冲裁模单边毛刺产生的原因及防止措施
2013-10-11 14:09九江职业大学江西332000王维昌
金属加工(冷加工) 2013年7期
九江职业大学 (江西 332000) 王维昌
冲压时凸、凹模间隙的大小直接影响到毛刺的大小,他们之间存在着间隙大则毛刺也大这样一种正向关系。随着冲压生产的持续进行,凸、凹模不断磨损而使得间隙不断增大,毛刺也在不断的变大。然而在实际生产时我们经常会遇到这样的现象,即生产进行后不久,工件的某一边毛刺会突然变大,且难以去除,严重的影响到工件的使用(如螺纹、内外圆角样、电机硅钢片等)。那么是什么原因引起这类薄而硬工件产生单边毛刺的呢?笔者经过在生产中反复观察和研究发现,问题的出现和这些情况有关。
一、引起单边毛刺增大的几种可能情况
(1)凸、凹模之间发生错位:凸、凹模之间错位后,使得原本均匀的间隙变成一边大一边小,如图1所示(以下均以圆形件为例)。间隙变大的一边,毛刺也就随之增大。
因工作原因,除需要将班级成绩汇总之外,还需要将每个学生每学期的成绩告知家长。输入学号后,调取学生姓名,在之前完成的16级机械设计专业成绩总表中获得该学生本学期的各科成绩。
(2)凸模发生倾斜:凸模倾斜后,原来水平圆形刃口变成偏向一边且倾斜的椭圆形刃口,如图2所示。使得原来均匀的间隙变成一边大一边小,间隙变大的一边毛刺也就随之增大。
打我记事,这儿就是坟场。坟场很大,在里面走半天,也走不出来,都是草草埋了,堆个坟头就了事了,几乎看不到墓碑。

图1
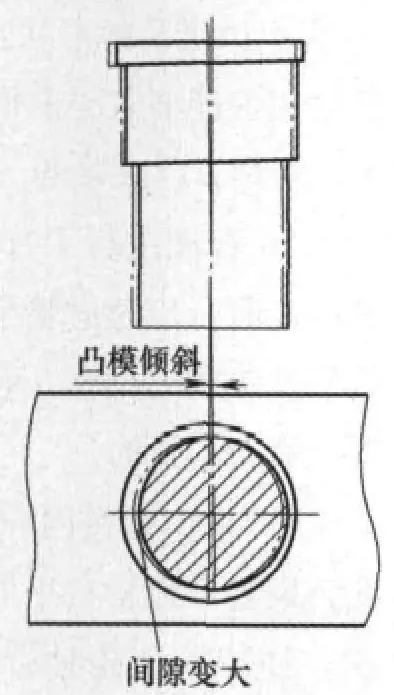
图 2
具体为农产品生产场所的水、大气等环境污染,以土壤污染与水环境污染最严重。污染区的农产品体内累积了诸多重金属污染,会致使人体健康遭受损害。水产养殖水体若是遭受污染会使动物性农产品质量安全受到直接影响,从而导致人体健康受损。
(4)凸模的鼓胀(横向突起)导致凹模不均匀磨损:如图4所示,凹模刃口在鼓胀的凸模冲击下会程度不同地产生塌陷和磨损,刃口呈现倒锥形状。由于塌陷磨损并不均匀,故而使得塌陷磨损严重处间隙变得最大。

图3
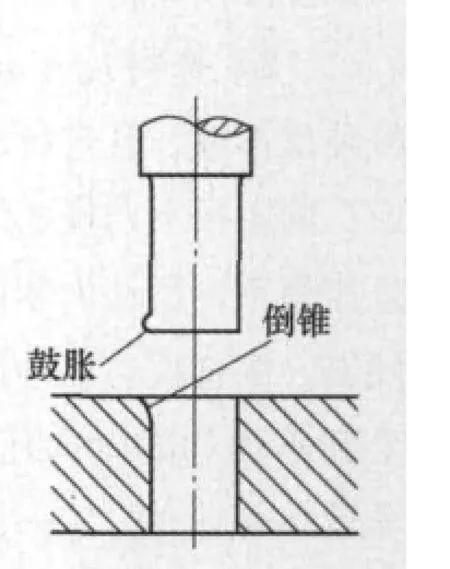
图 4
二、产生这些现象的原因
1.引起凸、凹模之间错位的原因
(1)导柱与导套的间隙变大:选用了制造精度不高的自制非标模架或选用易磨损的材料做导柱导套。生产进行后不久,在侧压力的作用下,导柱导套间出现的间隙便会使得上下模产生错位,造成凸、凹模之间的间隙一边变大而另一边变小。
图3的凸模越细长则其刚性越差,在冲硬而厚的材料时凸模很容易产生弯曲,弯曲后凹陷的一边凸模刃口则变的单薄,强度降低,抵抗变形破坏的能力会大大地削弱,很容易出现不规则的崩刃和磨损,使此侧间隙变大。
(3)固定板与凸、凹模松动:凸、凹模的固定端与固定板之间存在一定间隙,在侧压力的作用,凸、凹模与固定板间出现横向位移致间隙变大或变小。
