数据确定采用辅助测量法。预装前加工12块比现有青铜导向块厚度稍薄的标准块(厚度h),然后用螺栓把和在圆筒阀上。预装时用塞尺测量检查每个固定导叶导轨与其对应标准块的间隙g,则青铜导向块配刨后的厚度H=h+g-δ,其中δ为固定导叶导轨与青铜导向块的设计间隙(1.2mm)。
(3)圆筒阀6个接力器同步
主要通过液压比例阀控制接力器控制油量大小校正发生的不同步的偏差以保证各接力器的同步运行。
2.5 长短叶片型转轮安装
转轮由上冠、下环、叶片与泄水锥组成,叶片采用主副叶片型(也称长短叶片型,15+15片),整体交货。转轮止漏环为阶梯状迷宫,其与固定止漏环间隙无法直接测量,既要控制径向间隙还要控制轴向错牙,否则止漏环将会发生碰撞。因此,必须有严格的工艺来保证,主要工艺要点如下:
(1)转轮与水机轴在安装间联轴,采用专用测圆架测量检查转轮止漏环圆度以及转轮止漏环与水轮机轴轴领的同轴度。
(2)底环安装时,悬挂机组中心钢琴线,测量底环与下固定止漏环的同心度,均布8点测量,仔细记录中心偏差的大小以及方位,在转轮安装后止漏环间隙无法检查的情况下可通过此处间隙进行测算。
(3)转轮与水机轴联轴整体吊装后,等分8点用塞尺测量转轮上冠与底环间隙,通过此间隙换算转轮止漏环与下固定止漏环间隙,从而确定转轮是否在机组中心上。
(4)顶盖吊装后,通过顶盖上8个测量孔测量转轮与上固定止漏环间隙,计算转轮与机组中心的偏心。
(5)机组盘车前,测量上止漏环间隙、转轮下环与底环间隙,将转动部分置中;测量转轮下环与底环高差(设计:转轮下环比底环低0.30~0.45mm),从而测算转轮止漏环
与下固定止漏环轴向错牙,防止转轮止漏环碰撞。
(6)盘车过程中监测上止漏环间隙、转轮上冠与底环间隙,计算旋转中心与底环、顶盖的偏心值,调整转动部分使整个轴系旋转中心与底环、顶盖同心度合格。
3 发电机安装技术难点
3.1 下机架、定子基础一期预埋
考虑到锦屏二级水电站水头高,为保证机组安全、稳定运行,下机架、定子基础结构设计为套管埋入式地脚螺栓(其中定子基础结构见图3),在一期混凝土浇筑时随土建进度预埋。现场受土建施工环境与条件限制,若使每个下机架、定子基础螺杆(每台机下机架基础螺杆24颗、定子基础螺杆72颗)调整符合标准要求(中心偏差≤2mm,高程偏差0~+3mm,垂直度偏差≤螺杆长度/450),现场调整量大、难度高,并且混凝土浇筑后易出现不同程度的位移。另外,即使每颗基础螺杆在混凝土浇筑后尺寸符合要求,则下机架、定子吊装时必须在每颗螺杆周围布置1人将螺杆穿入基础板螺杆孔内,这样费时费力且不安全。
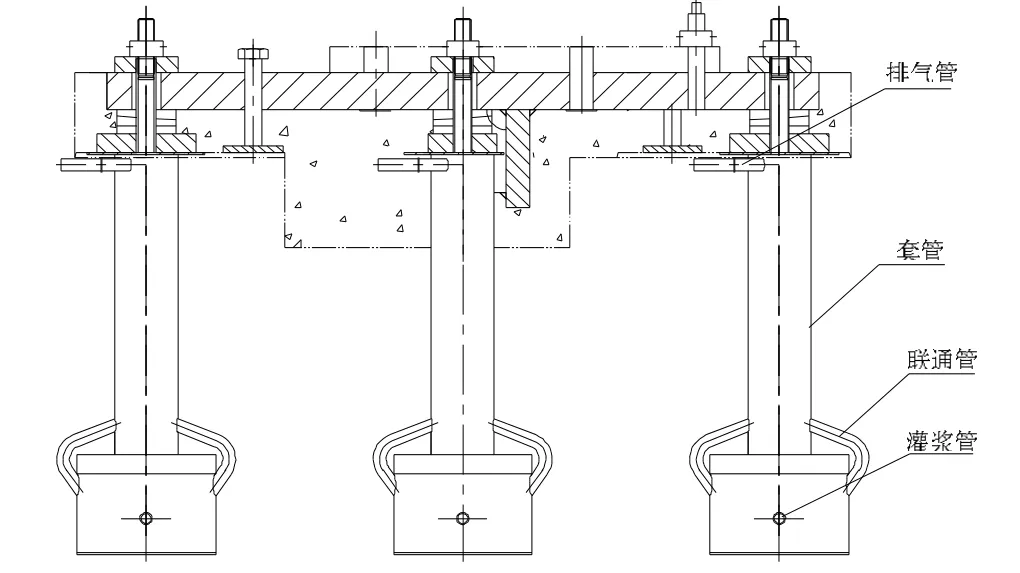
图3 定子基础螺杆结构图
为保证下机架、定子基础螺杆的预埋质量,从而确保其顺利、安全、快速吊装到位,主要采取了如下对策:
(1)用钢板制作临时模板,根据图纸上下机架、定子基础板布置基础螺杆的数量、间距将基础螺杆固定在临时模板上,基础螺杆与临时模板作为一个整体进行调整。
