车削钛合金柱销螺母夹具设计
2013-05-14 02:14:58东北轻合金有限责任公司黑龙江哈尔滨150060黄文明关怡娟王洪军张鹏立
金属加工(冷加工) 2013年7期
东北轻合金有限责任公司(黑龙江哈尔滨 150060)黄文明 关怡娟 王洪军 张鹏立
公司承接了一项外协加工任务,工件如图1所示,材料为TC4钛合金,外圆加工后的形状和几何尺寸都比较规范,其加工难点为该工件的M 18螺纹孔轴线对φ35mm圆柱轴线的垂直度不超过0.02m m,螺母及φ20mm圆柱槽的切削加工。针对上述情况,我们设计了一套利用车床加工柱销螺母的夹具,取得了很好的效果。
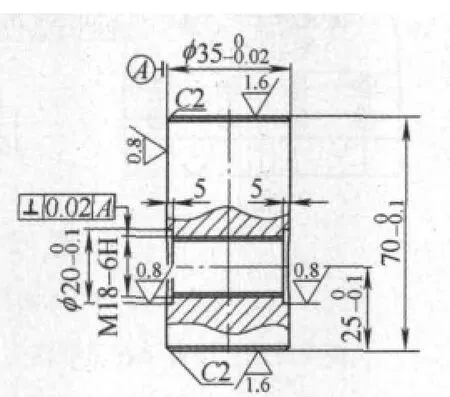
图1 工件
1.夹具结构
夹具结构如图2所示,主要由夹具体2、紧固螺杆3、弹簧5、压板4、调整螺栓7、螺母8等组成。夹具体中φ35mm工作孔与工件之间的间隙为0.03mm,以便保证工件装卸自如。
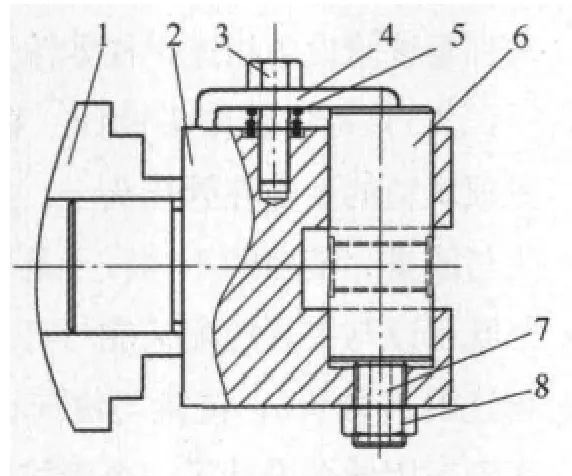
图2 夹具结构
2.工作原理
如图2所示,先将夹具体2装入自定心卡盘上,将千分表固定在机床刀台上,用千分表找夹具体A面(见图3)对机床轴线的平行度不大于0.01mm;然后再找B面相对于A面的垂直度不大于0.02mm后夹紧。再将工件装入夹具体2的工作孔中,夹紧紧固螺杆3,使压板5将弹簧收缩将工件压住,这样就可以在车床上加工工件M 18螺纹和φmm×5mm的一侧圆柱槽了。加工完后停车,松开紧固螺杆,弹簧将顶出工件。加工另一侧圆柱槽时,用自定心夹盘夹心轴,找正夹紧后将柱销拧紧在心轴上,即可车削φmm×5mm的圆柱槽。
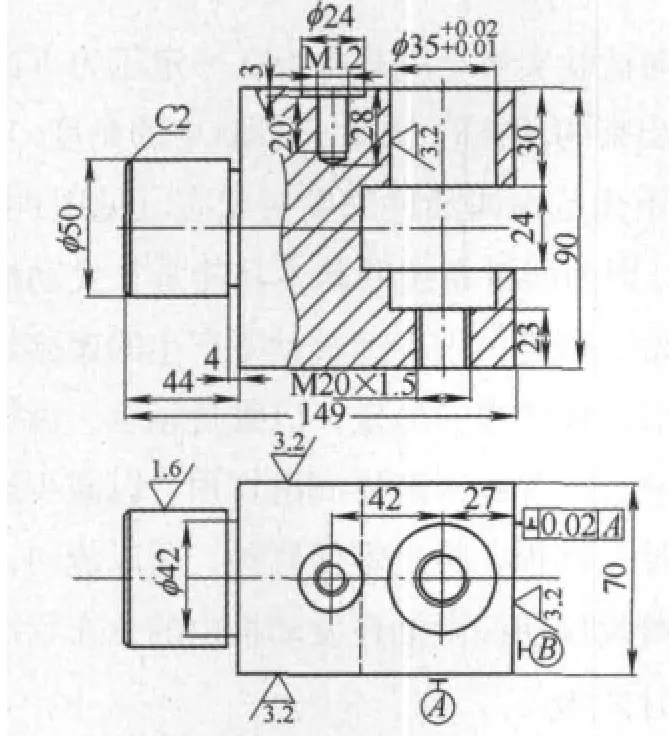
图3 夹具零件
制造夹具时,注意夹具体上φ35mm工作孔的加工,要求φ35mm工作孔对夹具体轴线的垂直度、平行度不大于0.01mm。
3.结语
实践证明,该夹具结构简单,装夹方便,调整灵活,生产效率高,节省了繁琐的校正时间,保证了工件的加工精度,可换性好,加工过程中安全可靠,很适合用于大批量生产。
猜你喜欢
中国设备工程(2024年6期)2024-04-08 07:07:08
中学生数理化·八年级物理人教版(2023年4期)2023-05-05 07:29:28
橡塑技术与装备(2022年12期)2022-12-12 06:42:28
科学与信息化(2022年14期)2022-07-31 10:18:08
科技资讯(2021年20期)2021-10-28 17:27:06
装备制造技术(2020年9期)2021-01-26 00:15:24
有色金属加工(2020年4期)2020-08-20 04:35:04
福建质量管理(2018年20期)2018-11-14 04:42:46
职业·下旬(2016年11期)2017-02-21 21:48:37
云南电力技术(2014年1期)2014-06-23 02:44:12