到了2007年,华南热带农业大学与原海南大学合并为现在的海南大学,程立生任海南大学教务处处长、教学委员会副主任、硕士生导师。
(3)凸模出现弯曲磨损:在厚硬的材料上冲孔时,尤其是孔小时,凸模总会存在程度不同的弯曲,如图3所示。弯曲发生后,容易出现崩刃形式的磨损,这种形式的磨损使得此处的间隙变大,毛刺也就随之增大。
(2)对工作零件的磨削,应使用软磨料砂轮,采用小的吃刀量、足量的切削液,并经常清理砂轮。磨削零件后及时进行消磁处理。
2.凸模发生倾斜的原因
由于侧向力在冲压过程中始终程度不同地存在,所以如遇下列情况下都可能导致凸模倾斜。
(3)紧固固定下模的压板时,宜使用合适扭矩扳手拧紧T形螺栓,确保相同螺栓具有一致而理想的预夹紧力。可以有效防止手动拧紧螺纹出现的相同螺纹预紧力不等。
(1)工作零件间配合不紧:凸模固定端面与垫板间、凸模固定端与固定板上型孔间存在间隙,这为受侧向力作用的凸模发生倾斜留出了退让空间,使凸模倾斜容易产生。
(2)选料及淬火硬度不够:模具零件选用材料硬度不够,且进行淬火后硬度仍太低等。①固定板:固定板上凸模固定孔在受到自凸模横向压力反复作用下,型孔内壁则会产生塌陷而导致凸模产生倾斜。②垫板:在冲制非对称工件时,凸模工作端受到不均匀的轴向压力是通过固定端面将压力传导致垫板上的,压力大的一侧垫板便产生更深的塌陷,在固定板上的型孔与凸模间有一定的浮动量时,凸模便产生了倾斜。③直通式凸模:因需采用铆接固定,头部硬度较低,凸模上面和侧面都易产生凹陷而导致倾斜。
(3)加工不当:①刃磨方法不当,使用硬磨料砂轮,采用大的吃刀量,切削液少或无,砂轮未及时清理。磨削后造成凸模固定端及凹模表面退火而软化,冲压时凸模固定端一侧塌陷,凹模一侧刃口磨损加剧,间隙即变大。②主要零件未采用线切割加工:凸、凹模及固定板上的孔未选择线切割去加工,导致形位精度不高。如孔与上、下底面的垂直度不够,凸模固定端面与侧面的垂直度不够;平面的平面度及平行度不够等。③未对磨削好的凸、凹模进行消磁处理,使得冲裁废屑等杂质吸附在凹模内壁上,凸模进入凹模后,废屑会把凸模往一侧顶挤,使其产生倾斜。
3.发生凸模弯曲磨损的原因
(2)固定板与模座件松动:定位销与销孔的配合选择不当或销孔的制造精度不够,都易使定位销产生松动而失去定位作用,在侧向力的作用下固定板与模座间松动以致凸、凹模不同心。
每到夏季,尤其是高温持续时节,南部高山冰雪消融,流水顺冲洪积扇裙而下,扇地下游则满滩为水,无处不有,水深≥50cm,积水成灾,水流夹杂淤泥,覆田淹草,淤泥厚度有时达到15cm,作物难以安全生产。
4.凸模的鼓胀导致凹模的磨损原因
在工件边缘冲切凹槽、侧刃切边、切舌时,凸模所受轴向压力集中在一侧,对于冲大型件而言,凸模的刚度足够,弯曲可以忽略。需冲切一侧的凸模刃口较不工作部分的刃口上更易产生鼓胀,尤其在冲厚而硬的材料时表现更加突出。鼓胀后的凸模在继续冲压时,鼓胀部分凸模便把轴向压力作用在凹模刃口端面上,使凹模刃口端面上塌陷和磨损,形成倒锥,使此处间隙变大。