(2)利用AUTO CAD制图并结合发电机基础图求出每个基础螺杆方位的坐标点、临时模板调整基准点,用全站仪测放出上述坐标点。
(3)在基础板周围预埋槽钢,用于下机架、定子基础螺杆调整完后的加固。
(4)下机架、定子基础调整合格后,用全站仪测量检查每个基础螺杆的中心、方位与高程是否符合标准要求。
(5)下机架、定子吊装前,制作三种不同长度规格的导向管,分别置于每个基础螺杆上,随着下机架、定子缓慢下降高度,先穿入长导向管,最后穿入短导向管,这样下机架、定子吊装定位准确,节约了人力、时间,保证了安全。
3.2 定位筋装焊

定位筋是定子组装中最关键的一步,其安装质量的好坏直接关系到后序工作的正常进行。为了高质量、高效率地完成定位筋的装焊,主要采取了以下措施:
(1)现场采用传统的先装焊定位筋、后整体叠片的工艺(即“以筋定片”工艺)代替厂家工艺(即“以片定筋”工艺),施工工序单一,干扰小,工期短。
(2)在定位筋与其托块间采用小楔子板,将定位筋与其托块楔紧,以便在定位筋装焊、叠片过程中有效地固定,铁心分段预压后取出已叠高度对应的小楔子板,调整定位筋与托块间隙为0.50mm。
(3)现场将下齿压板固定工具C型夹2套(每套144个)代替托块顶柱用于定位筋调整,勉强满足一环定位筋的调整固定。
(4)将所有定位筋焊接前调整半径的标准提高,控制在0~+0.10mm。
(5)定位筋焊接采用富氩气体保护焊(20%CO2+80%Ar)方法代替手工电弧焊。
(6)定位筋在焊接过程中,4名焊工采用同环、跳跃、同步、同速、同焊接规范方式焊接。
(7)焊接过程中每层每道焊缝焊接完成后测量1次,根据测量数据及时调整焊接顺序,并且对超标的定位筋托块提前处理,尽量减少定位筋焊接后的处理量。
3.3 转子装配
结合转子结构特点,若想转子装配后最终半径、圆度、垂直度等尺寸满足标准要求,需控制这几个重点与难点:副立筋装焊、下压板安装、磁轭叠装、磁轭热套。
(1)副立筋装焊
锦屏二级机组转子采用副立筋及径切向复合键的连接结构,副立筋现场配刨及安装的质量直接影响转子整体装配质量,是转子装配过程中极其重要的一环。副立筋装焊需注意:精确测量副立筋配刨数据;为避免副立筋现场配刨、凸键制造两者正公差累计造成磁轭叠装时凸键无法放入键槽,从而影响磁轭叠装质量,须将副立筋配刨后按照半径负公差(即-0.20mm)计算配刨量(标准±0.30mm)。
(2)下压板安装
在《水轮发电机组安装技术规范》(GB/T 8564-2003)、《四川省雅砻江锦屏二级水电站水轮发电机安装质量检测标准》与厂家标准中无下压板安装标准。但是为了确保转子磁轭叠装质量,考虑转子磁轭下沉量,现场用测圆架和百分表调整下压板安装符合如下标准:周向波浪度≤1.5mm,半径差≤1mm,径向外侧比内侧高1mm。这样调整下压板后,可以减小磁轭随着叠装高度增加产生的外倾现象,从而防止磁轭叠装成上大下小的喇叭口;磁轭拆除支撑后,磁轭下沉使下压板水平基本为零。