三、防控措施
1.减小侧向力
侧向力是作用在凸、凹模上的一种横向力,是引起凸、凹模发生错位、倾斜的外在因素。而引起这种侧向力的原因有很多,如冲裁件形状不对称;模具压力中心与模柄中心线偏离超范围;板料的厚度与性质不均等,因此要完全避免侧向力的出现是不实际的,在冲压生产中我们只能设法去控制其大小,尽量减小其对生产产生的不利影响。
(1)改进工件形状:设计工件时,应在不影响工件使用性能要求的前提下,尽量使工件形状变得简单、对称,以改善凸、凹模受力不平衡的状况。
(2)合理进行工序分配:在级进模及多凸模模具冲压时,应考虑整个模具受力平衡,布置好各个凸模及正确的排样,合理进行工序分配。达到减小偏心载荷的目的。
(3)减小材料内应力:如需在材料上冲切大量孔,则易导致材料平面度不良,成因是冲压应力累积。冲切一个孔时,孔周边材料被向下拉伸,令板材上表面拉应力增大,下冲运动也导致板材下表面压应力增大。对于冲少量的孔,结果不明显,但随着冲孔数目的增加,拉应力和压应力也成倍增加。为减小这种在后续工序中对凸模作用的应力,尽量使本道工序加工区域应远离上道工序的变形区。
2.正确选材和运用热处理工艺
为避免因模具材料选用及热处理不当,产生凸模崩刃、鼓胀和凹模倒锥等情况的发生,应合理选材,如凸、凹模选用硬质合金等材料,并进行合理的热处理工艺处理,如时效处理等。
3.选择好正确的加工方法
(2)对配合紧的凹模装配,应用铜锤敲击,以减少刃口可能出现的损耗。
值得我们注意的是,在可再生能源行业发展初期,固定的上网电价有效地激励了企业和投资者的信心,促进了可再生能源的发展。然而基于政府命令的补贴手段常常引起争议,增加了用电企业和消费者的负担,并且欧债危机后可再生能源补贴给财政困境的欧盟带来较大压力,因此,欧盟正逐步取消可再生能源补贴。这可能会导致欧盟投资者热情下降,消费者减少可再生能源使用,最终导致可再生能源发展目标无法实现,而市场化驱动机制——可再生能源绿色电力证书交易制度(以下简称“绿证交易”)能降低取消补贴所带来的不利影响。
(4)其他:①如推件块上的孔不垂直或与凸模不同轴,工作时会把凸模往一边推挤,使得小凸模偏位,原来均匀间隙发生改变。②固定下模时须紧固压板的T形螺栓,若手动拧紧螺栓则易出现因体力、性别、手感误差造成的预紧力过大或过小,从而引起冲压过程中上下模错移、间隙改变发生。③选用了后侧导柱模架。后侧导柱模架刚性差,如有偏心载荷作用,则导柱、导套会产生单边磨损。后侧导柱模架适合用作侧向力小的小型冲模。
4.正确装配
(1)对用于冲制薄而大工件的凸模装配,可以利用金属热胀冷缩的原理来减小凸、凹模与固定板形孔间的间隙。即在安装前可对其进行冷冻,然后在低温状况下装配到固定板上,使它们的装配成为无间隙的紧配合。
(1)为保证冲孔冲头、固定板形孔、凹模内孔和侧面等零件的尺寸和形位精度,应尽量选择用电火花线切割进行加工 。