(3)磁轭叠装
每段压紧前后,应对磁轭叠片的绝对半径、圆度进行测量,分析测量数据,将超出设计值的超标点进行处理到合格范围,不能将超标点累积到下一段。
随着叠装高度增加,在磁轭的径向上用锤击的方法(塑料锤)将叠片整形,使之紧靠磁轭健,消除磁轭表面凹凸不平状况,提高测量数据的精确。
磁轭中部是叠装最难控制的阶段,是叠装的控制重点。最有效的办法是在中段上增加测量次数,消除超标点,保证磁轭叠装的质量要求。
(4)磁轭热套
转子磁轭叠装后热套,热套过赢量3.5mm,通过在磁轭与副立筋间加不同厚度的垫片来补偿和调整磁轭圆度、同心度、垂直度。由于磁极采用T尾与磁轭连接,磁极的T尾两侧均现场焊接通长等厚(3mm)的磁极垫条,磁极结构不能补偿磁轭圆度、同心度与垂直度超差现象。所以,磁轭热套对转子装配的最终质量控制相当重要。
磁轭热套加垫量计算公式:δ=K-(Rn-R平均)+κ1+κ2
式中:δ—加垫厚度,mm
K—过赢量(3.5),mm
Rn—磁轭对应凸键位置实测上、中、下半径的平均值,mm
R平均—磁轭整体的平均半径,mm
κ1、κ2—实测凸键与磁轭和副立筋间隙值,mm
磁轭热套时采用加热板加温,加热应保证均匀,严格控制温升、温降,以免磁轭产生偏移;采用保温被作为隔热屏障将磁轭严实包裹起来,使在加热过程磁轭与转子支架很好形成温差;加垫工作应对称进行。
3.4 导轴承间隙调整
发电机导轴承的支撑为键支撑结构(见图4),导轴承与滑转子(轴领)的间隙通过平键的厚度来保证。机组安装时,根据发电机上、下导油槽结构特点,平键配置时采取两道工序进行,第一道工序是粗加工平键,并预留0.10mm的现场修配量。第二道工序是现场手工修磨粗加工的平键,修配至规定厚度。这样,保证修磨后的平键与轴瓦为平面接触且间隙符合要求,工作量大,难度也大。
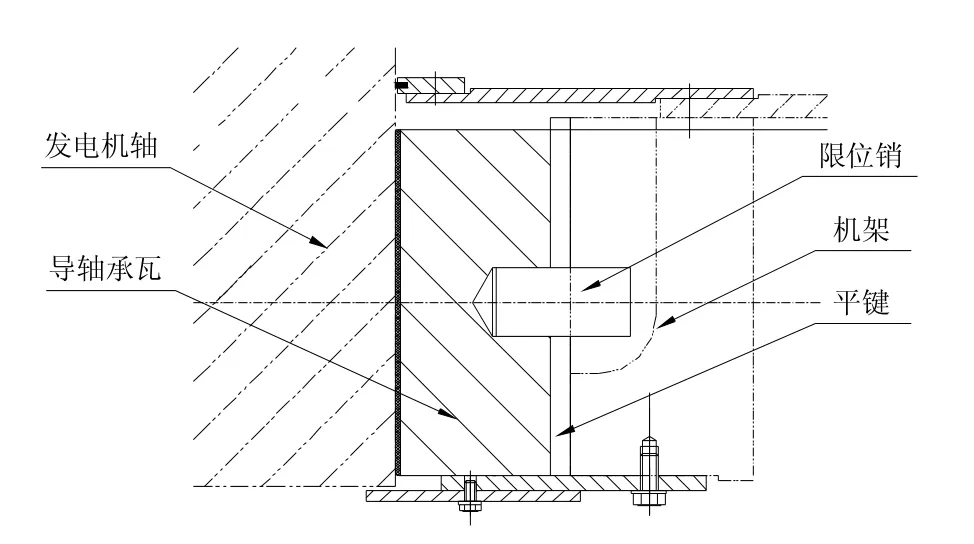
图4 发电机导轴承结构图
根据发电机导轴承结构特点,须采取合理的方法对平键加工数据精确确定,从而尽量减少现场手工修磨平键的工作量,下面介绍三种平键加工数据确定方法:
(1)采用内径千分尺测量(间接测量法)
采用内径千分尺测量轴领至机架侧的最小距离L,并用游标卡尺测量轴瓦的厚度L1,则平键加工后厚度H=L-L1-δ,其中δ指导瓦间隙。
(2)采用配对楔子板测量(楔子板法)
在轴瓦的限位销之间打人配对楔子板,当判断配对楔子板完全打紧,在其中一块楔子板上做一标记,将配对楔子板缓慢取出后用游标卡尺测量配对楔子板的厚度L,测出的数值即为轴瓦背部至机架侧的距离,则平键加工后厚度H=L-δ,其中δ指导瓦间隙。
(3)采用标准键辅助测量(标准键辅助法)
现场精加工一块厚度比现有平键薄的标准键,严格控制好平面度及平行度。用小型楔子板将轴瓦紧靠在轴领上,且大轴不偏移。放入标准键,用楔子板将标准键紧靠至机架侧,用塞尺测量标准键面与瓦背的距离L。则平键加工后厚度H=L+h-δ,其中h指标准键厚度,δ指导瓦间隙。
3.5 机组轴线测量与调整
锦屏二级机组轴系由发电机上端轴、转子中心体、下端轴、水轮机轴及转轮共5段组成,共设置了上导、下导、水导三套导轴承和一套推力轴承,推力轴承与下导轴承分布在两个单独的油槽内,其中推力轴承布置在下机架中心体上部,位于上导与下导之间,采用外循环冷却方式与刚性支撑结构。机组轴线结构特点是分段数多,结合面多,轴线各法兰的连接均采用定位结构设计,所有的定位销钉孔、销套孔在制造厂内加工完毕,现场无法对轴线各部件的相对位置进行调整,从而无法有效消除工厂加工误差、运输变形、工地焊接变形对轴线造成的不利因素,处理轴线难度较大。
由于轴线调整是直线工期,因此直接影响机组的安装工期及投产发电日期。如何尽快调整好轴线,不仅是机组安装质量方面的要求,同时也是机组安装进度的要求。在机组轴线测量与调整方面,主要采取了以下有效措施:
(1)盘车时引进了省时且省力的机械盘车,以卷扬机为驱动力,投入高压油减载装置,通过钢丝绳和滑轮组来拖动机组转动部分逆时针旋转。
(2)转轮、水轮机轴与发电机轴到货后,现场及时组织联轴测量水导轴领与止漏环、下导轴领的同心度,测量两轴的直线度是否符合要求,及早发现、分析与解决问题。
(3)提前做好轴线处理的预案,如:准备一台水发轴镗孔工具与一台套水发轴联轴调整工具螺栓,以备水导摆度超标或联轴螺孔错位大进行调整之需。
(4)盘车计算运用数学最小二乘法理论,通过正弦曲线拟合计算,编制出轴线摆度计算程序,从而提高了测量、计算精度,使轴线调整更精确、快捷。
4 结语
本文结合锦屏二级水电站机组几个特殊的结构特点,分析出了高水头大型水轮发电机组安装的技术难点,同时也提出了相应对策或解决方法,得到了较好地应用,缩短了安装直线工期,为锦屏二级水电站首批机组提前发电创造了有利的条件。
TK 730.6
B
1672-5387(2013)01-0007-06
2012-08-21
李 军(1978-),男,工程师,从事水电站机电安装、检修与技术管理工作。
猜你喜欢
水泵技术(2022年2期)2022-06-16 07:08:04
——“AABC”和“无X无X”式词语
小学生学习指导(中年级)(2021年3期)2021-04-06 09:12:02
水泵技术(2021年6期)2021-02-16 01:14:50
少儿美术(快乐历史地理)(2020年8期)2021-01-04 01:22:44
家庭影院技术(2019年12期)2020-01-19 02:07:20
兰台世界(2017年12期)2017-06-22 14:17:25
工业设计(2016年4期)2016-05-04 04:00:27
水电站机电技术(2014年3期)2014-09-26 12:01:05
应用技术学报(2014年3期)2014-02-28 14:52:36
上海金属(2013年6期)2013-12-20 07:58:02