基于上文所提出的四模交叉谐振器结构,本文设计出了对应的四频带带通滤波器。滤波器原型结构如图3所示,它由两个伪交指级联形式耦合的四模交叉型谐振器组成,其中一些微带线采用扭曲形式布线以减小电路板尺寸。
5.增加防护(套)
对于小凸模,可加装保护套或缩短总长度、增加过渡段的长度等方法来防止凸模产生弯曲;对于大凸模,可加装聚氨酯保护套或压料导板(间隙小于凸凹模间隙,且底面应低于凸模刃口端面)等,来防止冲裁时凸模产生鼓胀。
四、调整修复的措施
(1)修理方法是先将导柱与导套分别用内外圆磨床磨光其配合表面,再将导柱表面镀铬,然后导柱与导套研磨配作,一般根据磨好的导套孔按原来的导柱、导套配合间隙研配导柱,直到能恢复到原来的配合间隙及精度等级为止。
本文以山东省具有知名度的蔬菜品牌“胶州大白菜”为例,对品牌发展的具体运行机制和成效收益进行剖析,寻找品牌建设及发展的有效思路,厘清品牌现阶段存在的问题,探求果蔬产品品牌化发展的新路径。
(2)若工作零件间有松动,则应将凸、凹模刃口对正并使其各向一致,用螺钉紧固后,重新配作销。
(3)推件块上的孔不垂直,返修或更换推件块。
(4)可部分抵消上道工序残留应力方法之一:每隔一个孔冲切,然后返回冲切剩余的孔。这虽然在板材上产生相同的应力,但可抵消因同向连续一个紧接一个地冲切而产生拉、压应力的积聚,减小侧向力,改善了凸模的受力状况。
(5)刃口磨钝后应及时修复。凹模则取出,凸模则直接用油石修磨。
(6)由于塌陷量有限,不易被观察到,故可在放大镜下观察塌陷不均匀的分布情况,然后分别用厚度不等塞尺垫平塌陷处(侧面或端面),校正凸、凹模位置后,重新固定凸、凹模。
研究[4-8]表明,肥胖尤其是中心性肥胖与脂肪肝和2型糖尿病的发生显著相关。因此,本研究拟评价人体测量指标,包括体质指数(body mass index, BMI)、腰围、腰围/身高(waist circumference height ratio, WHtR)、腰臀比(waist-to-hip ratio, WHR)等指标,预测2型糖尿病患者发生NAFLD的情况,同时分析其预测效力。
五、结语
总之,单边毛刺的产生是多种因素共同作用而导致的,因此,我们在进行冲裁模的设计、生产和装配时必须综合考虑各种影响因素,严格的按照工艺要求去做好每一道工序的工作,这样才能有效地防止毛刺的出现。
猜你喜欢
模具制造(2022年2期)2022-03-25
金刚石与磨料磨具工程(2021年5期)2021-11-06
机械设计与制造工程(2021年5期)2021-06-15
中国设备工程(2021年1期)2021-02-01
兵器知识(2019年10期)2019-11-04
制造技术与机床(2018年11期)2018-11-23
金属加工(冷加工)(2018年2期)2018-03-22
制造技术与机床(2017年7期)2018-01-19
山东工业技术(2016年15期)2016-12-01
装备制造技术(2013年5期)2013-01-07